一种环保型抗菌ABS塑料生产设备及其制备方法与流程
一种环保型抗菌abs塑料生产设备及其制备方法
技术领域
1.本公开属于abs塑料碎料领域,具体涉及一种环保型抗菌abs塑料生产设备及其制备方法。
背景技术:
2.abs塑料是丙烯腈(a)、丁二烯(b)、苯乙烯(s)三种单体的三元共聚物,三种单体相对含量可任意变化,制成各种树脂。abs塑料兼有三种组元的共同性能,a使其耐化学腐蚀、耐热,并有一定的表面硬度,b使其具有高弹性和韧性,s使其具有热塑性塑料的加工成型特性并改善电性能。因此abs塑料是一种原料易得、综合性能良好、价格便宜、用途广泛的“坚韧、质硬、刚性”材料。abs塑料在机械、电气、纺织、汽车、飞机、轮船等制造工业及化工中获得了广泛的应用,通过在abs塑料中添加有机抗菌剂可以获得环保型抗菌abs塑料。塑料改性造粒是abs塑料制造的重要一步。
3.塑料造粒的挤塑机一般包括:电动机、减速箱、推力轴承、筒体和螺旋挤塑杆,螺旋挤塑杆安装在筒体内,螺旋挤塑杆包括双螺纹或单螺纹结构。螺旋挤塑杆实际上是一个斜面或者斜坡缠绕在中心层上,其目的是增加压力以便克服较大的阻力。在挤塑过程中主要有三种阻力需要克服:固体颗粒对筒壁的摩擦力、熔体在筒壁上的附着力、熔体被向前推动时其内部的物流阻力。现有技术中的挤塑机存在如下技术问题:1螺旋挤塑杆及筒体内壁的磨损非常严重,使用一年左右则需要更换螺旋挤塑杆及筒体,使得生产成本增大;2塑料配方改变时会导致塑料造粒工艺不稳定;3现有的挤塑机停机时的排料时间长,无功损耗大,挤塑机机头模具装拆费时费工;4现有挤塑机的造粒效率慢,生产效率很难得到很大的提高。
4.通过专利检索,中国专利申请号:cn201510690203.2,该申请案包括以下步骤:步骤一、高压风送料管道中混合有粉料的热风进入圆球形成系统,粉料在圆球形成管道内软化聚集为颗粒,颗粒在螺旋造粒杆的螺旋作用下逐渐长大为圆球,在圆球形成过程中,螺旋造粒杆的螺旋叶片外周与圆球形成管道内壁之间的空隙用于输送向前运动的补充粉料,以供圆球长大,其中:圆球形成管道内热风通过第一辅助加热装置加热为180~260℃;
5.步骤二、步骤一长大后的圆球进入螺旋滚动成球系统,在螺旋成球杆的螺旋作用下圆球进一步成型,其中:滚动成球管道内热风通过第二辅助加热装置加热为100~160℃;
6.步骤三、步骤四成型后的圆球进入风冷冷却系统,通过冷风输入管向冷风旋转管道内吹入冷却风,在螺旋风冷杆的螺旋作用下将圆球冷却硬化,之后进入成品圆球排出系统,即得直径为4~6mm的成品圆球。该申请案虽然避免了传统的挤出造粒方法,但是此方法制造的塑料颗没有经过挤压内部结构不稳定,可能存在空洞等问题,塑料颗粒的质量无法得到保证。
7.目前,在工业生产上尚未开发出生产效率高的塑料造粒工艺,这也是本领域内迫切需要解决的难题。
8.公开内容
9.针对现有技术的不足,本公开的目的在于提供一种环保型抗菌abs塑料生产设备及其制备方法,解决了现有技术中螺旋挤塑杆及筒体内壁的磨损非常严重的问题。
10.本公开的目的可以通过以下技术方案实现:
11.一种环保型抗菌abs塑料生产设备,包括第一立板、第二立板和碎粒机构,所述第一立板、第二立板和碎粒机构依次安装在设备支架上,第一立板上设有多个压扁滚轮,压扁滚轮上方设有冷却水喷洒柱;
12.所述第二立板上开设有都有第一安装槽,第一安装槽从上到下依次活动安装有第一转轴和第二转轴,第一转轴和第二转轴之间设有弹性件,第一转轴上设有第七辊轮,第二转轴上设有第八辊轮,第一转轴的侧面设有多个切割滚轮,切割滚轮下方设有第一辅助辊轮,碎粒机构包括第一壳体,第一壳体内活动安装有碎粒主轴,第一壳体侧面设有第一进料槽,碎粒主轴侧面设有多个圆周分布的碎粒柱,碎粒主轴与第一转轴或第二转轴相互联动。
13.进一步地,所述第一立板上设有第一辊轮,第一辊轮侧面设有第二辊轮,第一辊轮的主轴上设有第一齿轮,第二辊轮的主轴两侧分别设有第二齿轮和第三齿轮,第一齿轮与第二齿轮相互啮合,第二辊轮的侧面设有第三辊轮,第三辊轮侧面设有第四辊轮,第三辊轮的主轴上设有第四齿轮,第四辊轮的主轴上设有第五齿轮,第四齿轮分别与第五齿轮和第三齿轮啮合。
14.进一步地,所述第一立板侧面设有第一安装板,第一安装板上活动安装有第一安装柱,第一安装柱上安装有第二安装柱,第二安装柱上活动安装有第一安装块,第一安装块上设有第一喷洒头,第一喷洒头上设有平衡块。
15.进一步地,所述第一喷洒头下方两侧均设有第三安装柱,两侧的第三安装柱分布安装有第一调节辊轮和第二调节辊轮,第一调节辊轮和第二调节辊轮的轴线均与从第一调节辊轮和第二调节辊轮穿过的物料平面呈小角度倾斜。
16.进一步地,所述第一转轴上设有第六齿轮,第二转轴上设有第七齿轮,第六齿轮和第七齿轮相互啮合,碎粒主轴与第二转轴之间设有第一皮带。
17.进一步地,所述第一转轴上设有第一活动块,第二转轴上设有第二活动块,第一活动块和第二活动块之间设有第一弹簧,第二活动块下方设有第一凸轮,第一凸轮的侧面抵触在第二活动块的侧面上,第一凸轮的主轴与碎粒主轴之间设有第二皮带,第一活动块上方设有调节螺栓,调节螺栓安装在第二立板上,调节螺栓的端面抵触在第一活动块上端面上。
18.进一步地,所述第一壳体下方开设有第一筛料槽,第一筛料槽内活动安装有第一细料筛,第一细料筛上设有多个第一过筛小孔,碎粒主轴上设有进料螺旋,碎粒主轴一端设有第一粗料筛,第一出料筛上设有多个第二过筛小孔,第一壳体靠近第一出料筛一侧的端面设有第一排料孔
19.进一步地,所述第一辊轮上方设有第一喷洒柱,第三辊轮上方设有第二喷洒柱,第一转轴侧面设有第五辊轮,第一辅助辊轮下方设有第六辊轮,第六辊轮的侧面设有第三喷洒柱。
20.进一步地,所述第二转轴上设有的第八辊轮的侧面设有切割台阶,第八辊轮下方设有接料盒。
21.进一步地,所述装置的具体作业步骤如下:
22.第一步:将物料从第一辊轮和第二辊轮之间投入后,第一辊轮和第二辊轮将物料压成长条装,将长条装的物料穿过第三辊轮和第四辊轮之间进行二次挤压,同时第一喷洒柱和第二喷洒柱对物料进行喷洒冷却液;
23.第二步:将经过二次挤压的物料从第一调节辊轮和第二调节辊轮之间穿过,第一喷洒头对第一调节辊轮和第二调节辊轮之间的物料进行冷却,同时第一调节辊轮和第二调节辊轮对偏移的物料进行纠偏;
24.第三步:纠偏的物料经过第七辊轮和第八辊轮的挤压后被切割滚轮切割成多个长条装,长条装的物料从第一进料槽进入后被旋转的碎粒柱切断。
25.本公开的有益效果:
26.1、通过辊轮挤压切割的方式来完成造粒不需要设备克服固体颗粒对筒壁的摩擦力、熔体在筒壁上的附着力、熔体被向前推动时其内部的物流阻力,可以更快捷灵活快捷的的进行塑料造粒生产,同时避免现有的挤塑机停机时的排料时间长,无功损耗大,挤塑机机头模具装拆费时费工的问题。
27.2、通过辊轮多次对物料的挤压和多层次的局部降温保证物料颗粒内部的紧密性
28.3、通过第七辊轮和第八辊轮的上下运动使物料振动去除物料内的残留应力保证物料颗粒品质的一致性。
29.4、通过将第二转轴与碎粒主轴进行联动,利用圆周分布的碎粒柱每个之间的间隙相同,则每个碎粒柱经过第一进料槽到相邻的碎粒柱经过第一进料槽时第二转轴的旋转角度都是一致的,如此通过第七辊轮和第八辊轮后进入第一进料槽内的物料长度也是一致的,碎粒柱经过第一进料槽时将进入第一进料槽32内的物料进行切断,如此保证每个物料颗粒的大小都保持一致,对比传统的造粒机颗粒大小不一致的问题。
附图说明
30.为了更清楚地说明本公开实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
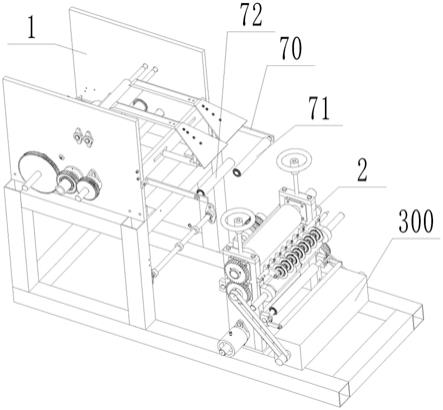
31.图1是本公开实施例的整体结构示意图;
32.图2是本公开实施例内部结构的示意图;
33.图3是本公开实施例另一视角的示意图;
34.图4是本公开实施例第二立板部分的结构示意图;
35.图5是图4另一视角的示意图;
36.图6是本公开实施例碎粒机构的结构示意图;
37.图7是本公开实施例碎粒机构的内部结构图;
38.图8是本公开实施例第一安装板部分的结构图;
39.图9是本公开实施例切割滚轮的结构图;
40.图10是本公开实施例第八辊轮的结构图。
具体实施方式
41.下面将结合本公开实施例中的附图,对本公开实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本公开一部分实施例,而不是全部的实施例。基于本公开中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本公开保护的范围。
42.如图1
‑
10所示,一种环保型抗菌abs塑料生产设备,包括第一立板1、第二立板2和碎粒机构300,所述第一立板1、第二立板2和碎粒机构300依次安装在设备支架上,第一立板1上设有多个压扁滚轮,在一些公开中,所述第一立板1上设有第一辊轮11,第一辊轮11侧面设有第二辊轮12,第一辊轮11的主轴上设有第一齿轮111,第二辊轮12的主轴两侧分别设有第二齿轮121和第三齿轮122,第一齿轮111与第二齿轮121相互啮合,第二辊轮12的侧面设有第三辊轮13,第三辊轮13侧面设有第四辊轮14,第三辊轮13的主轴上设有第四齿轮131,第四辊轮14的主轴上设有第五齿轮141,第四齿轮131分别与第五齿轮141和第三齿轮122啮合,压扁滚轮上方设有冷却水喷洒柱;
43.所述第二立板2上开设有都有第一安装槽21,第一安装槽21从上到下依次活动安装有第一转轴22和第二转轴23,第一转轴22和第二转轴23之间设有弹性件,第一转轴22上设有第七辊轮223,第二转轴23上设有第八辊轮233,第一转轴22的侧面设有多个切割滚轮5,切割滚轮5下方设有第一辅助辊轮30,碎粒机构300包括第一壳体3,第一壳体3内活动安装有碎粒主轴6,第一壳体3侧面设有第一进料槽32,碎粒主轴6侧面设有多个圆周分布的碎粒柱62,碎粒主轴6与第一转轴22或第二转轴23相互联动。
44.在一些公开中,所述第一立板1侧面设有第一安装板4,第一安装板4上活动安装有第一安装柱41,第一安装柱41上安装有第二安装柱42,第二安装柱42上活动安装有第一安装块43,第一安装块43上设有第一喷洒头44,第一喷洒头44上设有平衡块45,通过如此设计,可以根据需要快捷的调节第一喷洒头44的位置和角度,同时平衡块45可以在调节第一喷洒头44同时调整位置如此可以利用平衡块45的自重保证第一喷洒头44在各个位置的稳定。
45.在一些公开中,所述第一喷洒头44下方两侧均设有第三安装柱70,两侧的第三安装柱70分布安装有第一调节辊轮71和第二调节辊轮72,第一调节辊轮71和第二调节辊轮72的轴线均与从第一调节辊轮71和第二调节辊轮72穿过的物料平面呈小角度倾斜;通过如此设计,可以利用第一调节辊轮71和第二调节辊轮72先对与挤压后物料的角度使物料产生与其偏移方向相反的力,如此可以避免物料的跑偏,同时也可以对跑偏的物料进行纠偏,进一步地,第一调节辊轮71和第二调节辊轮72可以相互平行,也可以呈八字形或者倒八字形,另一方面第一调节辊轮71和第二调节辊轮72的与物料接触可以减少第一喷洒头44对物料降温导致物料局部形变影响后续工序正常生产的问题。
46.在一些公开中,所述第一转轴22上设有第六齿轮221,第二转轴23上设有第七齿轮231,第六齿轮221和第七齿轮231相互啮合,碎粒主轴6与第二转轴23之间设有第一皮带29,通过如此设计,可以通过第二转轴23与碎粒主轴6转速的比例的稳定,如此可以通过利用圆周分布的碎粒柱62每个之间的间隙相同,则每个碎粒柱62经过第一进料槽32到相邻的碎粒柱62经过第一进料槽32时第二转轴23的旋转角度都是一致的,如此通过第七辊轮223和第八辊轮233后进入第一进料槽32内的物料长度也是一致的,碎粒柱62经过第一进料槽32时将进入第一进料槽32内的物料进行切断,如此保证每个物料颗粒的大小都保持一致。
47.在一些公开中,所述第一转轴22上设有第一活动块222,第二转轴23上设有第二活
动块232,第一活动块222和第二活动块232之间设有第一弹簧20,第二活动块232下方设有第一凸轮201,第一凸轮201的侧面抵触在第二活动块232的侧面上,第一凸轮201的主轴与碎粒主轴6之间设有第二皮带202,第一活动块222上方设有调节螺栓28,调节螺栓28安装在第二立板2上,调节螺栓28的端面抵触在第一活动块222上端面上,通过如此设计,可以利用碎粒主轴6带动第一凸轮201旋转,第一凸轮201的旋转通过侧面抵触配合第一弹簧20带动第一活动块222和第二活动块232上下往复运动,由于第一弹簧20的作用可以在不同状态的物料经过第七辊轮223和第八辊轮233之间时第七辊轮223和第八辊轮233都可以个给物料通过足够的压力,同时调节螺栓28可以调节第七辊轮223和第八辊轮233的高度位置和第一凸轮201旋转时第七辊轮223和第八辊轮233对物料的压力,如此一方面可以保证进入切割滚轮5的物料的厚度一致,另一方面也可以通过第七辊轮223和第八辊轮233的上下运动使物料振动去除物料内的残留应力保证物料颗粒品质的一致性,进一步地,第一皮带29和第二皮带202上均设有张紧轮。
48.在一些公开中,所述第一壳体3下方开设有第一筛料槽33,第一筛料槽33内活动安装有第一细料筛7,第一细料筛7上设有多个第一过筛小孔73,碎粒主轴6上设有进料螺旋61,碎粒主轴6一端设有第一粗料筛63,第一粗料筛63上设有多个第二过筛小孔64,第一壳体3靠近第一出料筛63一侧的端面设有第一排料孔34,通过如此设计,通过碎粒主轴6的旋转通过进料螺旋61将第一壳体3上第一料孔31的物料运输到第一粗料筛63一定端,在运输的时候,第一料孔31的物料沿着碎粒主轴6旋转,颗粒较小不符合要求的物料从第一细料筛7落下,颗粒大小合格的物料从第一粗料筛63进入第一排料孔34后排出,颗粒大小过大不符合要求的物料被第一粗料筛63挡下,如此保证从第一排料孔34排出的物料都是大小符合要的物料;如此设计相对于现有的塑料造粒机可以更好保证颗粒大小的一致性,同时相对于现有的电动筛可以一次性快捷的筛选出中间区域的颗粒物。
49.在一些公开中,所述第一辊轮11上方设有第一喷洒柱15,第三辊轮13上方设有第二喷洒柱16,第一转轴22侧面设有第五辊轮24,第一辅助辊轮30下方设有第六辊轮25,第六辊轮25的侧面设有第三喷洒柱26,通过如此是设计,可以通过第一喷洒柱15、第二喷洒柱16和第三喷洒柱26依次对物料进行局部降温,保证物料降温后的质量和残留应力的大小可控,同时可以使物料经过第五辊轮24和第六辊轮25来减少物料所收到的张力。
50.在一些公开中,所述第二转轴23上设有的第八辊轮233的侧面设有切割台阶234,第八辊轮233下方设有接料盒203,通过如此设计,可以通过利用切割台阶234对经过第八辊轮233的物料进行切割去除保证切割滚轮5每次的切割物料一致,同时切割去除物料落入接料盒203内进行保管避免照成物料浪费。
51.在一些公开中,所述喷洒的冷却液可以为冷却剂水,进一步地,所述切割滚轮5安装在切割滚轮安装柱27上,切割滚轮5包括第一安装块51,第一安装块51上活动安装有第一安装轴52,第一安装轴52上设有第一轴承53,第一轴承53上安装有第一滚轮54,第一滚轮54上设有切割环55,通过如此设计,可以保证切割环55可以在进行切割的时候进行旋转,如此可以保证切割面的质量。
52.在一些公开中,所述装置的具体作业步骤如下:
53.第一步:将物料从第一辊轮11和第二辊轮12之间投入后,第一辊轮11和第二辊轮12将物料压成长条装,将长条装的物料穿过第三辊轮13和第四辊轮14之间进行二次挤压,
同时第一喷洒柱15和第二喷洒柱16对物料进行喷洒冷却液;
54.第二步:将经过二次挤压的物料从第一调节辊轮71和第二调节辊轮72之间穿过,第一喷洒头44对第一调节辊轮71和第二调节辊轮72之间的物料进行冷却,同时第一调节辊轮71和第二调节辊轮72对偏移的物料进行纠偏;
55.第三步:纠偏的物料经过第七辊轮223和第八辊轮233的挤压后被切割滚轮5切割成多个长条装,长条装的物料从第一进料槽32进入后被旋转的碎粒柱62切断。
56.工作原理
57.通过将物料从经过多次辊轮的挤压成长条装,来保证物料内部结构稳定,利用多处的喷洒柱对物料进行逐步冷却;后对长条装的物料经过切割环55切割成细长条装,后进入第一进料槽32后被旋转的碎粒柱62进行均匀切割;相对于传统的挤塑造粒,本方案不需要设备克服固体颗粒对筒壁的摩擦力、熔体在筒壁上的附着力、熔体被向前推动时其内部的物流阻力,可以更快捷灵活的进行塑料造粒生产。
58.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本公开的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
59.以上显示和描述了本公开的基本原理、主要特征和本公开的优点。本行业的技术人员应该了解,本公开不受上述实施例的限制,上述实施例和说明书中描述的只是说明本公开的原理,在不脱离本公开精神和范围的前提下,本公开还会有各种变化和改进,这些变化和改进都落入要求保护的本公开范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1