一种注射成型机的制作方法
1.本技术涉及注射成型的领域,尤其是涉及一种注射成型机。
背景技术:
2.注塑机又名注射成型机或注射机,它是将热塑性塑料、热固性塑料或橡胶利用成型模具制成各种形状的制品的主要成型设备,注射机分为立式、卧式、全电式。
3.如图1所示,相关技术中,一种注射成型机,包括机体11、设于机体11上侧的合模机架12、固定于合模机架12下侧的定模板13、固定于定模板13上侧的下模14、沿竖直方向滑移连接于合模机架12上且设于下模14上侧的动模板15、固定于动模板15下侧的上模16、固定于合模机架12上侧驱使动模板15升降的合模油缸17和设于机体11上朝向下模14设置以给下模14注料的注射机构18,所述注射机构18沿其长度方向滑移连接于机体11上。
4.针对上述中的相关技术,发明人认为模具在开启之后取出产品的过程中,注射机构虽然不给模具注料,但是仍然需要给注射机构内部的胶料供热,导致了注射机构能量的浪费,尚有改进的空间。
技术实现要素:
5.为了提高注射成型机的注射装置的利用率,减少注射装置能量的浪费,本技术提供一种注射成型机。
6.本技术提供的一种注射成型机,采用如下的技术方案:
7.一种注射成型机,包括注射装置和合模装置,所述合模装置包括合模机架、滑移连接于合模机架上的动模板、固定于合模机架上的定模板、固定于合模机架上驱使动模板靠近或远离定模板的合模油缸、滑移连接于定模板上的下模固定板和至少一个设于定模板上驱使下模固定板滑移的滑移驱动机构,所述下模固定板可供至少两个模具下模并排固定,相邻两模具的连线与下模固定板的滑移方向互相平行。
8.通过采用上述技术方案,其中一个模具开模取出产品的过程中,注射装置能够为该注射成型机的合模装置上的其它模具注入胶料,合理利用了前一个模具开模之后取出产品的时间间隙,减少了注射装置能量的浪费,提高了注射成型机的注射装置的利用率。
9.可选的,所述滑移驱动机构包括固定于定模板上的驱动油缸,所述驱动油缸的活塞杆与下模固定板固定连接,所述驱动油缸的活塞杆与下模固定板的滑移方向互相平行。
10.通过采用上述技术方案,其中一个模具开模之后,驱动油缸驱使开模之后的模具滑离注射装置,同时驱使未注入胶料的模具移动靠近注射装置,以方便注射装置为未注入胶料的模具注入胶料,合理利用了前一个模具开模之后取出产品过程中的时间,减少了注射装置能量的浪费,提高了注射成型机的注射装置的利用率。
11.可选的,所述定模板上固定有至少一个滑轨,所述下模固定板上固定有与滑轨一一对应的滑块,所述滑块滑移连接于滑轨上。
12.可选的,所述下模固定板的两侧均设有盖合滑轨的遮挡片,所述遮挡片的一端固
定于下模固定板上,所述遮挡片的另一端固定于定模板上。
13.通过采用上述技术方案,遮挡片的设置,对滑轨进行遮盖,使模具内的废料等硬物不易掉落于滑轨上,以使滑块在滑轨上滑动时滑块与滑轨不易被硌伤损坏,提高了滑轨与滑块的使用寿命。
14.可选的,所述定模板远离下模固定板的一侧转动连接有与遮挡片抵接的导向辊。
15.通过采用上述技术方案,导向辊的设置,将遮挡片与定模板的滑动摩擦转换为滚动摩擦,减少了遮挡片使用时的磨损,提高了遮挡片的使用寿命。
16.可选的,所述遮挡片的中部形成有下垂部,所述下垂部上设有第一配重柱,所述第一配重柱的两端均固定有限位板,两所述限位板分别设于遮挡片的两侧。
17.通过采用上述技术方案,限位板分别位于遮挡片的两侧,对第一配重柱进行限位,使得第一配重柱不易从遮挡片上滑落,提高了第一配重柱随遮挡片升降时的稳定性。
18.可选的,两所述限位板之间固定有第二配重柱,所述第一配重柱与限位板、第二配重柱形成有穿孔,所述遮挡片穿设于穿孔内。
19.通过采用上述技术方案,第二配重柱与限位板、第一配重柱配合形成供遮挡片穿设的穿孔,使得第一配重柱不易从遮挡片上滑落,提高了第一配重柱随遮挡片升降时的稳定性。
20.可选的,所述注射装置包括注射机架、设于注射机架上侧的注射机构、固定于注射机构两端的升降杆、固定于注射机架上侧且设于升降杆两端的第一支撑板和至少一个设于注射机架上驱使升降杆升降的驱动机构,所述第一支撑板上设有供升降杆的一端穿设滑移的滑移孔。
21.通过采用上述技术方案,升降杆两端穿设于滑移孔内且与第一支撑板滑移连接,以引导注射机构沿竖直方向滑移,通过驱动机构驱使升降杆升降实现了注射机构的高度可调,以对不同尺寸的模具注料,扩宽了注射机构的适用范围。
22.可选的,所述驱动机构的数量至少为一个,所述驱动机构包括至少两个分别设于两升降杆下侧的第一丝杆升降机和一固定于注射机架上驱使第一丝杆升降机的蜗杆转动的第一驱动电机,所述第一丝杆升降机的丝杆的上端与升降杆固定。
23.通过采用上述技术方案,第一驱动电机驱使第一丝杆升降机的蜗杆转动,进而驱使第一丝杆升降机的丝杆升降,以实现升降杆高度的调节。
24.可选的,至少两所述第一丝杆升降机的蜗杆通过链传动连接。
25.通过采用上述技术方案,使得多个第一丝杆升降机的蜗杆同步转动,进而驱使第一丝杆升降机的丝杆同步升降,提高了注射机构升降时两端的同步性,使注射机构升降时不易发生晃动,提高了注射机构升降时的稳定性。
26.综上所述,本技术包括以下至少一种有益技术效果:
27.1.合理利用了前一个模具开模之后取出产品的时间间隙,减少了注射装置能量的浪费,提高了注射成型机的注射装置的利用率;
28.2.驱动机构驱使升降杆升降实现了注射机构的高度可调,以对不同尺寸的模具注料,扩宽了注射机构的适用范围。
附图说明
29.图1是相关技术中一种注射成型机的结构示意图。
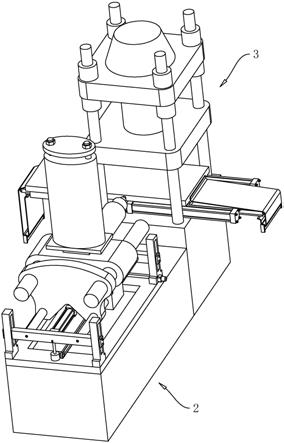
30.图2是本技术实施例1的一种注射成型机的结构示意图。
31.图3是本技术实施例1的合模装置的结构示意图。
32.图4是本技术实施例1的下模固定板与滑块、滑轨定模板、滑移驱动机构的局部爆炸示意图。
33.图5是图3中a部的放大图。
34.图6是本技术实施例1的注射装置的结构示意图。
35.图7是本技术实施例1的驱动机构与第一支撑板、升降杆的局部结构示意图。
36.图8是本技术实施例2的下模固定板与滑块、滑轨定模板、滑移驱动机构的局部爆炸示意图。
37.图9是本技术实施例3的注射装置的结构示意图。
38.图10是本技术实施例4的注射装置的结构示意图。
39.图11是本技术实施例4的驱动机构与第一支撑板、注射机架的局部结构示意图。
40.图12是本技术实施例5的注射装置的结构示意图。
41.图13是本技术实施例5的驱动机构与第一支撑板、注射机架的局部结构示意图。
42.附图标记说明:11、机体;12、合模机架;13、定模板;14、下模;15、动模板;16、上模;17、合模油缸;18、注射机构;2、注射装置;21、注射机架;22、升降杆;221、第二限位板;23、第一支撑板;231、滑移孔;24、驱动机构;241、第一丝杆升降机;242、第一驱动电机;243、第二丝杆升降机;244、第二驱动电机;245、第一驱动丝杆;2451、推力球轴承;246、转动件;247、第三驱动电机;248、第二驱动丝杆;2481、支撑件;249、第四驱动电机;25、注射机构;251、支撑柱;26、动力油缸;3、合模装置;31、合模机架;32、动模板;33、定模板;331、滑轨;332、导向辊;333、第二支撑板;34、合模油缸;35、下模固定板;351、滑块;352、遮挡片;3521、下垂部;3522、第一配重柱;3523、第一限位板;3524、第二配重柱;3525、穿孔;353、连接板;36、滑移驱动机构;361、驱动油缸;362、驱动丝杆;363、驱动块;364、驱动电机。
具体实施方式
43.以下结合附图2
‑
13对本技术作进一步详细说明。
44.本技术实施例公开一种注射成型机。
45.实施例1
46.参照图2,注射成型机包括注射装置2和合模装置3,注射装置2用于给合模装置3上模具的型腔内注入胶料,合模装置3用于驱使模具合模或开模。
47.参照图3、4,合模装置3包括合模机架31、动模板32、定模板33、合模油缸34、下模固定板35和滑移驱动机构36。
48.定模板33固定于合模机架31上,动模板32滑移连接于合模机架31上,动模板32位于定模板33的上侧,动模板32供模具的上模固定,合模油缸34固定于合模机架31上,合模油缸34位于动模板32的上,合模油缸34的活塞杆与动模板32的上侧固定,以驱使动模板32靠近或远离定模板33;下模固定板35沿水平方向滑移连接于定模板33上,下模固定板35可供两台模具的下模沿水平方向上并排固定,相邻两模具下模的连线与下模固定板35的滑移方
向互相平行,滑移驱动机构36的数量至少为一个,此处滑移驱动机构36的优选为两个,两个滑移驱动机构36设于下模固定板35的两侧,滑移驱动机构36用于驱使下模固定板35在定模板33上滑移。
49.定模板33的上侧固定有至少一个滑轨331,此处滑轨331的数量优选为一个,下模固定板35的下侧固定有与滑轨331一一对应的滑块351,滑块351滑移连接于滑轨331上,以将下模固定板35滑移连接于定模板33上;滑移驱动机构36包括驱动油缸361,驱动油缸361固定于定模板33的上侧,驱动油缸361的活塞杆的轴线与下模固定板35的滑移方向互相平行,下模固定板35上固定有连接板353,驱动油缸361的活塞杆与连接板353固定,以驱使下模固定板35在定模板33上滑移,进而驱使下模固定板35上的模具下模滑移,方便注射装置给下一模具注入胶料。
50.下模固定板35上还设有遮挡片352,遮挡片352用于遮盖滑轨331,以使取出产品或清理模具时模具内的胶料等杂物不易掉落于滑轨331上,遮挡片352数量为两个,两个遮挡片352分别设于下模固定板35滑移方向的两端,遮挡片352可以由橡胶制成,也可以由塑料制成,遮挡片352的一端与下模固定板35的一端固定,遮挡片352的另一端与滑轨331的一端固定;滑轨331的两端均转动连接有导向辊332,导向轮与遮挡片352抵接,以将遮挡片352滑动时与滑轨331的滑动摩擦转化为滚动摩擦。
51.参照图3、5,遮挡片352的中部自然下垂形成有下垂部3521,下垂部3521内穿设有第一配重柱3522,以引导遮挡片352的下垂部3521升降,进而使遮挡片352能够随滑块351同步滑移,使遮挡片352不易被滑轨331与滑块351夹住;第一配重柱3522的两端均固定有第一限位板3523,两个第一限位板3523分别位于遮挡片352的两侧,以使第一配重柱3522不易滑离下垂部3521;两个第一限位板3523之间还固定有第二配重柱3524,第一配重柱3522与第一限位板3523、第一配重柱3522配合形成有穿孔3525,遮挡片352穿设于穿孔3525内,以使第一配重柱3522不易滑离下垂部3521。
52.参照图2、6,注射装置2包括注射机架21、注射机构25、升降杆22、第一支撑板23和驱动机构24;注射机构25为本领域技术人员公知常识,此处不做赘述,注射机构25朝向合模装置3设置,注射机构25的长度方向与下模固定板35的滑移方向互相垂直,注射机构25的下侧设有两个互相平行的支撑柱251,注射机构25的底座套设于支撑柱251上且与支撑柱251滑移连接,支撑柱251的两端均设有一升降杆22,一升降杆22对应于两个支撑柱251,两个支撑柱251的一端均固定于升降杆22上;远离合模装置3的升降杆22上固定有动力油缸26,动力油缸26的活塞杆与支撑柱251互相平行,动力油缸26的活塞杆与注射机构21固定,以驱使注射机构21靠近或远离合模装置3;第一支撑板23固定于注射机架21的上侧,第一支撑板23的数量为四个,四个第一支撑板23分别设于注射机架21的四个拐角处,两个第一支撑板23对应于一个升降杆22,第一支撑板23上开设有滑移孔231,滑移孔231沿竖向开设于第一支撑板23上,升降杆22的一端穿设于滑移孔231内,升降杆22于滑移孔231内滑动,驱动机构24用于驱使升降杆22在滑移孔231内滑动。
53.参照图6、7,驱动机构24的数量可以为一个,也可以为两个及以上,此处驱动机构24的数量优选为一个,驱动机构24包括第一丝杆升降机241和第一驱动电机242;第一丝杆升降机241的数量至少为两个,至少两个第一丝杆升降机241分别对应于两个升降杆22,第一丝杆升降机241可以为两个,也可以为三个及以上,此处第一丝杆升降机241优选为两个,
两个第一丝杆升降机241与升降杆22一一对应,第一丝杆升降机241固定于注射机架21上,第一丝杆升降机241的丝杆呈竖直设置,第一丝杆升降机241的丝杆的上端与升降杆22固定;第一驱动电机242的数量为一个,第一驱动电机242固定于第一支撑板23上,第一驱动电机242的输出轴与一第一丝杆升降机241的蜗杆固定连接,两个第一丝杆升降机241的蜗杆通过链传动连接,即通过一个电机即可驱使两个第一丝杆升降机241转动。
54.升降杆22的两端均螺钉固定有第二限位板221,第二限位板221抵接于第一支撑板23远离升降杆22的一端且与第一支撑板23滑移连接,以引导升降杆22升降,使升降杆22不易沿其长度方向与第一支撑板23发生相对滑动。
55.实施例1的实施原理为:实施例1的实施原理为:下模固定板35上两个以上的下模共用一个上模,上模固定于动模板32的下侧,合模油缸34驱使其中一个模具开启之后,滑移驱动机构36驱使下模固定板35滑移,使开启之后的模具下模滑离注射机构25,同时驱使下模固定板35上的下一模具下模滑移至注射机构25对应的位置,合模油缸34驱使上模下降合模,动力油缸26驱使注射机构25靠近合模之后模具为其注入胶料,合理利用了前一个模具开模之后取出产品的时间间隙,减少了注射装置2能量的浪费,提高了注射成型机的注射装置2的利用率;成型机在使用时,注射机构25的高度可通过驱动机构24调节,以使得注射成型机能够适用于不同高度尺寸的模具。
56.实施例2
57.参照图8,本实施例与实施例1的不同之处在于,滑移驱动机构36包括驱动丝杆362、驱动块363和驱动电机364;定模板33上固定有第二支撑板333,两个第二支撑板333对应于一个驱动丝杆362,两个第二支撑板333固定于定模板33上且位于滑轨331的同一侧,驱动丝杆362的两端通过轴承转动连接于第二支撑板333上,驱动丝杆362不相对定模板33发生沿驱动丝杆362轴向的滑动,驱动块363固定于下模固定板35上,驱动块363套设于驱动丝杆362上且与驱动丝杆362螺纹连接,驱动电机364固定于一第二支撑板333上,驱动电机364的输出轴与驱动丝杆362的一端固定,以驱使驱动丝杆362转动。
58.实施例3
59.参照图9,本实施例与实施例1的不同之处在于,驱动机构24的数量至少为两个,至少两个驱动机构24分别对应于两个升降杆22,驱动机构24的数量可以为两个,也可以为三个及以上,此处驱动机构24的数量优选为两个,两个驱动机构24与升降杆22一一对应,驱动机构24包括第二丝杆升降机243和第二驱动电机244;两个第二丝杆升降机243与升降杆22一一对应,第二丝杆升降机243固定于注射机架21上,第二丝杆升降机243的丝杆呈竖直设置,第二丝杆升降机243的丝杆的上端与升降杆22固定;第二驱动电机244固定于第一支撑板23,第二驱动电机244与第二丝杆升降机243一一对应,以驱使第二丝杆升降机243工作。
60.实施例4
61.参照图10、11,本实施例与实施例1的不同之处在于,驱动机构24的数量至少为两个,至少两驱动机构24分别对应两个升降杆22,此处驱动机构24的数量优选为两个,两个驱动机构24与两个升降杆22一一对应,驱动机构24包括第一驱动丝杆245、转动件246和第三驱动电机247;第一驱动丝杆245的下端固定于注射机架21上,第一驱动丝杆245呈竖直设置,第一驱动丝杆245的上端贯穿升降杆22的中部,第一驱动丝杆245与升降杆22滑移连接,转动件246套设于第一驱动丝杆245上且位于升降杆22的下侧,转动件246与升降杆22的下
侧抵接,转动件246螺纹连接于第一驱动丝杆245上,转动件246可以为链轮,也可以为齿轮;第三驱动电机247固定于升降杆22的上侧,第三驱动电机247的输出轴贯穿升降杆22且向下伸出升降杆22,转动件246为链轮时,第三驱动电机247的输出轴上固定有链轮,以通过链传动驱使转动件246转动;转动件246为齿轮时,第三驱动电机247的输出轴上固定有齿轮,以通过齿轮的互相啮合驱使转动件246转动。
62.第一驱动丝杆245上还套设有推力球轴承2451,推力球轴承2451的上端与升降杆22的下端抵接,推力球轴承2451的下端与转动件246的上端抵接,以将转动件246与升降杆22之间的滑动摩擦转化为滚动摩擦。
63.实施例5
64.参照图12、13,与实施例1的不同之处在于,驱动机构24包括第二驱动丝杆248、支撑件2481、转动轴和第四驱动电机249;第二驱动丝杆248呈竖直设置,第二驱动丝杆248的下端呈光轴设置,第二驱动丝杆248的下端穿设于注射机架21上且与注射机架21转动连接,第二驱动丝杆248的上端贯穿升降杆22的中部且与升降杆22螺纹连接,支撑件2481套设于第二驱动丝杆248上且与第二驱动丝杆248固定连接,支撑件2481抵接于注射机架21的上侧,支撑件2481可以为齿轮,也可以为链轮;第四驱动电机249固定于注射机架21的下侧,第四驱动电机249的输出轴贯穿注射机架21且向上伸出注射机架21,第四驱动电机249用于驱使支撑件2481转动,进而驱使第二驱动丝杆248转动,支撑件2481为链轮时,第四驱动电机249的输出轴上固定有链轮,以通过链传动驱使支撑件2481转动;支撑件2481为齿轮时,第四驱动电机249的输出轴上固定有齿轮,以通过齿轮的互相啮合驱使支撑件2481转动。
65.第二驱动丝杆248上还套设有推力球轴承2451,推力球轴承2451的下端与注射机架21的上侧抵接,推力球轴承2451的上端与支撑件2481的下端抵接,以将支撑件2481与注射机架21之间的滑动摩擦转化为滚动摩擦。
66.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1