一种风力发电机组叶片快速真空灌注系统的制作方法
1.本实用新型涉及风电叶片复合材料真空灌注成型的技术领域,尤其是指一种风力发电机组叶片快速真空灌注系统。
背景技术:
2.现有风电叶片壳体真空灌注通用方法为:采用四周抽气,中间向两边依次开注胶管注入树脂的方法,开下排管路前,需确保上排管路灌注区域铺层浸润完成,其存在的不足处:
3.1)灌注采用顺序开管方式,其灌注时间长,效率低:随着叶型越来越大,其需要的灌注时间越来越长,相配套的灌注树脂可操作时间和固化时间也相应延长,造成整体生产制造周期过长。
4.2)灌注工艺容差率小:通用的灌注抽气方式为脱模布包裹抽气管的线抽气方式,灌注过程需保证树脂浸润前锋走胶的一致性,反之将可能产生灌注包围缺陷。但由于铺层是由多种材料复合而成,如纤维布、轻木、塑料泡沫、预制件等,其树脂走胶存在很大不确定性,再者其他因素如注胶管路开管时间、注胶管路布置位置、抽气管路布置位置及温度的轻微变动都会对树脂走胶产生影响,最终影响到成品质量。
5.3)因抽气管路同铺层直接接触,灌注和固化过程中,抽气管会带走铺层中少量树脂,其一:产生树脂物料的浪费;其二:引起成品内部胶含量下降,成品质量出现大的波动;其三:树脂进入抽气管路,其抽气管路不可再重复使用,额外增加了辅材成本。
技术实现要素:
6.本实用新型的目的在于克服现有技术的不足,提供一种风力发电机组叶片快速真空灌注系统,能够有效解决现有的叶片灌注制造周期长、工艺容差率小、树脂走胶不可控及成品质量波动大等问题。
7.为实现上述目的,本实用新型所提供的技术方案为:一种风力发电机组叶片快速真空灌注系统,包括叶片模具,还包括导气介质、螺旋抽气管、单向透气膜、密封胶条、脱模布、导流网、欧姆管、注胶口和真空袋膜;所述导气介质随型铺设于叶片模具的内腔,其两侧边缘盖过叶片模具两侧法兰上抽气口,起到导气作用;所述螺旋抽气管有多条,分别设于叶片模具两侧法兰上,并与位于其下方的导气介质接触,且分别由叶片模具的叶根至叶尖方向延伸,用于加快导气介质中气体的流速;所述单向透气膜满铺在导气介质和螺旋抽气管的上侧,且其两侧边缘盖过导气介质和螺旋抽气管,并分别通过密封胶条与叶片模具法兰粘接,起到透气阻胶作用;所述脱模布包裹在叶片铺层的表面,并与叶片铺层整体铺设于单向透气膜的上方,通过脱模布便于叶片成品成型后辅材的去除;所述导流网随型铺设于包裹有脱模布的叶片铺层的上侧,起到引流和分散树脂作用;所述欧姆管有多根,并根据实际灌注需要铺设于导流网上的任意设定位置,每根欧姆管上根据实际灌注需要确定注胶口的安装位置;所述注胶口设于欧姆管上,并与外部注胶管连接;所述真空袋膜覆盖在导流网、
欧姆管及注胶口的上侧,其边缘与叶片模具的法兰边对齐,并分别通过密封胶条进行粘接,从而使整个灌注系统完全密封。
8.进一步,所述单向透气膜为由尼龙布或聚酯布上涂覆聚氨酯或聚四氟乙烯涂层制成,且涂层上形成有具有透气阻胶作用的微孔。
9.进一步,所述导气介质为导流网、脱模布、透气毡或打孔无纺布中一种或多种的组合,用于整个灌注系统气体的导流。
10.进一步,所述真空袋膜为聚乙烯、聚丙烯或尼龙材质,并采用吹塑成型制成透明或半透明体,用于将灌注系统内的介质与外部空气隔绝。
11.本实用新型与现有技术相比,具有如下优点与有益效果:
12.1、本实用新型的灌注系统极大的提高了叶片真空灌注效率,灌注时能够根据需要同时开启多个注胶管,其灌注速度大大加快,提高了灌注效率。同时可根据实际需求加密欧姆管的布置间距,进一步加快灌注速度,具有灵活可调性。
13.2、本实用新型的灌注系统有效提高了灌注容差率,其抽气为面抽气方式,抽气面覆盖区域自身具有排气作用,降低了灌注风险及难度。
14.3、本实用新型的灌注系统通过单向透气膜有效解决灌注及固化过程抽胶情况,通过单向透气膜透气不透胶的特性将抽气管路同制品分隔开,避免了灌注及固化过程因抽胶引起的制品内树脂含量波动,严重的甚至出现缺胶的情况。同时因为树脂不再进入抽气管路,其抽气管路能多次循环使用,有效降低成本。
附图说明
15.图1为本实用新型的灌注系统的俯视图。
16.图2为图1的a
‑
a向剖视图。
17.图3为图1的b
‑
b向剖视图。
18.图4为图1的c
‑
c向剖视图。
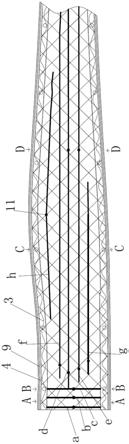
19.图5为图1的d
‑
d向剖视图。
20.图6为现有的真空灌注系统灌注前铺层抽真空情况下气流流动示意图,
21.图7为现有的真空灌注系统按顺序开启注胶管灌注后树脂走胶的示意图一。
22.图8为现有的真空灌注系统按顺序开启注胶管灌注后树脂走胶的示意图二。
23.图9为现有的真空灌注系统由于过早开启下排注胶管灌注后造成缺陷的示意图。
24.图10为本实用新型的灌注系统灌注前气流流动示意图。
25.图11为本实用新型的灌注系统同时开启全部注胶管后树脂走胶的示意图一。
26.图12为本实用新型的灌注系统同时开启全部注胶管后树脂走胶的示意图二。
具体实施方式
27.下面结合具体实施例对本实用新型作进一步说明。
28.如图1至图5所示,本实施例所述的风力发电机组叶片快速真空灌注系统,包括叶片模具1、导气介质2、螺旋抽气管3、单向透气膜4、密封胶条5、脱模布6、导流网7、欧姆管(管a、管b、管c、管d、管e、管f、管g和管h)、注胶口11和真空袋膜9;所述叶片模具包括有内腔、法兰和设于法兰上抽气口101,抽气口101与外部真空泵(图中未示出)相连;所述导气介质2可
以采用导流网、脱模布、透气毡或打孔无纺布中一种或多种的组合,该导气介质2随型铺设于叶片模具1的内腔,其两侧边缘盖过叶片模具1两侧法兰上抽气口101,起到导气作用;所述螺旋抽气管3的材质为pa、pe或pp等聚烯烃类,其数量有两条,分别设于叶片模具1两侧法兰边上,并与位于其下方的导气介质2接触,且分别由叶片模具1的叶根至叶尖方向延伸,用于加快导气介质2中气体的流速;所述单向透气膜4满铺在导气介质2和螺旋抽气管3的上侧,其两侧边缘盖过导气介质2和螺旋抽气管3,并分别通过丁基橡胶材质的密封胶条5与叶片模具1法兰粘接,该单向透气膜4为由尼龙布或聚酯布上涂覆聚氨酯或聚四氟乙烯涂层制成,且涂层上形成有微孔,微孔直径为0.8~3.2um,能够隔绝液体介质并允许小分子气体通过;叶片铺层10由纤维布、轻木、塑料泡沫、预制件等组成;所述脱模布6为聚酯(pet)或尼龙(pa66、pa)材质,包裹在整个叶片铺层10的表面,与叶片铺层10整体铺设于单向透气膜4的上方,脱模布6在制品表面提供粗糙面作用,便于叶片成品成型后辅材的去除;所述导流网7随型铺设于包裹有脱模布6的叶片铺层10的上侧,起到引流和分散树脂作用;所述欧姆管为树脂的流动通道,其材质为pa、pe或pp等聚烯烃类,其数量可以根据灌注速率确定,本实施例采用8根,分别为管a、管b、管c、管d、管e、管f、管g和管h,该8根欧姆管根据需要铺设于导流网7上方的设定位置,并在每根欧姆管上根据实际需要确定注胶口11的安装位置,如图1所示,注胶口11的材质为pa、pe或pp等聚烯烃类,作为进胶口与外部注胶管相连;所述真空袋膜9为聚乙烯、聚丙烯或尼龙材质,并采用吹塑成型制成透明或半透明体,该真空袋膜9覆盖在导流网7、欧姆管及注胶口11的上侧,其边缘与叶片模具1的法兰边对齐,并通过密封胶条5进行粘接,用于将灌注系统内的介质与外部空气隔绝,从而使整个灌注系统完全密封。
29.如图6所示,为现有的真空灌注系统灌注前铺层抽真空情况下气流流动示意图,其气流走向由中间向两侧抽气口汇集,其抽气方式为线抽气方式。灌注系统开始灌注,当开启首根注胶管一段时间后,即树脂浸润走胶前峰未超过下排欧姆管前,树脂浸润走胶如图7所示,其走胶沿着抽气通道由上至下,由中间向两边扩展,呈倒三角形。当首根欧姆管灌注区域树脂浸润走胶前锋超过第二排欧姆管时开启第二排注胶管,开启一段时间后,即树脂走胶前峰未超过再下排欧姆管前,树脂浸润走胶如图8所示,其走胶仍继续沿着抽气通道由上至下,由中间向两边扩展。其它再后排管路开管走胶同上。但在实际生产中,由于时间控制的问题,当首根欧姆管灌注区域树脂浸润走胶前峰未超过下排欧姆管前,过早开启第二排注胶管,两管之间区域抽气通道被堵塞,其内区域树脂停止流动,两管之间就形成灌注包围情况,如图9所示。
30.如图10所示,为本实施例的灌注系统灌注前气流流动示意图,通过单向透气膜透气不透胶的功能,在铺设单向透气膜位置,铺层都具备抽气能力。当灌注系统开始灌注后,如图11、图12所示,因整个单向透气膜覆盖区域都具备抽气能力,可有效避免了灌注包围的情况,在开启所有注胶管后,树脂浸润走胶前锋沿着抽气通道向四周蔓延,直到整个铺层都浸润满树脂为止。再者,因为可以同时开启注胶管其灌注速度大大加快,且其灌注工艺还具有灵活可调性,如需要继续加快灌注速度,可加密欧姆管布置间距,以加大灌注速度。
31.以上所述之实施例子只为本实用新型之较佳实施例,并非以此限制本实用新型的实施范围,故凡依本实用新型之形状、原理所作的变化,均应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1