一种持续分条切断设备及应用该设备的切断工艺的制作方法
1.本技术涉及分切装置的技术领域,尤其是涉及一种持续分条切断设备及应用该设备的切断工艺。
背景技术:
2.导热硅胶片是指以硅胶为基材,添加金属氧化物等各种辅材,通过特殊工艺合成的一种导热介质材料。在对导热硅胶片的加工过程中,需要对导热硅胶片进行分切。
3.目前对导热硅胶进行分切时,先将导热硅胶切断成一定长度与宽度的片材,然后将片材转运至x-y轴切片机上进行分切,之后通过人工作业,将已粘贴好的带阶梯状上层保护膜的预制粘性膜,贴合于已经进行分切过的产品之上,人工对齐。
4.针对上述中的相关技术,发明人认为上述产品的分切和贴膜过程需要人工作业,效率较低的缺陷。
技术实现要素:
5.为了提高产品的分切和贴膜效率,本技术提供一种持续分条切断设备及应用该设备的切断工艺。
6.第一方面,本技术提供的一种持续分条切断设备采用如下的技术方案:一种持续分条切断设备,包括工作平台,所述工作平台设置有分切机构,所述分切机构的一侧设置有贴膜机构,所述贴膜机构远离所述分切机构的一侧设置有牵引机构;所述贴膜机构包括两个第二支撑块,两个所述第二支撑块之间连接有第一安装杆和第二安装杆,所述第二安装杆位于所述第一安装杆的正下方,所述两个第二支撑块之间设置有第一导板组件;所述第一导板组件包括两个第一固定块和第一导向板,所述第一固定块竖直设置,所述第一安装杆和所述第二安装杆均贯穿第一固定块,所述第一导向板连接在两个所述第一固定块之间,所述第一导向板上开设有多个第一通膜孔,所述多个第一通膜孔呈阶梯状设置;所述第一导板组件下方设置有第二导板组件,第二导板组件包括两个第二固定块和第二导向板,两个所述第二固定块均水平方向设置,其中一个所述第二固定块连接在其中一个所述第一固定块的底部,另一个所述第二固定块连接在另一个所述第一固定块底部,所述第二导向板连接在两个所述第二固定块之间,所述第二导向板上开设有多个呈阶梯状设置的第二通膜孔。
7.通过采用上述技术方案,牵引机构拉动产品向远离分切机构的方向移动,产品经过分切机构后,产品被切成条状,手撕位膜依次从第一导向板的第一通膜孔和第二导向板的第二通膜孔中穿过,然后与被分切后的产品粘接,第一导向板上的第一通膜孔和第二导向板上的第二通膜孔均呈阶梯状设置,手撕位膜的宽度大于被分切后产品的宽度,宽出产品的手撕位膜可以顺利地叠加到另一个手撕位膜的上方,所以工人在拿产品时,手不与产
品直接接触,对产品起到保护的作用,通过贴膜机构对产品进行贴膜,不用通过人工作业,提高了贴膜的效率。
8.可选的,所述第一固定块的底端开设有容纳槽,所述第二固定块靠近所述第一固定块的一侧固定有插块,所述插块与容纳槽插接配合,所述第二安装杆贯穿所述插块,所述插块远离所述工作平台的一侧开设有第一容纳孔,所述容纳槽远离所述工作平台的槽壁上开设有第二容纳孔,所述第二容纳孔与所述第一容纳孔同轴,所述第一容纳孔和第二容纳孔内安装有第二弹簧。
9.通过采用上述技术方案,在贴手撕位膜时,手撕位膜经过第二导向板上的第二通膜孔,第二导向板有时会受到较大的张力,第二导向板能够围绕第二安装杆的轴线转动,此时第二导向杆受到第二弹簧的弹力,在不受张力时,第二导向杆回到原位。当第二导向板受到过强张力时,第二导向板能够在第二弹簧的作用下摆动,减小了手撕位膜因过强的力量被拉变形、拉偏的可能性。
10.可选的,所述插块上的第一容纳孔的一侧开设有第三容纳孔,所述容纳槽远离所述插块的槽壁上固定有第二导向杆,所述第二导向杆远离所述容纳槽的槽壁上的一端插入到第三容纳孔中,所述第二导向杆的直径小于所述第三容纳孔的直径,所述第二导向杆插入第三容纳孔的一端的端部未与第三容纳孔的孔底接触。
11.通过采用上述技术方案,当第二导向板绕着第二安装杆的轴线转动时,第二导向杆对第二固定块起到限位的作用,第二导向杆能够防止第二固定块转动的范围过大,从而防止第二导向板的转动范围过大,增加了第二弹簧的稳定性。
12.可选的,所述分切机构包括刀架和多组安装在刀架上的分切组件,所述刀架包括两个第一支撑块,所述两个第一支撑块之间连接有第一连接杆和第二连接杆;所述分切组件包括第一安装块,所述第一连接杆和所述第二连接杆均贯穿第一安装块,所述第一安装块与所述第一连接杆通过螺栓固定,所述第一安装块上开设有安装槽,所述安装槽内设置有第二安装块,所述安装槽的槽壁上开设有圆弧形槽,所述第二安装块的一端插入到圆弧形槽内并与圆弧形槽的圆弧端相适配;所述第二安装块上开设有第一插槽,所述第一安装块上开设有第二插槽,所述第二插槽位于所述第一插槽的下方,所述第一安装块上设置有刀片,所述刀片贯穿第一插槽和第二插槽,所述刀片的底端与所述工作平台的表面接触,所述第二安装块上设置有螺栓,螺栓与第二安装块螺纹连接,所述螺栓的末端抵紧所述刀片,所述第二安装块与所述安装槽远离所述工作平台的槽壁之间固定有第一弹簧。
13.通过采用上述技术方案,当产品从分切组件下方经过时,产品经过刀片时,产品被刀片分割,当刀片切割产品受到阻力时,第二安装块能够沿着圆弧形槽转动,当第二安装块活动时,第一弹簧给第二安装块向下的弹力,保证刀片能够有效地对产品进行切割,减小了产品不能被刀片分割完全的情况。
14.可选的,每个所述第一支撑块上均开设有安装孔,所述安装孔内设置有连接块,所述安装孔包括第一安装孔和第二安装孔,所述连接块包括第一连接块和与第一连接块固定的第二连接块;所述第一连接杆的一端与其中一个所述第一连接块连接,所述第一连接杆的另一端与另外一个所述第一连接块连接,所述第二连接杆的一端与其中一个所述第二连接块连接,所述第二连接杆的另一端与另一个所述第二连接块连接;
所述第二安装孔为圆弧形孔,所述第二安装块位于所述第二安装孔中并与所述第二安装孔相适配,所述第一安装块位于所述第一安装孔内并小于所述第一安装孔的大小,第一支撑块上设置有将第一连接块抵紧的螺栓。
15.通过采用上述技术方案,当需要更换产品时,先拧松抵紧第一连接块的螺栓,然后转动第一连接块和第二连接块,第二连接块能够绕着圆弧形孔转动,从而将分割组件抬起,使产品顺利地从分切组件和工作平台之间通过,降低了更换产品所需的时间。
16.可选的,所述牵引机构包括两个第二支撑板,两个所述第二支撑板之间转动连接有牵引辊,其中一个所述第二支撑板的一侧设置有驱动牵引辊转动的电机,所述牵引辊的上方设置有第二转轴,所述第二转轴的一端与其中一个所述第二支撑板转动连接,所述第二转轴的另一端与另一个所述第二支撑板转动连接;所述第二转轴上固定有第一牵引轮,第一牵引轮一侧设置有与所述第二转轴固定的第二牵引轮,所述第一牵引轮与所述牵引辊接触,所述第二牵引轮也与所述牵引辊接触。
17.通过采用上述技术方案,电机带动牵引辊转动,底膜从第一牵引轮和牵引辊和第二牵引轮和牵引辊之间通过,在牵引轮、第一牵引轮和第二牵引轮的作用下,底膜和导热硅胶被拉动。
18.可选的,所述第二安装杆上连接有多个抵紧块,所述第二安装杆贯穿所述抵紧块,所述抵紧块与所述第二安装杆转动连接,所述抵紧块远离所述第二安装块的一端与贴好手撕位膜的产品接触。
19.通过采用上述技术方案,产品贴好手撕位膜后,经过抵紧块,抵紧块由于自身重力的作用,对贴好膜的产品有一定的压力,从而使手撕位膜与产品粘贴更紧密。
20.可选的,所述工作平台远离所述牵引机构的一侧设置有第一放卷机构,第一放卷机构包括两个第一支撑板,两个所述第一支撑板之间转动连接有第一放卷轴,所述第一放卷轴上缠绕有料卷,料卷由底膜和导热硅胶组成,在所述工作平台上对导热硅胶进行输送时,所述底膜位于所述导热硅胶的下方;工作平台上设置有多组限位组件,限位组件包括两个定位块,所述定位块与所述工作平台固定,两个所述定位块之间固定有滑杆,所述滑杆上连接有两个限位块,其中一个限位块位于所述底膜的一侧,另一个所述限位块位于所述底膜的另一侧。
21.通过采用上述技术方案,两个限位块分别对底膜的两侧进行限位,减小了底膜跑偏的可能性。
22.第二方面,本技术还提供一种应用该设备的切断工艺;一种持续分条切断工艺,包括如下步骤:s1、将到导热硅胶和底膜进行收卷,并放到第一放卷轴上;s2、将导热硅胶和底膜的一端依次穿过分切机构和贴膜机构,并且从牵引机构通过,牵引机构拉动导热硅胶和底膜向牵引机构的方向移动;s3、导热硅胶和底膜经过分切组件后,导热硅胶和底膜被分切成多条;s4、然后导热硅胶和底膜经过贴膜机构,手撕位膜依次通过第一导向板上的第一通膜孔和第二导向板上的第二通膜板,之后手撕位膜与导热硅胶粘接;s5、底膜通过牵引机构的拉动,不断地向牵引机构的方向运动,分切机构持续的对底膜和导热硅胶进行分切,贴膜机构持续为分切完成的导热硅胶贴膜。
23.综上所述,本技术包括以下至少一种有益技术效果:1.通过贴膜机构对产品进行贴膜,不用通过人工作业,提高了贴膜的效率;2.第二导向板能够在第二弹簧的作用下摆动,减小了手撕位膜因过强的力量被拉变形、拉偏的可能性。
附图说明
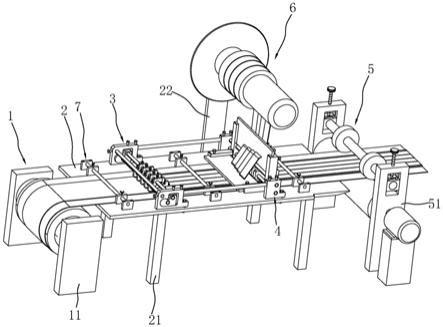
24.图1是体现本技术中整体结构示意图。
25.图2是体现本技术中分切机构的示意图。
26.图3是体现本技术中分切组件的示意图。
27.图4是体现本技术中第一安装块和第二安装块的剖面的示意图。
28.图5是体现本技术中贴膜机构的示意图。
29.图6是体现本技术中第一导板组件和第二导板组件的示意图。
30.图7是体现本技术中第一固定块和第二固定块的剖面的示意图。
31.图8是体现本技术中抵紧块和牵引机构的示意图。
32.图9是体现本技术中防护罩的示意图。
33.附图标记说明:1、第一放卷机构;11、第一支撑板;12、第一放卷轴;13、料卷;2、工作平台;21、四个支腿;22、连接板;23、第一长条孔;24、第二长条孔;3、分切机构;31、刀架;311、第一支撑块;312、支撑杆;313、安装孔;3131、第一安装孔;3132、第二安装孔;314连接块;3141、第一连接块;3142、第二连接块;315、第一连接杆;316、第二连接杆;32、分切组件;321、第一安装块;3211、安装槽;3212、圆弧形槽;3213、第二插槽;322、第二安装块;3221、第一插槽;3222、抵紧件;3223、第一弹簧;3224、第一导向杆;323、刀片;4、贴膜机构;41、第二支撑块;411、第一安装杆;412、第二安装杆、413、对正杆;414、抵紧块;42、第一导板组件;421、第一导向板;4211、第一通膜孔;422、第一固定块;4221、第一导向槽;4222、容纳槽;4223、第二容纳孔;43、第二导板组件;431、第二固定块;4311、插块;4312、第一容纳孔;4313、第三容纳孔;4314、第二弹簧;4315、第二导向杆;4316、第二导向槽;432、第二导向板;4321、第二通膜孔;5、牵引机构;51、第二支撑板;511、滑槽;512、滑块;513、丝杆;514、手轮;52、牵引辊;521、第一转轴;53、第二转轴;531、第一牵引轮;532、第二牵引轮;54、电机;6、第二放卷机构;61、第二放卷轴;62、挡板;7、限位组件;71、定位块;72、限位块;721、蝶形螺栓;73、滑杆;8、防护罩。
具体实施方式
34.以下结合附图1-9对本技术作进一步详细说明。
35.本技术实施例公开一种持续分条设备。参照图1,持续分条设备包括第一放卷机构1和工作平台2,工作平台2位于第一放卷机构1的一侧,工作平台2的底面上均匀固定有四个支腿21。工作平台2上设置有分切机构3,分切机构3远离第一放卷机构1的一侧设置有贴膜机构4,贴膜机构4也位于工作平台2上,工作平台2远离第一放卷机构1的一侧设置有牵引机构5。工作平台2上固定有连接板22,连接板22的顶端安装有第二放卷机构6。
36.第一放卷机构1上的产品为导热硅胶和底膜,底膜与导热硅胶粘接,第二放卷机构6上的材料为手撕位膜。第一放卷机构1上的产品在牵引机构5的作用下,依次通过工作平台
2上的分切机构3和贴膜机构4,产品经过分切机构3后,产品被分切成多条;第二放卷机构6上的手撕位膜通过贴膜机构4,导热硅胶与手撕位膜粘贴在一起。
37.参照图1和图2,第一放卷机构1包括两个第一支撑板11、第一放卷轴12和料卷13,两个第一支撑板11平行设置,第一放卷轴12的一端与其中一个第一支撑板11转动连接,第一放卷轴12的另一端与另一个第一支撑板11转动连接,料卷13缠绕在第一放卷轴12上。料卷13展开后,底膜位于导热硅胶的下方。
38.参照图2和图3,分切机构3包括刀架31和分切组件32,五组分切组件32安装在刀架31上。刀架31包括两个第一支撑块311,工作平台2上开设有两个第一长条孔23,两个第一长条孔23的长度方向与工作平台2的长度方向垂直设置。其中一个第二支撑块41位于其中第一长条孔23的上方,另一个第二支撑块41位于另一个第一长条孔23的上方,第一支撑块311上设置有螺栓,螺栓穿过第一支撑块311并贯穿第一长条孔23,螺栓上螺纹连接有螺母,第一支撑块311和工作平台2通过螺栓和螺母固定。
39.两个第一支撑块311之间连接有支撑杆312,支撑杆312的一端贯穿一个第一支撑块311,支撑杆312的另一端贯穿另一个第一支撑块311,第一支撑块311上设置有螺栓,螺栓与第一支撑块311螺纹连接,螺栓抵紧支撑杆312,从而将支撑杆312与第一支撑块311固定。
40.刀架31能够沿着第一长条孔23的长度方向移动,从而带动分切组件32移动,避免了在需要移动位置时需要对每个分切组件32的重新调整。
41.两个第一支撑块311上均开设有安装孔313,安装孔313内设置有连接块314,连接块314包括第一连接块3141和与第一连接块3141固定连接的第二连接块3142,安装孔313包括第一安装孔3131和第二安装孔3132,第一安装孔3131为方形孔,第二安装孔3132为圆弧形孔,第一连接块3141位于第一安装孔3131内,第二连接块3142位于第二安装孔3132内,第二安装孔3132的孔壁与第二连接块3142的外壁接触,第二连接块3142能够沿着第二安装孔3132的孔壁转动。
42.第一支撑块311上设置有螺栓,螺栓与第一支撑块311螺纹连接,螺栓的底端抵紧第一连接块3141,从而将第一连接块3141和第二连接块3142固定。当需要更换分切组件32下方的产品时,先拧松抵紧第一连接块3141的螺栓,转动第一连接块3141和第二连接块3142,从而将分切组件32抬升,使产品顺利从分切组件32与工作平台2之间通过,降低了更换产品的所需时长,提高了工作效率。
43.两个第一连接块3141之间连接有第一连接杆315,第一连接杆315的两端分别贯穿两个第一连接块3141,两个第一连接块3141上分别设置有螺栓,螺栓与第一连接块3141螺纹连接并抵紧第一连接杆315,从而将第一连接杆315固定。
44.两个第二连接块3142之间连接有第二连接杆316,第二连接杆316的一端与其中一个第二连接块3142转动连接,第二连接杆316的另一端与另一个第二连接块3142转动连接。
45.参照图3和图4,分切组件32包括第一安装块321、第二安装块322和刀片323,第一连接杆315和第二连接杆316均贯穿第一安装块321,第一安装块321上设置有两个螺栓,其中一个螺栓与第一安装块321螺纹连接并抵紧第一连接杆315,另一个螺栓与第一安装块321螺纹连接并抵紧第二连接杆316。
46.第一安装块321上开设有安装槽3211,第二安装块322位于安装槽3211内,安装槽3211的槽壁上开设有圆弧形槽3212,第二安装块322的一端插入到圆弧形槽3212内,第二安
装块322插入到圆弧形槽3212的一端与圆弧形槽3212相适配,第二安装块322能够在圆弧形槽3212内转动。
47.第二安装块322上开设有第一插槽3221,第一安装块321上开设有第二插槽3213。刀片323为美工刀片,刀片323贯穿第一插槽3221和第二插槽3213,刀片323与工作平台2的上表面接触。第二安装块322上设置有螺栓,螺栓位于远离第二安装块322圆弧形端的一侧,螺栓与第二安装块322螺纹连接并抵紧刀片323。为了使刀片323更稳定,螺栓与刀片323之间设置有抵紧件3222,抵紧件3222可以为圆柱块,圆柱块与刀片323抵紧,从而使刀片323更加稳定。
48.第二安装块322上固定有第一弹簧3223,第二安装块322上固定有第一导向杆3224,第一弹簧3223与第一导向杆3224套接,第一导向杆3224小于第一弹簧3223的长度。
49.刀片323在切割产品时,第二安装块322可根据切割阻力在第一弹簧3223的作用下沿着圆弧形槽3212活动,保证了连续分切作用过程中切刀能够自动补偿深度,因为有第一弹簧3223向下的压力,可以有效地减小刀片323切割产品时分切不断的情况。
50.参照图5和图6,第二放卷机构6包括第二放卷轴61,第二放卷轴61与连接板22转动连接,第二放卷轴61靠近连接板22的一侧固定有挡板62,第二放卷轴61上缠绕手撕位膜。
51.贴膜机构4包括两个平行设置的第二支撑块41、第一导板组件42和第二导板组件43。第二支撑块41位于工作平台2的上表面,工作平台2的第二支撑块41位置处开设有两个第二长条孔24,第二长条孔24与第一长条孔23平行设置,其中一个第二支撑块41位于一个第二长条孔24的上方,另一个第二支撑块41位于另一个第二长条孔24的上方,第二支撑块41的安装方式与第一支撑块311的安装方式相同。
52.两个第二支撑块41之间设置有第一安装杆411,第一安装杆411的一端贯穿其中一个第二支撑块41,第一安装杆411的一端通过螺栓抵紧固定,第一安装杆411的另一端贯穿另一个第二支撑块41,第一安装杆411的另一端也通过螺栓抵紧固定。
53.第一安装杆411的下方设置有第二安装杆412,第二安装杆412的一端固定在其中一个第二支撑块41上,第二安装杆412的另一端固定在另一个第二支撑块41上。
54.第一导板组件42包括第一导向板421和两个第一固定块422,两个第一固定块422位于两个第二支撑块41之间,第一导向板421位于两个第一固定块422之间,两个第一固定块422相互靠近的一侧开设有第一导向槽4221,第一导向板421的两端分别插入到对应的第一导向槽4221中,第一固定块422上设置有螺栓,螺栓与第一固定块422螺纹连接,螺栓抵紧第一导向板421。
55.第一安装杆411和第二安装杆412均贯穿第一固定块422,第一固定块422上设置有另一个螺栓,另一个螺栓抵紧第一安装杆411,从而将第一固定块422与第一安装杆411固定。
56.第一导向板421上开设有四个第一通膜孔4211,四个第一通膜孔4211是长方形孔,手撕位膜从第一通膜孔4211中穿过,第一通膜孔4211的宽度与手撕位膜的宽度相等。四个第一通膜孔呈阶梯状设置,手撕位膜的宽度大于被分切后产品的宽度,宽出产品的手撕位膜可以顺利地叠加到另一个手撕位膜的上方,所以工人在拿产品时,手不与产品直接接触,而是与手撕位膜接触,对产品起到保护的作用。
57.参照图6和图7,第二导板组件43位于第一导板组件42的下方,第二导板组件43包
括两个第二固定块431和第二导向板432,第二固定块431与第一固定块422垂直设置,第一固定块422的底端开设有容纳槽4222,第二固定块431靠近第一固定块422的一侧固定有插块4311,插块4311插入到容纳槽4222中,第二安装杆412贯穿插块4311。插块4311远离工作平台2的一侧开设有第一容纳孔4312,容纳槽4222远离工作平台2的槽壁上开设有第二容纳孔4223,第二容纳孔4223的轴线与第一容纳孔4312的轴线重合。
58.第一容纳孔4312及第二容纳孔4223中设置有第二弹簧4314,第一弹簧3223的一端抵接在第一容纳孔4312远离第一固定块422的孔壁上,第一弹簧3223的另一端抵接在第二容纳孔4223远离插块4311的孔壁上。
59.插块4311的第一容纳孔4312的一侧开设有第三容纳孔4313,容纳槽4222远离工作平台2的槽壁上固定有第二导向杆4315,第二导向杆4315插入到第三容纳孔4313中,第三导向杆的直径小于第三容纳孔4313的直径,第二导向杆4315的末端与第三容纳孔4313的孔底有一定的距离。
60.两个第二固定块431相互靠近的一侧均开设有第二导向槽4316,第二导向板432的一端插入到其中一个第二导向槽4316内,第二导向板432的另一侧插入到另外一个第二导向槽4316内,第二固定块431上设置螺栓,螺栓与第二固定块431螺纹连接,螺栓的端部抵紧第二导向板432。
61.第二导向板432上开设有四个第二通膜孔4321,第二通膜孔4321为长方形孔,四个通膜孔呈阶梯状设置。手撕位膜通过第二导向板432的第二通膜孔4321后,手撕位膜的一侧与被切的导热硅胶对齐,手撕位膜的宽度要宽于产品,阶梯状排列是为了宽出产品的手撕位膜可以顺利覆盖到另一条手撕位膜上方,便于撕开手撕位膜。
62.在贴手撕位膜的过程中,在第二导向板432受到过强的张力时,第二导向板432能够在第二弹簧4314的作用下围绕第二安装杆412转动角度,有一定的活动空间,减小了手撕位膜因过强的力量被拉变形、拉偏的可能性。
63.参照图8和图9,第一支撑块311与第二支撑块41之间连接有对正杆413,对正杆413的一端插入到第一支撑块311中,第一支撑块311上设置有螺栓,螺栓与第一支撑块311螺纹连接并抵紧对正杆413,对正杆413的另一端插入到第二支撑块41中,第二支撑块41上设置有抵紧对正杆413的螺栓。对正杆413保证了第一支撑块311和第二支撑块41对齐,从而保证从分切机构3出来的产品与贴膜机构4对齐。
64.第二安装杆412上设置有四个抵紧块414,每个抵紧块414均与第二安装杆412转动连接,抵紧块414远离第二安装块322的一端与贴好手撕位膜的产品接触,抵紧块414由于自身重力的作用,对贴好膜的产品有一定的压力,从而使手撕位膜与产品粘贴更紧密。
65.牵引机构5包括两个第二支撑板51,两个第二支撑板51中间转动连接有牵引辊52,牵引辊52的一端固定有第一转轴521,第一转轴521伸出其中一个第二支撑板51。第二支撑板51的一侧安装有电机54,电机54的输出轴与第一转轴521固定。牵引辊52的上方设置有第二转轴53,每个第二支撑板51上均开设有滑槽511,滑槽511内均设置有滑块512,滑块512与滑槽511滑动连接。
66.第二转轴53的一端与其中一个滑块512转动连接,第二转轴53的另一端与另一个滑块512转动连接。滑块512上方设置有丝杆513,丝杆513的一端与滑块512转动连接,丝杆513的另一端贯穿第二支撑板51并与第二支撑板51螺纹连接,丝杆513远离滑块512的一端
固定有手轮514。转动手轮514,丝杆513能够带动滑块512上下移动,滑块512带动第二转轴53上下移动。
67.第二转轴53上固定有第一牵引轮531,第一牵引轮531和第二转轴53的轴线重合,第一牵引轮531的一侧设置有与第二转轴53固定的第二牵引轮532,第二牵引轮532的轴线也与第二转轴53的轴线重合。工作时,第一牵引轮531和第二牵引轮532均与牵引辊52接触,电机54带动牵引辊52转动,底膜从牵引辊52和第一牵引轮531及第二牵引轮532之间通过,在第一牵引轮531、第二牵引轮532和牵引辊52的作用下,底膜带着贴好手撕位膜的产品向前运动。
68.当需要更换产品时,转动手轮514,将滑块512和第二转轴53向上移动,方便将产品和底膜从第一牵引轮531和牵引辊52之间通过。第一牵引轮531和第二牵引轮532均为硅胶轮,有一定的弹性。
69.参照图1和图2,工作平台2上设置有三组限位组件7,三组限位组件7沿着工作平台2的长度方向均匀设置,限位组件7对底膜起到限位的作用,防止底膜跑偏。限位组件7包括两个定位块71和两个限位块72,两个定位块71分别固定在工作平台2的上表面,两个限位块72位于两个定位块71之间,两个定位块71之间固定有滑杆73,滑杆73贯穿限位块72,限位块72与滑杆73滑动连接,限位块72上设置有蝶形螺栓721,蝶形螺栓721与限位块72螺纹连接,蝶形螺栓721的底部抵紧滑杆73。
70.其中一个限位块72位于底膜的一侧,另一限位块72位于底膜的另一侧,两个限位块72共同作用,减小了底膜发生跑偏的可能性。
71.参照图9,两个第一支撑块311之间设置有防护罩8,防护罩8放置在工作平台2上,分切组件32位于防护罩8内部,防护罩8对工作人员起到保护作用,降低了刀片323割伤工作人员的可能。
72.本技术实施例一种持续分条设备的实施原理为:对导热硅胶贴手撕位膜时,导热硅胶和底膜在第一牵引轮531、第二牵引轮532和牵引辊52的作用下,向远离第一放卷机构1的方向移动。
73.当导热硅胶经过分切组件32时,导热硅胶被分切成多条。第二放卷轴61上的手撕位膜依次经过第一导向板421上的第一通膜孔4211和第二导向板432上的第二通膜孔4321,之后手撕位膜与导热硅胶粘在一起,经过抵紧块414后,手撕位膜和导热硅胶粘接更紧密。
74.本技术还公开了一种应用该设备的切断工艺,包括如下步骤:s1、将到导热硅胶和底膜进行收卷,并放到第一放卷轴12上;s2、将导热硅胶和底膜的一端依次穿过分切机构3和贴膜机构4,并且从牵引机构5通过,牵引机构5拉动导热硅胶和底膜向牵引机构5的方向移动;s3、导热硅胶和底膜经过分切组件32后,导热硅胶和底膜被分切成多条;s4、然后导热硅胶和底膜经过贴膜机构4,手撕位膜依次通过第一导向板421上的第一通膜孔4211和第二导向板432上的第二通膜板,之后手撕位膜与导热硅胶粘接;s5、底膜通过牵引机构5的拉动,不断地向牵引机构5的方向运动,分切机构3持续的对底膜和导热硅胶进行分切,贴膜机构4持续为分切完成的导热硅胶贴膜。
75.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1