熔融树脂的流动性指标测定方法与流程
1.本发明涉及熔融树脂的流动性指标测定方法。
背景技术:
2.注射成型机中,使螺杆旋转来使被投入加热桶内的成形材料的树脂可塑化。并且,使螺杆后退的同时将熔融树脂送向螺杆的前方来进行计量。注射工序中,通过螺杆的前进,熔融树脂被填充至模具内。
3.注射成型中,以流动的熔融树脂的处理为中心,所以为了得到高品质的成形品,预先评价熔融树脂的流动性来把握性状较重要。通常,熔融树脂的流动性由粘度(viscosity)表示。
4.过去,测定加热桶内的熔融树脂的粘度与温度、压力相比较为困难,所以多不进行。但近年来,用于测定熔融树脂的粘度的技术改良在发展。
5.例如,专利文献1中记载了如下内容:在除了成形工序之外的工序中,在不使喷嘴接触的状态下注射熔融树脂,根据此时的注射压力算出熔融树脂的粘度。
6.此外,专利文献2中记载了如下内容:为了能够实时通过在线(online)测定成形中的熔融树脂的粘度,在注射工序中,求出熔融树脂的压力和树脂流路处的树脂流量,由此在每次注射时算出树脂粘度。
7.此外,专利文献3中记载了如下内容:注射工序中,测定喷嘴末端部处的熔融树脂的压力,基于该压力算出熔融树脂的粘度。
8.专利文献1 : 日本特开2004
‑
142204号公报。
9.专利文献2 : 日本特开平5
‑
329864号公报。
10.专利文献3 : 日本特开平11
‑
10693号公报。
11.然而,如专利文献1所示,除了成形工序以外,喷嘴从模具离开的状态下进行熔融树脂的冲洗来测定熔融树脂的粘度的方法中,为了得到能够信赖的粘度的值,需要重复多次的冲洗(purge),被废弃的树脂的量也较大。此外,连续成形中不能把握树脂的流动性状。
12.另一方面,如专利文献2、3所示,注射工序中需要熔融树脂的粘度的情况下,只要不将熔融树脂注射至模具内就不能求出树脂的粘度。树脂材料被树脂制造商以颗粒的形态提供,但若制造批次(lot)不同则物性存在偏差,即使是作为相同的产品的树脂,熔融时的流动性状也存在变动。存在如下问题:即使由于某种原因而树脂的流动性状存在异常,计量工序中也不能把握。
技术实现要素:
13.本发明是基于前述现有技术具有的问题而作出的,其目的在于,提供即使在进行连续成形的期间也能够在线把握熔融树脂的流动性的熔融树脂的流动性指标测定方法。
14.为了实现前述目的,本发明的一技术方案的熔融树脂的流动性指标测定方法为,在借助前进的螺杆将已在加热桶内熔融的树脂从喷嘴注射至模具内的注射成型机中测定
熔融树脂的流动性指标的方法,其特征在于,在将熔融树脂存积于前述螺杆的前方的计量工序中,将在熔融树脂的流路形成的狭窄流路假设成毛细管或节流装置,借助注射成型机的注射装置测定熔融树脂的计量树脂量和计量工序中作用于前述螺杆的背压,基于前述计量树脂量和背压,算出表示被计量的熔融树脂的流动性性状的流动性指标。
附图说明
15.图1是实施本发明的实施方式的熔融树脂的流动性指标测定方法的注射成型机的注射装置的剖视图。
16.图2是表示加热桶的纵截面的图。
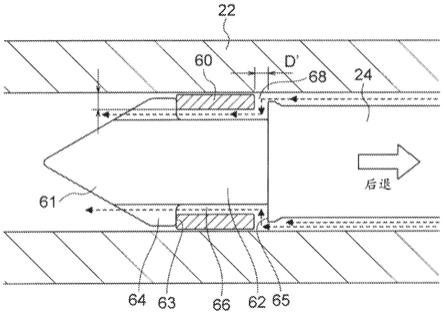
17.图3是表示被在螺杆的末端部设置的逆流防止用的逆止环的剖视图。
18.图4是毛细管流变仪法中使用的压力缸的示意图。
19.图5是被装入注射装置的控制系统的熔融树脂的流动性指标测定部的框结构图。
具体实施方式
20.以下,参照附图的同时对本发明的熔融树脂的流动性指标测定方法的实施方式进行说明。
21.图1是实施本实施方式的熔融树脂的流动性指标测定方法的注射成型机的注射装置的剖视图。
22.图1中,附图标记10表示被在基座50上设置的注射装置。注射装置10被在基座50上能够沿轨道52移动地设置。注射装置10的前方表示的是合模装置的固定模板14。注射装置10具备被框20水平地支承的加热桶22、被在加热桶22的内部设置的螺杆24。在加热桶22的末端,设置有与模具连接的喷嘴21。在加热桶22的基端侧,设置有用于投入成形材料的树脂颗粒(pellet)的料斗(hopper)23。
23.螺杆24被能够滑动且能够旋转地容纳于加热桶22内。螺杆24的基端部与旋转驱动机构的滑轮25连结。旋转驱动机构将螺杆旋转马达26的旋转经由传动带27传动至滑轮25。在支承滑轮25的轴承28的后方设置有负载传感器30。该负载传感器30是计量在轴向上对螺杆24施加的载荷的载荷计量器。
24.螺杆24借助如下所述的前后进机构32,在加热桶22内在轴向上前进及后退。前后进机构32由被从图中未示出的前后进用马达带传动的滑轮33、螺母部35、滚珠丝杠36、支承滚珠丝杠36的轴承37等构成。
25.另外,图1中,在基座50上,设置有使注射装置10的整体前进、后退的推进机构38。该推进机构38具备由推进用马达39、滚珠丝杠40和螺母41构成的滚珠丝杠机构。
26.接着,图2表示加热桶22的纵截面,图3是表示被在螺杆24的末端部设置的逆流防止用的逆止环60的图。
27.图2、图3中,在螺杆24的末端安装有螺杆梢(screw tip)61。螺杆梢61经由小径轴62固定于螺杆24的前端。螺杆梢61具有圆锥形状,在其外周面和加热桶22的内周面之间形成有熔融树脂流动的第1流路64。在小径轴62处,逆止环60被能够沿轴向移动地装配。
28.逆止环60被在螺杆梢61的后端面63和处于螺杆24的前端面的阀座65之间配置。在逆止环60的内周面和小径轴62的外周面之间,形成有熔融树脂流动而与第1流路64连通的
第2流路66。图3中,表示计量工序中的逆止环60的位置。螺杆24在旋转的同时将熔融树脂送入前方,但此时螺杆24后退的同时进行熔融树脂的计量。
29.图3中,虚线箭头表示计量时的熔融树脂的流动。计量时,随着螺杆24的后退,逆止环60向螺杆梢61侧相对移动,从阀座65离开。熔融树脂从狭窄流路68流入第2流路66,进而穿过第1流路64存积于螺杆梢61的前方。
30.另外,注射时,逆止环60的后端面被阀座65推压,狭窄流路68闭塞,所以熔融树脂的逆流被防止。
31.本实施方式的熔融树脂的流动性指标测定方法中,利用计量工序中逆止环60处产生的狭窄流路68、第2流路66算出熔融树脂的流动性指标,但在此之前,参照图3,对作为一般性的流体的粘度试验法的毛细管流变仪法(capillary rheometer)进行说明。
32.图4是毛细管流变仪法中被使用的压力缸的示意图。
33.图4中,附图标记70表示压力缸,附图标记71表示与压力缸70嵌合的活塞。在压力缸70的末端部设置有毛细管(capillary)72。
34.毛细管流变仪法为,借助恒定速度的活塞71将压力缸70内的熔融树脂从毛细管72推出,借助负载传感器73检测此时的载荷,根据以下那样的(1)至(4)式算出流体的粘度。粘度最终通过(4)式算出。
35.这里,若设为,q:熔融树脂的流量(mm 3
/s)a:活塞截面积(mm 2
)ν:活塞的速度(mm/s)γ:表观剪切速度(s ‑1)d:毛细管内径(mm)τ:表观剪切应力(pa)p:活塞载荷(pa)l:毛细管长度(mm)η:熔融粘度(pa
・
sec);则,q=aν
…
(1)γ=32q/πd 3
ꢀ…
(2)τ=pd/4l
…
(3)η=τ/γ
ꢀ…
(4)的关系成立。
36.但是,图4中,设定成测定粘度的流体为熔融树脂,若将图4中熔融树脂被活塞71推出的状况和图3的计量工序中熔融树脂根据螺杆24的后退被计量时的状况对比,可知两者相似。
37.毛细管流变仪法中,由于活塞71进行的加压,熔融树脂被穿过作为变窄的流路的毛细管72地推出,计量工序中,借助螺杆24施加压力,熔融树脂被穿过狭窄流路68地推出。这样,在将树脂从狭窄的流路施加压力来推出的方面是共通的。
38.两者中,关于活塞71和螺杆24、以及毛细管72和狭窄流路68,仅流路的尺寸等具体的形状尺寸不同,在测定熔融树脂的流动性上的本质的使流路变窄的功能相同。在本实施方式中,将狭窄流路68视为毛细管72来处理。
39.在计量工序中的螺杆24的末端部,在图3中,使图4的压力缸70的毛细管72的内径d与狭窄流路68的宽度d’对应。使毛细管72的长度l与狭窄流路68的半径向的长度l’对应,该情况下与逆止环60的厚度对应。
40.关于熔融树脂的流量,与每单位时间的计量树脂量对应,但该实施方式中,检测螺杆24的后退速度,基于螺杆24的每单位时间的后退距离和螺杆24的外径、加热桶22的内径等,计算螺杆24和加热桶22之间的容积来算出。
41.对螺杆24施加的背压能够根据负载传感器30检测。
42.计量工序中,控制螺杆24的后退速度,使得背压恒定。严格来说,后退速度并非恒定,但将计量工序整体中的平均速度或者将在多个点测定的速度的平均作为后退速度的值。
43.这样的对应关系中,(2)式、(3)式需要修正,但预先适当地修正系数即可。由此,根据修正的(4)式所得到的值并非作为严格根据毛细管流变仪法的绝对值的粘度的值,但作为根据该方法的熔融树脂的流动性的相对评价的指标在实际应用上已足够。
44.接着,图5是被装入注射装置10的控制系统的熔融树脂的流动性指标测定部的框结构图。
45.图5中,附图标记80表示注射装置10的控制装置。该控制装置80控制注射装置10的螺杆24的转速、螺杆24的前进、后退的速度控制、以及注射压力的控制、熔融树脂的温度控制等、注射装置10的所有动作。附图标记82是在计量工序中算出上述的熔融树脂的流动性指标的流动性指标算出部。该流动性指标算出部82与根据螺杆24的后退速度测定计量树脂量的流量测定部83、检测螺杆24承受的背压的负载传感器30连接。在储存部84,储存有流动性指标的算出所必要的数据,此外,表示使用的树脂的性状的数据、例如作为成形品好坏判断的基准的流动性指标的值被储存。
46.判定部85从流动性指标算出部82读取流动性指标的数据,从储存部84读取流动性指标的基准数据,通过将两者比较,判定已计量的熔融树脂的流动性是否存在异常。判定结果被显示部86的显示器等显示。
47.接着,关于以上那样的流动性测定部的动作,在与注射成型机的连续成形运转的关系中进行说明。
48.这里所说的连续成形是指,注射装置在模具与喷嘴接触(nozzle touch)的状态下,由闭模、合模、计量、注射、保压、开模、成形品取出的各工序构成的成形周期被遍及长时间地连续地重复进行。但是,也有在一个周期中由于冷却完成等而喷嘴21后退的情况。
49.各成形周期的计量工序中,根据螺杆24的后退速度测定计量树脂量,并且检测此时作用于螺杆24的背压,由此,能够测定根据基于毛细管流变仪法的粘度测定的流动性指标值。因此,进行连续成形的期间,能够将被计量的熔融树脂的流动性特性基于该指标在线把握。
50.进而,也能够把握连续成形中的熔融树脂的流动性指标的变化。即,能够把握流动性指标的值有逐渐上升的倾向而树脂变硬的状况,所以为了不成形出瑕疵品而寻求对策,有助于稳定的良品成形。
51.在本实施方式中,如图5所示,设置有成形条件改变指令部87。借助判定部85,在流动性从基准值偏离那样的情况下,从成形条件改变指令部87向控制装置80发送成形条件的
改变指令。该情况下,根据预先设定的控制的算法,借助控制装置80,进行使螺杆24的转速增减、改变背压、树脂温度的设定值这样的操作至恢复至正常范围。由此,能够在不将连续成形中断的情况下连续地进行。
52.此外,改变成形所使用的树脂的种类的树脂替换时,也能够检测树脂替换的完成。该实施方式中,储存部84中,分别关于目前为止使用的旧树脂、树脂替换后的新树脂,存储树脂的种类判别所必要的流动性指标的基准数据。判定部85通过比较被算出的流动性指标、旧树脂及新树脂的流动性指标的基准数据,能够检测树脂替换完成。
53.(变形例)接着,对熔融树脂的流动性指标测定方法进行说明。
54.前述的实施方式中,作为流动性指标,算出基于毛细管流变仪法的流动性指标,但此外,也能够将狭窄流路68视为节流装置,在计量时测定基于熔体流动速率法(mfr melt flow rate)的流动性指标。
55.熔体流动速率法是指,在图4中,对活塞71施加恒定的载荷,被从毛细管(节流装置)72推出的每10分钟的流体重量(g/10min)。
56.计量工序中,被控制成对螺杆24恒定地施加背压,所以算出每10分钟的计量树脂量即可。关于每10分钟的计量树脂量,将上述的实施方式求出的每单位时间的计量树脂量换算成每10分钟的树脂量。
57.若根据这样的基于熔体流动速率法(mfr)的流动性指标,不适合严格的流动性的评价,但能够作为大致判断熔融树脂是硬还是软的辅助性的指标利用。
58.以上说明的实施方式是应用于使用热塑性树脂作为成形材料的注射成型的实施方式。本发明也能够应用于热固化性树脂的注射成型。热固化性树脂的注射装置中不在螺杆的末端设置逆止环。该情况下,树脂穿过被螺杆的外周的螺纹间隔的狭窄的通路,所以与热塑性树脂同样地,在计量行程中能够算出流动性指标。
59.以上,列举适合的实施方式,对本发明的熔融树脂的流动性指标测定方法进行了说明,但这些实施方式仅作为例示列举,不意味着发明的范围的限制。显然,说明书所记载的新装置、方法及系统能够以各种各样的形态实施,进而,在不脱离本发明的宗旨的范围内,能够进行各种省略、取代、改变。权利要求书及其等同范围意味着在发明的宗旨的范围内包括实施方式或者其改良内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1