一种塑料瓶吹塑成型加工系统及成型加工方法与流程
1.本发明涉及塑料瓶加工领域,具体的说是一种塑料瓶吹塑成型加工系统及成型加工方法。
背景技术:
2.塑料瓶主要是由聚乙烯或聚丙烯等材料并添加了多种有机溶剂后制成的,用于饮料、食品、酱菜、蜂蜜、干果、食用油、农兽药等液体或者固体一次性塑料包装容器,塑料瓶一般使用聚酯、聚乙烯、聚丙烯为原料,添加了相应的有机溶剂后,经过高温加热后,通过塑料模具经过吹塑、挤吹、或者注塑成型的塑料容器,塑料瓶具有不易破碎、成本低廉、透明度高、食品级原料等特点,因此塑料瓶在日常生活中应用十分广泛。
3.在对塑料瓶进行吹塑成型的过程中,一般通过吹塑成型的方法加工出塑料瓶,由于在吹塑过程中,塑料瓶体与模具紧贴,因此塑料瓶体难以快速与模具分离,从而导致设备加工的效率较低,且会影响塑料瓶的表面质量,因此导致在实际操作过程中,存在以下问题:
4.(1)在对塑料瓶进行吹塑成型的过程中,由于瓶体与模具内腔壁紧贴,因此不易使瓶体与模具完全快速的分离,从而导致设备的加工效率较低,且在分离的过程中,仅使用拖拽力极易导致瓶体变形,从而影响设备的加工质量。
5.(2)在对塑料瓶进行吹塑成型之前,需要加工出进行吹塑的塑件,在对塑件进行移动定位的过程中极易导致塑件受到损伤,从而影响后续吹塑的质量。
技术实现要素:
6.为了弥补现有技术的不足,本发明提供了一种塑料瓶吹塑成型加工系统及成型加工方法。
7.本发明所要解决其技术问题所采用以下技术方案来实现:一种塑料瓶吹塑成型加工系统,包括注塑装置、控制装置与吹塑装置,所述注塑装置上端面固定安装有控制装置,注塑装置上端面位于控制装置右侧固定安装有吹塑装置;其中:
8.所述注塑装置包括固定台、保温筒、加热筒、电机一、螺旋杆、进料槽板、分料板与出料口,固定台上端面固定安装有保温筒,保温筒内端面固定安装有加热筒,保温筒左端面通过电机座固定安装有电机一,电机一输出轴通过联轴器固定安装有螺旋杆,加热筒左侧上端面固定安装有进料槽板,加热筒右端面固定安装有分料板,分料板上均匀固定安装有出料口,分料板上侧均匀开设有成型槽,成型槽与出料口一一对应;通过固定台对保温筒进行固定,通过保温筒对加热筒进行保温,通过加热筒对塑料原料进行加热,通过电机一带动螺旋杆转动,从而带动经过加热后的塑料原料向右运动,通过进料槽板对经过加热后的塑料原料进行导向限量,通过分料板对出料口进行固定,通过出料口对经过导向限量的塑料原料进行运输,直至其运输至分料板上的成型槽。
9.所述控制装置包括支架、电动气缸、旋转架、固定圆板、进气架与定型架,固定台上
端面固定安装有支架,支架下端面固定安装有电动气缸,电动气缸下端面固定安装有旋转架,旋转架下端面固定安装有固定圆板,固定圆板上端面固定安装有进气架,固定圆板上位于进气架下侧均匀固定安装有定型架,进气架下端面与定型架固定连接;通过支架对电动气缸进行固定,通过电动气缸控制旋转架与固定圆板的垂直位移,从而控制定型架与成型槽以及吹塑装置之间的距离,通过旋转架控制定型架与成型槽或吹塑装置对齐,当定型架运动至吹塑装置上时,通过进气架将气体通入定型架,从而进行吹塑处理。
10.所述吹塑装置包括底板、进气管、气泵二、半球架、螺纹长杆、成型模一与成型模二,固定台上端面位于固定圆板右侧均匀固定安装有底板,底板中部固定安装有进气管,进气管下侧固定安装有气泵二,底板上端面固定安装有半球架,底板左右两侧均以转动连接的方式连接有螺纹长杆,左右两侧的螺纹长杆上位于底板前后两侧分别以螺纹连接的方式连接有成型模一与成型模二;通过底板对进气管进行固定,通过气泵二将外界空气通入进气管内,从而通过半球架将气体将吹塑后的瓶体与底板以及半球块快速分离,通过螺纹长杆控制成型模一与成型模二之间的距离,从而控制吹塑过程中瓶体的开模与合模。
11.作为本发明的一种优选技术方案,所述螺旋杆外端面沿周向均匀通过销轴转动连接有刮料柱,刮料柱外端面沿周向均匀开设有弧形长凹槽,螺旋杆上的轴杆外端面沿周向均匀固定安装有挤压弹簧,挤压弹簧末端固定安装有扇形块;通过外端面开设有弧形长凹槽的刮料柱对附着在加热筒内端面的塑料原料进行刮除,通过利用挤压弹簧的弹力使扇形块与塑料原料进行挤压,从而使塑料原料与加热筒内端面紧密接触。
12.作为本发明的一种优选技术方案,所述旋转架包括矩形框板、齿轮一、齿轮二与电机二,电动气缸下端面固定安装有矩形框板,矩形框板中部上端转动连接有齿轮一,矩形框板上位于齿轮一右侧转动连接有齿轮二,齿轮一与齿轮二相啮合,矩形框板上位于齿轮二上侧通过电机座固定安装有电机二,电机二输出轴通过联轴器与齿轮二固定连接,齿轮一的直径大于齿轮二的直径,齿轮一下端面与固定圆板上端面固定连接;通过矩形框板对齿轮一与齿轮二进行定位,通过电机二带动齿轮二转动,由于齿轮一的直径大于齿轮二的直径,因此齿轮二转动多圈后,齿轮二带动齿轮一进行一定角度的转动,以达到控制固定圆板进行一定角度的转动的目的。
13.作为本发明的一种优选技术方案,所述进气架包括连接长管、分支管、加热弯管、主管道、气泵一与过滤板,固定圆板上端面固定安装有连接长管,连接长管下端面均匀固定安装有分支管,连接长管中部上端面固定安装有加热弯管,加热弯管上端面固定安装有主管道,主管道上侧固定安装有气泵一,主管道上端面固定安装有过滤板;通过气泵一将外界的气体通入主管道,通过加热弯管对气体进行加热,利用加热弯管增加气体加热的路径,通过过滤板防止外界气体中的杂质进入塑件内,通过连接长管对分支管进行固定,通过分支管将经过加热后的气体通入定型架与塑件之间。
14.作为本发明的一种优选技术方案,所述定型架包括型腔块、支架杆、圆形板、筒柱一、筒柱二、电动伸缩杆与弧形块,固定圆板上位于进气架下侧均匀固定安装有型腔块,型腔块中部开设有进气孔,进气孔内端面沿周向均匀固定安装有支架杆,支架杆末端固定安装有圆形板,圆形板下端面固定安装有筒柱一,筒柱一下侧以滑动配合的方式连接有筒柱二,筒柱一与筒柱二之间首尾连接,筒柱二的外径长度与筒柱一的内径长度相同,圆形板下端面位于筒柱二内侧固定安装有电动伸缩杆,电动伸缩杆下端面固定安装有弧形块,弧形
块上端面与筒柱二下端面固定连接,筒柱一与筒柱二均为隔热材质;通过型腔块对支架杆进行固定,通过支架杆对圆形板进行固定,通过筒柱一与筒柱二相配合,防止热度较高的气体对电动伸缩杆产生损伤,从而影响电动伸缩杆的使用寿命,通过弧形块对瓶体下侧进行定位与定型。
15.作为本发明的一种优选技术方案,所述螺纹长杆上均匀安装有多组螺纹凹槽组,每组螺纹凹槽组由前后两侧旋转方向相反的螺纹凹槽构成,螺纹凹槽组的数目与底模块的数目相同,左右两侧的螺纹长杆前端面通过销轴转动连接有连接长杆,连接长杆靠近螺纹长杆的边缘处,右侧的螺纹长杆中部前端面固定安装有转动柱;由于底板前后两侧分别设置有成型模一与成型模二,因此需要多组螺纹凹槽组对成型模一与成型模二之间的距离进行限制,从而同时控制多个成型模一与成型模二之间进行合模与开模,通过连接长杆与转动柱相配合,以达到仅通过控制转动柱即可控制左右两侧的螺纹长杆同时进行同向转动的目的。
16.作为本发明的一种优选技术方案,所述半球架包括半球块、圆柱弹簧、补位块、牵引链、主链条、固定圆杆与拉环,固定台上端面位于固定圆板右侧均匀固定安装有底板,底板上端面固定安装有半球块,半球块外端面沿周向均匀开设有阶梯型圆孔,阶梯型圆孔内端面沿周向均匀固定安装有圆柱弹簧,圆柱弹簧末端固定安装有补位块,补位块与半球块之间以滑动配合的方式相连接,补位块下端面中部固定安装有牵引链,牵引链末端固定安装有主链条,主链条末端固定安装有固定圆杆,固定圆杆中部下端面固定安装有拉环,主链条与进气管以及主链条与固定台之间均以滑动配合的方式相连接,主链条下端面的高度小于进气管末端的高度;当拉动拉环时,固定圆杆带动所有的主链条向下运动,从而带动所有的牵引链向下运动,最终拉动所有的补位块向下运动,从而使气体排出半球块,利用气体使吹塑后的瓶体与底板以及瓶体与半球块快速分离,当瓶体与底板以及瓶体与半球块之间分离后,松开主链条,通过利用圆柱弹簧的反作用力,使圆柱弹簧带动补位块恢复至原始位置,从而使补位块对半球块上的阶梯型圆孔进行补位,以防止影响瓶体吹塑的外端面质量。
17.作为本发明的一种优选技术方案,所述成型模一包括模块一、圆柱杆、润滑球、冷却管、进液管、出液管、冷却弯管与水泵,左右两侧的螺纹长杆上位于底模块后侧以螺纹连接的方式连接有模块一,模块一前端面均匀固定安装有圆柱杆,圆柱杆外端面沿周向均匀以滑动配合的方式连接有润滑球,模块一前端面均匀开设有与圆柱杆相配合的圆形槽,模块一上固定安装有冷却管,冷却管一端固定安装有进液管,冷却管另一端固定安装有出液管,出液管与进液管之间固定安装有冷却弯管,进液管上固定安装有水泵;通过模块一对圆柱杆进行固定,通过圆柱杆对润滑球进行定位,利用润滑球降低圆柱杆与成型模二上的圆形槽之间的摩擦力,通过圆柱杆对模块一与成型模二之间进行定位,通过冷却管对模块一上的瓶体部分进行冷却降温,通过进液管与出液管以及冷却弯管与冷却管之间构成一个回路,通过水泵使回路内的水循环流动,通过冷却弯管对经过降温处理后的水进行冷却降温。
18.作为本发明的一种优选技术方案,使用上述塑料瓶吹塑成型加工系统对塑料瓶进行吹塑成型的加工方法,包括以下步骤:
19.s1、加热运输:将塑料原料通过进料槽板通入加热筒,通过电机一带动螺旋杆转动,从而对经过加热后的塑料原料向右进行运输;
20.s2、进料定型:通过电动气缸带动固定圆板向下运动,使定型架与分料板上端面紧
密接触,此时通过进料槽板将完全加热后的塑料原料通入分料板,最终通过出料口排出至分料板上的成型槽与定型架之间成型;
21.s3、运动对齐:通过电动气缸带动固定圆板向上运动,从而使成型后的塑件与分料板上的成型槽相分离,此时通过旋转架带动固定圆板转动,从而使定型架上的塑件与底板对齐,同时通过电动气缸带动固定圆板向下运动,直至定型架上的塑件上端面与成型模一与成型模二上端面对齐;
22.s4、吹塑分离:此时通过转动螺纹长杆调整成型模一与成型模二之间的距离,从而使成型模一与成型模二紧密接触,此时通过进气架将经过加热后的气体通入塑件内,从而进行吹塑成型,当瓶体冷却后,通过转动螺纹长杆调整成型模一与成型模二之间的距离,从而使成型模一与成型模二分离,此时通过进气管与气泵二相配合,使瓶体底部与半球架以及底板上端面分离,此时通过电动气缸带动固定圆板向上运动,从而使瓶体与成型模一与成型模二分离;
23.s5、收集瓶体:最终对吹塑成型后的瓶体进行收集。
24.与现有技术相比,本发明具有以下优点:
25.1.本发明提供的一种塑料瓶吹塑成型加工系统,通过注塑装置与控制装置相配合,对塑件进行注塑成型,并快速进行吹塑加工,整个加工过程中,无需另外对塑件进行定位,从而提高设备的加工效率,同时防止塑件在移动定位的过程中受到损伤,从而影响后续的吹塑加工,通过吹塑装置对塑件进行吹塑成型,当塑料瓶成型后,首先利用半球架对瓶体下侧进行定位,从而使成型模一与成型模二均与塑料瓶快速分离,然后利用气压使塑料瓶快速与半球架分离,从而使塑料瓶与成型零件快速分离,以达到提高设备的加工效率的目的,同时防止塑料瓶在分离过程中变形,以达到提高塑料瓶的质量的目的。
26.2.本发明设置的控制装置,通过型腔块对支架杆进行固定,通过支架杆对圆形板进行固定,通过筒柱一与筒柱二相配合,防止热度较高的气体对电动伸缩杆产生损伤,从而影响电动伸缩杆的使用寿命,通过弧形块对瓶体下侧进行定位与定型。
27.3.本发明设置的吹塑装置,通过拉环控制固定圆杆的垂直位移,从而控制所有的主链条与所有的牵引链的垂直位移,通过牵引链控制所有的补位块在垂直方向上的运动,通过补位块与半球块上的阶梯型圆孔相配合,从而控制气体是否排出半球块,从而利用气体使吹塑后的瓶体与底板以及瓶体与半球块快速分离,通过利用圆柱弹簧的反作用力,使圆柱弹簧带动补位块恢复至原始位置,从而使补位块对半球块上的阶梯型圆孔进行补位,以防止影响瓶体吹塑的外端面质量。
28.4.本发明设置的吹塑装置,通过模块一对圆柱杆进行固定,通过圆柱杆对润滑球进行定位,利用润滑球降低圆柱杆与成型模二上的圆形槽之间的摩擦力,通过圆柱杆对模块一与成型模二之间进行定位,通过冷却管对模块一上的瓶体部分进行冷却降温,通过进液管与出液管以及冷却弯管与冷却管之间构成一个回路,通过水泵使回路内的水循环流动,通过冷却弯管对经过降温处理后的水进行冷却降温。
附图说明
29.下面结合附图和实施例对本发明进一步说明。
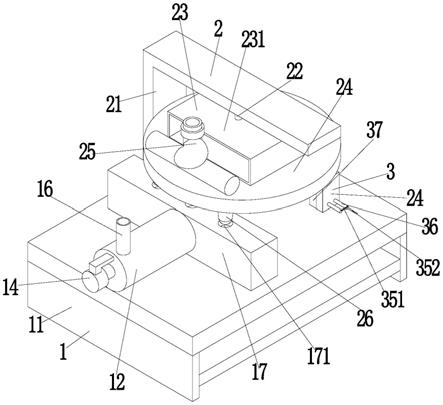
30.图1是本发明的立体结构示意图;
31.图2是本发明的工作流程示意图;
32.图3是本发明的主视的平面结构示意图;
33.图4是本发明的图3的a-a向的剖视图;
34.图5是本发明的图3的b-b向的断面图(去除固定台与固定圆板);
35.图6是本发明的图3的n处的局部放大图;
36.图7是本发明的图3的m处的局部放大图;
37.图8是本发明的螺纹长杆的俯视的平面结构示意图;
38.图9是本发明在对塑件进行吹塑时的平面结构示意图;
39.图10是本发明的刮料柱的立体结构示意图。
具体实施方式
40.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合图1至图10,对本发明进行进一步阐述。
41.一种塑料瓶吹塑成型加工系统,包括注塑装置1、控制装置2与吹塑装置3,所述注塑装置1上端面固定安装有控制装置2,注塑装置1上端面位于控制装置2右侧固定安装有吹塑装置3;其中:
42.所述注塑装置1包括固定台11、保温筒12、加热筒13、电机一14、螺旋杆15、进料槽板16、分料板17与出料口18,固定台11上端面固定安装有保温筒12,保温筒12内端面固定安装有加热筒13,保温筒12左端面通过电机座固定安装有电机一14,电机一14输出轴通过联轴器固定安装有螺旋杆15,加热筒13左侧上端面固定安装有进料槽板16,加热筒13右端面固定安装有分料板17,分料板17上均匀固定安装有出料口18,分料板17上侧均匀开设有成型槽171,成型槽171与出料口18一一对应;通过固定台11对保温筒12进行固定,通过保温筒12对加热筒13进行保温,通过加热筒13对塑料原料进行加热,通过电机一14带动螺旋杆15转动,从而带动经过加热后的塑料原料向右运动,通过进料槽板16对经过加热后的塑料原料进行导向限量,通过分料板17对出料口18进行固定,通过出料口18对经过导向限量的塑料原料进行运输,直至其运输至分料板17上的成型槽171。
43.所述螺旋杆15外端面沿周向均匀通过销轴转动连接有刮料柱151,刮料柱151外端面沿周向均匀开设有弧形长凹槽1511,螺旋杆15上的轴杆外端面沿周向均匀固定安装有挤压弹簧1512,挤压弹簧1512末端固定安装有扇形块1513;通过外端面开设有弧形长凹槽1511的刮料柱151对附着在加热筒13内端面的塑料原料进行刮除,通过利用挤压弹簧1512的弹力使扇形块1513与塑料原料进行挤压,从而使塑料原料与加热筒13内端面紧密接触。
44.所述控制装置2包括支架21、电动气缸22、旋转架23、固定圆板24、进气架25与定型架26,固定台11上端面固定安装有支架21,支架21下端面固定安装有电动气缸22,电动气缸22下端面固定安装有旋转架23,旋转架23下端面固定安装有固定圆板24,固定圆板24上端面固定安装有进气架25,固定圆板24上位于进气架25下侧均匀固定安装有定型架26,进气架25下端面与定型架26固定连接;通过支架21对电动气缸22进行固定,通过电动气缸22控制旋转架23与固定圆板24的垂直位移,从而控制定型架26与成型槽171以及吹塑装置3之间的距离,通过旋转架23控制定型架26与成型槽171或吹塑装置3对齐,当定型架26运动至吹塑装置3上时,通过进气架25将气体通入定型架26,从而进行吹塑处理。
45.所述旋转架23包括矩形框板231、齿轮一232、齿轮二233与电机二234,电动气缸22下端面固定安装有矩形框板231,矩形框板231中部上端转动连接有齿轮一232,矩形框板231上位于齿轮一232右侧转动连接有齿轮二233,齿轮一232与齿轮二233相啮合,矩形框板231上位于齿轮二233上侧通过电机座固定安装有电机二234,电机二234输出轴通过联轴器与齿轮二233固定连接,齿轮一232的直径大于齿轮二233的直径,齿轮一232下端面与固定圆板24上端面固定连接;通过矩形框板231对齿轮一232与齿轮二233进行定位,通过电机二234带动齿轮二233转动,由于齿轮一232的直径大于齿轮二233的直径,因此齿轮二233转动多圈后,齿轮二233带动齿轮一232进行一定角度的转动,以达到控制固定圆板24进行一定角度的转动的目的。
46.所述进气架25包括连接长管251、分支管252、加热弯管253、主管道254、气泵一255与过滤板256,固定圆板24上端面固定安装有连接长管251,连接长管251下端面均匀固定安装有分支管252,连接长管251中部上端面固定安装有加热弯管253,加热弯管253上端面固定安装有主管道254,主管道254上侧固定安装有气泵一255,主管道254上端面固定安装有过滤板256;通过气泵一255将外界的气体通入主管道254,通过加热弯管253对气体进行加热,利用加热弯管253增加气体加热的路径,通过过滤板256防止外界气体中的杂质进入塑件内,通过连接长管251对分支管252进行固定,通过分支管252将经过加热后的气体通入定型架26与塑件之间。
47.所述定型架26包括型腔块261、支架杆262、圆形板263、筒柱一264、筒柱二265、电动伸缩杆266与弧形块267,固定圆板24上位于进气架25下侧均匀固定安装有型腔块261,型腔块261中部开设有进气孔,进气孔内端面沿周向均匀固定安装有支架杆262,支架杆262末端固定安装有圆形板263,圆形板263下端面固定安装有筒柱一264,筒柱一264下侧以滑动配合的方式连接有筒柱二265,筒柱一264与筒柱二265之间首尾连接,筒柱二265的外径长度与筒柱一264的内径长度相同,圆形板263下端面位于筒柱二265内侧固定安装有电动伸缩杆266,电动伸缩杆266下端面固定安装有弧形块267,弧形块267上端面与筒柱二265下端面固定连接,筒柱一264与筒柱二265均为隔热材质;通过型腔块261对支架杆262进行固定,通过支架杆262对圆形板263进行固定,通过筒柱一264与筒柱二265相配合,防止热度较高的气体对电动伸缩杆266产生损伤,从而影响电动伸缩杆266的使用寿命,通过弧形块267对瓶体下侧进行定位与定型。
48.所述吹塑装置3包括底板31、进气管32、气泵二33、半球架34、螺纹长杆35、成型模一36与成型模二37,固定台11上端面位于固定圆板24右侧均匀固定安装有底板31,底板31中部固定安装有进气管32,进气管32下侧固定安装有气泵二33,底板31上端面固定安装有半球架34,底板31左右两侧均以转动连接的方式连接有螺纹长杆35,左右两侧的螺纹长杆35上位于底板31前后两侧分别以螺纹连接的方式连接有成型模一36与成型模二37;通过底板31对进气管32进行固定,通过气泵二33将外界空气通入进气管32内,从而通过半球架34将气体将吹塑后的瓶体与底板31以及半球块341快速分离,通过螺纹长杆35控制成型模一36与成型模二37之间的距离,从而控制吹塑过程中瓶体的开模与合模。
49.所述螺纹长杆35上均匀安装有多组螺纹凹槽组,每组螺纹凹槽组由前后两侧旋转方向相反的螺纹凹槽构成,螺纹凹槽组的数目与底模块的数目相同,左右两侧的螺纹长杆35前端面通过销轴转动连接有连接长杆351,连接长杆351靠近螺纹长杆35的边缘处,右侧
的螺纹长杆35中部前端面固定安装有转动柱352;由于底板31前后两侧分别设置有成型模一36与成型模二37,因此需要多组螺纹凹槽组对成型模一36与成型模二37之间的距离进行限制,从而同时控制多个成型模一36与成型模二37之间进行合模与开模,通过连接长杆351与转动柱352相配合,以达到仅通过控制转动柱352即可控制左右两侧的螺纹长杆35同时进行同向转动的目的。
50.所述半球架34包括半球块341、圆柱弹簧342、补位块343、牵引链344、主链条345、固定圆杆346与拉环347,固定台11上端面位于固定圆板24右侧均匀固定安装有底板31,底板31上端面固定安装有半球块341,半球块341外端面沿周向均匀开设有阶梯型圆孔,阶梯型圆孔内端面沿周向均匀固定安装有圆柱弹簧342,圆柱弹簧342末端固定安装有补位块343,补位块343与半球块341之间以滑动配合的方式相连接,补位块343下端面中部固定安装有牵引链344,牵引链344末端固定安装有主链条345,主链条345末端固定安装有固定圆杆346,固定圆杆346中部下端面固定安装有拉环347,主链条345与进气管32以及主链条345与固定台11之间均以滑动配合的方式相连接,主链条345下端面的高度小于进气管32末端的高度;当拉动拉环347时,固定圆杆346带动所有的主链条345向下运动,从而带动所有的牵引链344向下运动,最终拉动所有的补位块343向下运动,从而使气体排出半球块341,利用气体使吹塑后的瓶体与底板31以及瓶体与半球块341快速分离,当瓶体与底板31以及瓶体与半球块341之间分离后,松开主链条345,通过利用圆柱弹簧342的反作用力,使圆柱弹簧342带动补位块343恢复至原始位置,从而使补位块343对半球块341上的阶梯型圆孔进行补位,以防止影响瓶体吹塑的外端面质量。
51.所述成型模一36包括模块一361、圆柱杆362、润滑球363、冷却管364、进液管365、出液管366、冷却弯管367与水泵368,左右两侧的螺纹长杆35上位于底模块后侧以螺纹连接的方式连接有模块一361,模块一361前端面均匀固定安装有圆柱杆362,圆柱杆362外端面沿周向均匀以滑动配合的方式连接有润滑球363,模块一361前端面均匀开设有与圆柱杆362相配合的圆形槽,模块一361上固定安装有冷却管364,冷却管364一端固定安装有进液管365,冷却管364另一端固定安装有出液管366,出液管366与进液管365之间固定安装有冷却弯管367,进液管365上固定安装有水泵368;通过模块一361对圆柱杆362进行固定,通过圆柱杆362对润滑球363进行定位,利用润滑球363降低圆柱杆362与成型模二37上的圆形槽之间的摩擦力,通过圆柱杆362对模块一361与成型模二37之间进行定位,通过冷却管364对模块一361上的瓶体部分进行冷却降温,通过进液管365与出液管366以及冷却弯管367与冷却管364之间构成一个回路,通过水泵368使回路内的水循环流动,通过冷却弯管367对经过降温处理后的水进行冷却降温。
52.此外,本发明还采用了一种塑料瓶吹塑成型加工方法,包括以下步骤:
53.s1、加热运输:将塑料原料通过进料槽板16通入加热筒13,通过电机一14带动螺旋杆15转动,从而对经过加热后的塑料原料向右进行运输;
54.s2、进料定型:通过电动气缸22带动固定圆板24向下运动,使定型架26与分料板17上端面紧密接触,此时通过进料槽板16将完全加热后的塑料原料通入分料板17,最终通过出料口18排出至分料板17上的成型槽171与定型架26之间成型;
55.s3、运动对齐:通过电动气缸22带动固定圆板24向上运动,从而使成型后的塑件与分料板17上的成型槽171相分离,此时通过旋转架23带动固定圆板24转动,从而使定型架26
上的塑件与底板31对齐,同时通过电动气缸22带动固定圆板24向下运动,直至定型架26上的塑件上端面与成型模一36与成型模二37上端面对齐;
56.s3、吹塑分离:此时通过转动螺纹长杆35调整成型模一36与成型模二37之间的距离,从而使成型模一36与成型模二37紧密接触,此时通过进气架25将经过加热后的气体通入塑件内,从而进行吹塑成型,当瓶体冷却后,通过转动螺纹长杆35调整成型模一36与成型模二37之间的距离,从而使成型模一36与成型模二37分离,通过气泵二33将气体通入进气管32,此时拉动拉环347,从而使固定圆杆346带动所有的主链条345向下运动,带动所有的牵引链344向下运动,最终拉动所有的补位块343向下运动,从而使气体排出半球块341,利用气体使吹塑后的瓶体与底板31以及瓶体与半球块341快速分离,当瓶体与底板31以及瓶体与半球块341之间分离后,松开主链条345,通过利用圆柱弹簧342的反作用力,使圆柱弹簧342带动补位块343恢复至原始位置,从而使补位块343对半球块341上的阶梯型圆孔进行补位,以防止影响瓶体吹塑的外端面质量,同时通过电动气缸22带动固定圆板24向上运动,从而使瓶体与成型模一36与成型模二37分离;
57.s5、收集瓶体:最终对吹塑成型后的瓶体进行收集。
58.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1