一种低延迟量的聚酰亚胺薄膜加工工艺及其生产设备的制作方法
1.本发明涉及聚酰亚胺薄膜生产技术领域,具体为一种低延迟量的聚酰亚胺薄膜加工工艺及其生产设备。
背景技术:
2.聚酰亚胺薄膜:包括均苯型聚酰亚胺薄膜和联苯型聚酰亚胺薄膜两类。一种由均苯四甲酸酐与二氨基二苯醚制得,另一种由联苯四甲酸二酐与二苯醚二胺(r型)或间苯二胺(s型)制得。现有的技术在生产聚酰亚胺薄膜时存在以下问题:
3.1、现有的技术在生产聚酰亚胺薄膜时,大多未对聚酰亚胺溶液进行消泡和脱气处理,由此导致后续生产出的聚酰亚胺薄膜的质量较差;
4.2、当聚酰亚胺溶液制备完成后,无法使聚酰亚胺溶液均匀的固化成型,从而影响后续生产出的聚酰亚胺薄膜的效果;
5.3、同时,现有的技术大多通过自然风干的方式使聚酰亚胺溶液固化成型,由此导致聚酰亚胺溶液固化成型的效率较为低下;
6.4、当聚酰亚胺溶液固化成型形成聚酰亚胺薄膜后,无法便捷的实现聚酰亚胺薄膜的自动收卷,从而影响聚酰亚胺薄膜的生产效率,为此,我们提出一种低延迟量的聚酰亚胺薄膜加工工艺及其生产设备用于解决上述问题。
技术实现要素:
7.本发明的目的在于提供一种低延迟量的聚酰亚胺薄膜加工工艺及其生产设备,以解决上述背景技术中提出的问题。
8.为解决上述技术问题,本发明采用如下技术方案:一种低延迟量的聚酰亚胺薄膜加工工艺,包括,包括以下步骤:
9.步骤一:分别将5
‑
10份二氨基二苯醚、2
‑
10份二苯甲酮四甲酸二酐、5
‑
10份的二甲基甲酰胺、10
‑
15粉三氧化二铝和10
‑
20份二氧化硅和氮化硼逐一添加至溶液制备机构的内部,通过溶液制备机构制备形成聚酰亚胺溶液;
10.步骤二:将制备形成的聚酰亚胺溶液通过输液机构输送至输料机构的表面;
11.步骤三:通过均料机构对输料机构表面的聚酰亚胺溶液进行均料处理;
12.步骤四:通过加热机构对输料机构表面的聚酰亚胺溶液进行加热处理,使聚酰亚胺溶液固化成型并形成聚酰亚胺薄膜;
13.步骤五:通过输料机构对固化成型后的聚酰亚胺薄膜进行自动输送,并通过收卷机构对固化成型后的聚酰亚胺薄膜进行自动收卷。
14.一种低延迟量的聚酰亚胺薄膜生产设备,包括加工台,所述加工台的上表面设有溶液制备机构,所述溶液制备机构的表面设有输液机构,所述加工台的上表面还设有输料机构,所述输料机构的表面设有均料机构,所述输料机构的表面还分别设有加热机构和收卷机构。
15.优选地,所述溶液制备机构包括有制备外桶,所述制备外桶远离加工台的一面固定安装有增压机,所述增压机的表面固定连接有进气管,所述进气管远离增压机的一端和制备外桶固定插接,所述制备外桶的内壁固定安装有制备内桶,所述进气管和制备内桶固定插接,所述制备外桶的内壁均匀分布固定安装有超声波换能器,所述超声波换能器远离制备外桶内壁的一端和制备内桶的外壁固定连接,所述制备内桶的上表面固定设有第一电机,所述制备内桶的内壁转动连接有搅拌杆,所述第一电机的驱动输出端和搅拌杆的一端固定连接,所述搅拌杆的外壁固定套接有转动辊,所述转动辊的外壁均匀分布固定连接有搅拌叶片,所述制备内桶的内壁固定安装有第一加热块,所述第一加热块的上表面固定连接有第一导热管,所述制备内桶的内壁固定安装有导热盘,所述第一导热管远离第一加热块的一端和导热盘固定连接。
16.优选地,所述制备外桶的底端均匀分布固定连接有第一支撑杆,所述第一支撑杆远离制备外桶的一端和加工台固定连接,所述制备外桶的外壁固定安装有进液管,所述进液管和制备内桶固定插接,所述进液管的外壁固定安装有阀门,所述制备外桶远离第一支撑杆的一面固定安装有排气管,所述排气管和制备内桶固定插接,所述排气管远离制备外桶的一端活动插接有密封堵头,所述第一电机的外壁固定连接有第一固定块,所述第一固定块和制备内桶固定连接,所述制备内桶的内壁对称固定连接有第一连接杆,所述第一连接杆之间固定连接有连接套,所述搅拌杆远离第一电机的一端和连接套转动连接。
17.优选地,所述输液机构包括有水泵,所述水泵的外壁固定连接有第二固定块,所述第二固定块的一侧和制备外桶的外壁固定连接,所述制备内桶的内壁固定插接有抽液管,所述抽液管和制备外桶固定插接,所述抽液管远离制备内桶的一端和水泵的进水端固定连接,所述水泵的出水端固定连接有输液管。
18.优选地,所述输料机构包括有竖板,所述竖板之间分别固定连接有底板和侧板,所述输液管远离水泵的一端和侧板固定插接,所述竖板之间对称转动连接有第一转动杆,所述第一转动杆之间传动连接有输料带,所述竖板之间固定设有回型挡板,所述输液管远离水泵的一端和回型挡板固定插接,所述回型挡板靠近加工台的一面固定安装有回型密封胶垫,所述回型密封胶垫远离回型挡板的一面和输料带活动接触,所述第一转动杆远离竖板的一端均固定安装有第一同步轮,所述第一同步轮之间传动连接有第一同步带,所述第一转动杆远离竖板的一端固定连接有第一传动齿轮,所述第一转动杆远离竖板的一端固定连接有第二传动齿轮。
19.优选地,所述底板靠近加工台的一面均匀分布固定连接有第二支撑杆,所述第二支撑杆远离底板的一端和加工台固定连接,所述回型挡板的两侧均对称固定连接有第二连接杆,所述第二连接杆远离回型挡板的一端和竖板固定连接。
20.优选地,所述均料机构包括有第二电机,所述第二电机的外壁固定连接有第三固定块,所述第三固定块和竖板固定连接,所述竖板靠近第二电机的一侧转动连接有第二转动杆,所述第二电机的驱动输出端和第二转动杆的一端固定连接,所述第二转动杆靠近第二电机的一端固定安装有扇形齿轮,所述扇形齿轮和第一传动齿轮啮合连接,所述竖板靠近第二电机的一侧对称转动连接有第三转动杆,所述第三转动杆和第二转动杆靠近第二电机的一端均固定安装有第二同步轮,所述第二同步轮之间传动连接有第二同步带,所述第三转动杆远离第二电机的一端均固定连接有传动轮,所述传动轮之间传动连接有传动带,
所述传动带的外壁固定连接有同步杆,所述竖板的相对侧均对称开设有导向槽,所述导向槽的内壁均滑动连接有导向块,所述导向块之间固定连接有连接座,所述连接座远离导向块的一侧开设有通槽,所述同步杆远离传动带的一端和通槽的内壁活动接触,所述连接座之间固定连接有连接板,所述连接板靠近输料带的一面固定安装有均料板。
21.优选地,所述加热机构包括有连接部,所述连接部和竖板固定连接,所述连接部的内壁固定安装有第三电机,所述第三电机的驱动输出端固定安装有风扇,所述连接部的内壁固定安装有第二加热块,所述第二加热块靠近输料带的一面固定连接有第二导热管,所述连接部内壁均匀分布固定连接有固定杆,所述固定杆之间固定安装有回型加热管,所述第二导热管远离第二加热块的一端和回型加热管固定连接。
22.优选地,所述收卷机构包括有传动杆,所述传动杆和竖板转动连接,所述传动杆的外壁固定套接有收卷辊,所述传动杆远离竖板的一端固定连接有第三传动齿轮,所述第三传动齿轮和第二传动齿轮啮合连接,所述回型挡板的内壁转动连接有第四转动杆,所述第四转动杆的外壁固定套接有引导辊。
23.与现有技术相比,本发明的有益效果在于:
24.1、通过开启第一电机,使得搅拌叶片转动,搅拌叶片将制备内桶内的聚酰亚胺原料搅拌成聚酰亚胺溶液,同时,导热盘使制备内桶内的聚酰亚胺溶液升温,增压机将制备的高压气体通过进气管输送至聚酰亚胺溶液的内部,超声波换能器对制备内桶内的聚酰亚胺溶液进行消泡、脱气,从而方便的完成了聚酰亚胺溶液的制备以及制备后的消泡和脱气,进而有效的提高了后续生产聚酰亚胺薄膜的质量;
25.2、通过开启第二电机,使得连接座往复水平移动,连接座通过连接板带动均料板往复水平移动,均料板对输料带上表面的聚酰亚胺溶液进行均料处理,使输料带上表面的聚酰亚胺溶液更加均匀,从而方便的完成了聚酰亚胺溶液在固化成型前的均料,进而有效的提高了后续生产成型的聚酰亚胺薄膜的效果;
26.3、通过开启第三电机和第二加热块,使得风扇转动并产生气流,第二加热块通过第二导热管使得回型加热管的温度升高,气流经过回型加热管时形成热气流,形成的热气流使输料带上表面的聚酰亚胺溶液快速的固化成型,从而方便的完成了聚酰亚胺溶液的加热,进而有效的提高了聚酰亚胺溶液固化成型的效率;
27.4、使第一转动杆转动,第一转动杆带动输料带传输,输料带输送传输固化成型的聚酰亚胺薄膜,从而方便的完成了固化成型后的聚酰亚胺薄膜的自动输送,进而有效的提高了生产聚酰亚胺薄膜的效率;
28.5、被输料带输送的聚酰亚胺薄膜从输料带和引导辊之间穿过,收卷辊对聚酰亚胺薄膜进行收卷,从而方便的完成了固化成型后的聚酰亚胺薄膜的自动收卷,进而有效的提高了聚酰亚胺薄膜收卷的便捷性。
附图说明
29.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
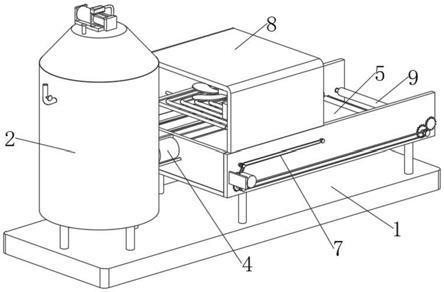
30.图1为本发明结构示意图。
31.图2为本发明另一结构示意图。
32.图3为本发明制备外桶和制备内桶的剖面结构示意图。
33.图4为本发明输液机构、输料机构和均料机构的连接示意图。
34.图5为本发明图4中的a部放大示意图。
35.图6为本发明输料机构和均料机构的另一结构示意图。
36.图7为本发明图6中的b部放大示意图。
37.图8为本发明加热机构的连接示意图。
38.图中:1、加工台;2、溶液制备机构;21、制备外桶;22、第一支撑杆;23、进液管;24、阀门;25、排气管;26、密封堵头;27、增压机;28、进气管;29、制备内桶;3、超声波换能器;31、第一电机;32、第一固定块;33、搅拌杆;34、转动辊;35、搅拌叶片;36、第一连接杆;37、连接套;38、第一加热块;39、第一导热管;391、导热盘;4、输液机构;41、水泵;42、第二固定块;43、抽液管;44、输液管;5、输料机构;51、竖板;52、底板;53、侧板;54、第二支撑杆;55、第一转动杆;56、输料带;57、回型挡板;58、回型密封胶垫;59、第二连接杆;6、第一同步轮;61、第一同步带;62、第一传动齿轮;63、第二传动齿轮;7、均料机构;71、第二电机;72、第三固定块;73、第二转动杆;74、扇形齿轮;75、第三转动杆;76、第二同步轮;77、第二同步带;78、传动轮;79、传动带;791、同步杆;792、导向槽;793、导向块;794、连接座;795、通槽;796、连接板;797、均料板;8、加热机构;81、连接部;82、第三电机;83、风扇;84、第二加热块;85、第二导热管;86、回型加热管;87、固定杆;9、收卷机构;91、传动杆;92、收卷辊;93、第三传动齿轮;94、第四转动杆;95、引导辊。
具体实施方式
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.实施例:如图1
‑
8所示,本发明提供了一种低延迟量的聚酰亚胺薄膜加工工艺,包括,包括以下步骤:
41.步骤一:分别将5
‑
10份二氨基二苯醚、2
‑
10份二苯甲酮四甲酸二酐、5
‑
10份的二甲基甲酰胺、10
‑
15粉三氧化二铝和10
‑
20份二氧化硅和氮化硼逐一添加至溶液制备机构2的内部,通过溶液制备机构2制备形成聚酰亚胺溶液;
42.步骤二:将制备形成的聚酰亚胺溶液通过输液机构4输送至输料机构5的表面;
43.步骤三:通过均料机构7对输料机构5表面的聚酰亚胺溶液进行均料处理;
44.步骤四:通过加热机构8对输料机构5表面的聚酰亚胺溶液进行加热处理,使聚酰亚胺溶液固化成型并形成聚酰亚胺薄膜;
45.步骤五:通过输料机构5对固化成型后的聚酰亚胺薄膜进行自动输送,并通过收卷机构9对固化成型后的聚酰亚胺薄膜进行自动收卷。
46.一种低延迟量的聚酰亚胺薄膜生产设备,包括加工台1,加工台1的上表面设有溶液制备机构2,溶液制备机构2的表面设有输液机构4,加工台1的上表面还设有输料机构5,
输料机构5的表面设有均料机构7,输料机构5的表面还分别设有加热机构8和收卷机构9。
47.进一步的,溶液制备机构2包括有制备外桶21,制备外桶21远离加工台1的一面固定安装有增压机27,增压机27的表面固定连接有进气管28,进气管28远离增压机27的一端和制备外桶21固定插接,制备外桶21的内壁固定安装有制备内桶29,进气管28和制备内桶29固定插接,通过开启增压机27,增压机27能够将制备的高压气体通过进气管28输送至制备内桶29的内部,制备外桶21的内壁均匀分布固定安装有超声波换能器3,超声波换能器3远离制备外桶21内壁的一端和制备内桶29的外壁固定连接,通过开启超声波换能器3,超声波换能器3能够对制备内桶29内溶液中的气体进行消泡和脱气,制备内桶29的上表面固定设有第一电机31,制备内桶29的内壁转动连接有搅拌杆33,第一电机31的驱动输出端和搅拌杆33的一端固定连接,通过开启第一电机31,第一电机31的驱动轴能够带动搅拌杆33转动,搅拌杆33的外壁固定套接有转动辊34,搅拌杆33能够带动转动辊34转动,转动辊34的外壁均匀分布固定连接有搅拌叶片35,转动辊34能够带动搅拌叶片35转动,搅拌叶片35能够对制备内桶29内的溶液进行搅拌,制备内桶29的内壁固定安装有第一加热块38,第一加热块38的上表面固定连接有第一导热管39,制备内桶29的内壁固定安装有导热盘391,第一导热管39远离第一加热块38的一端和导热盘391固定连接,通过开启第一加热块38,第一加热块38能够通过第一导热管39使导热盘391的温度升高,导热盘391能够使制备内桶29内部的溶液温度升高。
48.进一步的,制备外桶21的底端均匀分布固定连接有第一支撑杆22,第一支撑杆22远离制备外桶21的一端和加工台1固定连接,第一支撑杆22能够有效的提高制备外桶21的稳定性,制备外桶21的外壁固定安装有进液管23,进液管23和制备内桶29固定插接,通过进液管23,能够方便的将制备聚酰亚胺溶液的原料添加至制备内桶29的内部,进液管23的外壁固定安装有阀门24,阀门24能够方便的控制进液管23的开合,制备外桶21远离第一支撑杆22的一面固定安装有排气管25,排气管25和制备内桶29固定插接,排气管25远离制备外桶21的一端活动插接有密封堵头26,通过拔出密封堵头26,制备内桶29内的气体能够通过排气管25排放至外部,第一电机31的外壁固定连接有第一固定块32,第一固定块32和制备内桶29固定连接,第一固定块32能够有效的提高第一电机31的稳定性,制备内桶29的内壁对称固定连接有第一连接杆36,第一连接杆36之间固定连接有连接套37,搅拌杆33远离第一电机31的一端和连接套37转动连接,连接套37能够有效的提高搅拌杆33的稳定性。
49.进一步的,输液机构4包括有水泵41,水泵41的外壁固定连接有第二固定块42,第二固定块42的一侧和制备外桶21的外壁固定连接,第二固定块42能够有效的提高水泵41的稳定性,制备内桶29的内壁固定插接有抽液管43,抽液管43和制备外桶21固定插接,抽液管43远离制备内桶29的一端和水泵41的进水端固定连接,水泵41的出水端固定连接有输液管44,通过开启水泵41,水泵41能够通过抽液管43抽出制备内桶29内的聚酰亚胺溶液,并通过输液管44输送聚酰亚胺溶液。
50.进一步的,输料机构5包括有竖板51,竖板51之间分别固定连接有底板52和侧板53,输液管44远离水泵41的一端和侧板53固定插接,竖板51之间对称转动连接有第一转动杆55,第一转动杆55之间传动连接有输料带56,第一转动杆55能够带动输料带56进行传输,输液管44能够将聚酰亚胺溶液输送至输料带56的上表面,输料带56能够传输聚酰亚胺溶液,竖板51之间固定设有回型挡板57,回型挡板57能够避免输料带56上表面的聚酰亚胺溶
液洒落,输液管44远离水泵41的一端和回型挡板57固定插接,回型挡板57靠近加工台1的一面固定安装有回型密封胶垫58,回型密封胶垫58远离回型挡板57的一面和输料带56活动接触,回型密封胶垫58能够有效的提高回型挡板57和输料带56之间的密封性,第一转动杆55远离竖板51的一端均固定安装有第一同步轮6,第一同步轮6之间传动连接有第一同步带61,一个第一转动杆55能够通过两个第一同步轮6和第一同步带61带动另一个第一转动杆55同步同向转动,第一转动杆55远离竖板51的一端固定连接有第一传动齿轮62,第一传动齿轮62能够带动一个第一转动杆55转动,第一转动杆55远离竖板51的一端固定连接有第二传动齿轮63,一个第一转动杆55能够带动第二传动齿轮63转动。
51.进一步的,底板52靠近加工台1的一面均匀分布固定连接有第二支撑杆54,第二支撑杆54远离底板52的一端和加工台1固定连接,第二支撑杆54能够有效的提高底板52的稳定性,回型挡板57的两侧均对称固定连接有第二连接杆59,第二连接杆59远离回型挡板57的一端和竖板51固定连接,第二连接杆59能够支撑固定回型挡板57。
52.进一步的,均料机构7包括有第二电机71,第二电机71的外壁固定连接有第三固定块72,第三固定块72和竖板51固定连接,第三固定块72能够有效的提高第二电机71的稳定性,竖板51靠近第二电机71的一侧转动连接有第二转动杆73,第二电机71的驱动输出端和第二转动杆73的一端固定连接,通过开启第二电机71,第二电机71的驱动轴能够带动第二转动杆73转动,第二转动杆73靠近第二电机71的一端固定安装有扇形齿轮74,第二转动杆73能够带动扇形齿轮74转动,扇形齿轮74和第一传动齿轮62啮合连接,扇形齿轮74能够带动第一传动齿轮62转动,竖板51靠近第二电机71的一侧对称转动连接有第三转动杆75,第三转动杆75和第二转动杆73靠近第二电机71的一端均固定安装有第二同步轮76,第二同步轮76之间传动连接有第二同步带77,第二转动杆73能够通过第二同步轮76和第二同步带77带动一个第三转动杆75转动,第三转动杆75远离第二电机71的一端均固定连接有传动轮78,传动轮78之间传动连接有传动带79,两个第三转动杆75能够通过两个传动轮78使得传动带79传动,传动带79的外壁固定连接有同步杆791,传动带79能够带动同步杆791移动,竖板51的相对侧均对称开设有导向槽792,导向槽792的内壁均滑动连接有导向块793,导向块793能够沿着导向槽792的内壁水平方向滑动,导向块793之间固定连接有连接座794,连接座794远离导向块793的一侧开设有通槽795,同步杆791远离传动带79的一端和通槽795的内壁活动接触,同步杆791能够带动连接座794往复水平方向移动,连接座794之间固定连接有连接板796,连接板796靠近输料带56的一面固定安装有均料板797,连接座794能够通过连接板796带动均料板797往复水平移动,均料板797往复水平移动的同时能够对输料带56上表面的聚酰亚胺溶液进行均料处理,使得输料带56上表面的聚酰亚胺溶液更加均匀,从而使成型的薄膜更加均匀。
53.进一步的,加热机构8包括有连接部81,连接部81和竖板51固定连接,连接部81的内壁固定安装有第三电机82,第三电机82的驱动输出端固定安装有风扇83,通过开启第三电机82,第三电机82的驱动轴能够带动风扇83转动,风扇83转动的同时能够形成气流,连接部81的内壁固定安装有第二加热块84,第二加热块84靠近输料带56的一面固定连接有第二导热管85,连接部81内壁均匀分布固定连接有固定杆87,固定杆87之间固定安装有回型加热管86,固定杆87能够支撑固定回型加热管86,第二导热管85远离第二加热块84的一端和回型加热管86固定连接,通过开启第二加热块84,第二加热块84能够通过第二导热管85使
得回型加热管86的温度升高,风扇83转动时产生的气流经过回型加热管86时形成热气流,形成的热气流能够使输料带56上表面的聚酰亚胺溶液快速的固化成型。
54.进一步的,收卷机构9包括有传动杆91,传动杆91和竖板51转动连接,传动杆91的外壁固定套接有收卷辊92,传动杆91能够带动收卷辊92转动,收卷辊92转动的同时能够方便的实现固化成型后的的聚酰亚胺薄膜的收卷,传动杆91远离竖板51的一端固定连接有第三传动齿轮93,第三传动齿轮93能够带动传动杆91转动,第三传动齿轮93和第二传动齿轮63啮合连接,第二传动齿轮63能够带动第三传动齿轮93转动,回型挡板57的内壁转动连接有第四转动杆94,第四转动杆94的外壁固定套接有引导辊95,固化成型后的聚酰亚胺薄膜能够从输料带56和引导辊95之间穿过,引导辊95对输送过程中的聚酰亚胺溶液薄膜进行辅助引导。
55.工作原理:当需要生产聚酰亚胺薄膜时,工作人员首先旋钮阀门24,使阀门24处于打开状态,然后将制备聚酰亚胺溶液的原料通过进液管23添加至制备内桶29的内部,然后再关闭阀门24;
56.随后,通过开启第一电机31,第一电机31的驱动轴带动搅拌杆33转动,搅拌杆33带动转动辊34转动,转动辊34带动多个搅拌叶片35转动,多个搅拌叶片35对制备内桶29内的原料进行搅拌,搅拌后的原料形成聚酰亚胺溶液,直至搅拌均匀后再关闭第一电机31;
57.此时,同时开启第一加热块38、增压机27和多个超声波换能器3,第一加热块38通过第一导热管39使导热盘391的温度升高,导热盘391使制备内桶29内的聚酰亚胺溶液升温,增压机27将制备的高压气体通过进气管28输送至制备内桶29的内部,高压气体和制备内桶29内的聚酰亚胺溶液接触,与此同时,多个超声波换能器3工作的同时对制备内桶29内的聚酰亚胺溶液进行消泡、脱气,然后拔出密封堵头26,制备内桶29内多余的气体通过排气管25排放至外部,从而方便的完成了聚酰亚胺溶液的制备以及制备后的消泡和脱气,进而有效的提高了后续生产聚酰亚胺薄膜的质量;
58.随后,通过开启水泵41,水泵41通过抽液管43抽出制备内桶29内的聚酰亚胺溶液,并通过输液管44将聚酰亚胺溶液输送至输料带56的上表面;
59.同时,开启第二电机71、第三电机82和第二加热块84,第二电机71的驱动轴带动第二转动杆73转动,第二转动杆73通过两个第二同步轮76和第二同步带77带动对应的第三转动杆75转动,此时,两个第三转动杆75通过两个传动轮78使得传动带79传动,传动带79带动同步杆791移动,同步杆791带动对应的连接座794往复水平方向移动,此时两个连接座794通过连接板796带动均料板797往复水平移动,均料板797往复水平移动的同时对输料带56上表面的聚酰亚胺溶液进行均料处理,使输料带56上表面的聚酰亚胺溶液更加均匀,从而方便的完成了聚酰亚胺溶液在固化成型前的均料,进而有效的提高了后续生产成型的聚酰亚胺薄膜的效果;
60.与此同时,第三电机82的驱动轴带动风扇83转动,风扇83转动的同时形成气流,第二加热块84通过第二导热管85使得回型加热管86的温度升高,风扇83转动时产生的气流经过回型加热管86时形成热气流,形成的热气流使输料带56上表面的聚酰亚胺溶液快速的固化成型,从而方便的完成了聚酰亚胺溶液的加热,进而有效的提高了聚酰亚胺溶液固化成型的效率;
61.同时,第二转动杆73带动扇形齿轮74转动,扇形齿轮74带动第一传动齿轮62转动,
第一传动齿轮62带动对应的第一转动杆55转动,一个第一转动杆55通过两个第一同步轮6和第一同步带61带动另一个第一转动杆55同步同向转动,两个第一转动杆55带动输料带56进行传输,输料带56传输固化成型的聚酰亚胺薄膜,从而方便的完成了固化成型后的聚酰亚胺薄膜的自动输送,进而有效的提高了生产聚酰亚胺薄膜的效率;
62.同时,一个第一转动杆55带动第二传动齿轮63转动,第二传动齿轮63带动第三传动齿轮93转动,第三传动齿轮93带动传动杆91转动,传动杆91带动收卷辊92转动,被输送的聚酰亚胺薄膜从输料带56和引导辊95之间穿过,当聚酰亚胺薄膜的前端部与收卷辊92的外壁接触时,收卷辊92对聚酰亚胺薄膜进行收卷,从而方便的完成了固化成型后的聚酰亚胺薄膜的自动收卷,进而有效的提高了聚酰亚胺薄膜收卷的便捷性。
63.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1