一种人造石板材压辊压延成型机的制作方法
1.本实用新型涉及一种人造石板材生产设备,具体为一种人造石板材压辊压延成型机。
背景技术:
2.我国已经是世界上最大的建筑材料生产国和消费国,同时,建材产品质量不断提高,各种新型建材不断涌现,建材产品不断升级换代。
3.人造石材具有抗压耐磨、韧性好、结构致密、坚固耐用、比重轻、不吸水等优点,也是名副其实的建材绿色环保产品,已成为现代建筑首选的饰面材料。其中,有机人造石板材是以有机物做粘结制,配以石英砂等物质成型固化制成,无机人造石板材以水泥做胶凝材料,配以石英砂,碎石等物质成型固化制成。以上两种人造石材均为常温固化制作成成品。陶瓷墙地砖是一种应用广泛的建筑装饰材料,由不同材料混合而成的陶泥经切割后脱水风干,再经高温烧压制成。
4.以上三种建筑装饰产品一般是采用流浆浇铸法和强力压制法制作。流浆浇铸法,制造的产品各项品质指标比较低,满足不了市场要求。强力压制制造产品,设备昂贵,一台2万吨压机要上千万元。现有技术中也有采用挤出机连续挤出生产人造石板材,但挤出成型无法满足超大尺寸、超薄产品生产需要。
技术实现要素:
5.针对上述现有技术中存在的问题,本实用新型提供一种与真空挤出机配合,满足超大尺寸、超薄产品生产需要的人造石板材压辊压延成型机。
6.本实用新型采用的技术方案如下:一种人造石板材压辊压延成型机,包括机架、主动辊、从动辊、输送皮带、压延辊、整平辊、托辊以及驱动装置,所述主动辊、从动辊分别设置在机架的两端,所述输送皮带绕在主动辊和从动辊上,所述压延辊的直径从中间向两端逐渐减小,所述压延辊设置有多个,并置于靠近上料端一侧的输送皮带上方,所述整平辊呈直筒状,所述整平辊设置有一个或一个以上,并置于靠近出料端一侧的输送皮带上方,所述压延辊、整平辊两端分别通过安装支架安装在机架上,所述托辊设有多个,所述托辊位于输送皮带下方并分别与压延辊、整平辊一一对应,与压延辊相对应的托辊形状与压延辊一致,使输送皮带形成中间高两边低,所述驱动装置驱动主动辊转动从而带动输送皮带转动,所述压延辊、整平辊通过传动机构与所述驱动装置连接,并保持与输送皮带同步、同速转动。
7.进一步地,还包括用于向压延辊、整平辊进行雾化喷水的喷淋装置,其包括多个通过支架固定在机架上并分别置于压延辊、整平辊之上的雾化喷头。
8.进一步地,还包括振动电机,所述振动电机固定安装在机架上,所述机架底部通过弹簧与地面或安装台连接。
9.进一步地,所述安装支架包括底座、滑动安装块、固定板、调节螺杆,所述底座固定安装在机架上,在所述底座上设有竖向的开槽,所述滑动安装块嵌入安装在所述开槽内,并
与开槽的两侧壁滑动配合连接,所述压延辊/整平辊通过轴承与所述滑动安装块转动连接,所述固定板通过螺栓固定安装在开槽上方的底座上,所述调节螺杆贯穿所述固定板与所述滑动安装块固定连接,所述调节螺杆上设有限位螺母与所述固定板固定连接。
10.本实用新型的人造石板材压辊压延成型机与真空挤出机对接,挤出成型后的板材送至输送皮带上,输送皮带托住物料并带动物料向前运行,压延辊呈中间大两端小的橄榄形,位于输送皮带下方的与压延辊相对应的托辊的形状与压延辊形状一致,使输送皮带形成中间高两边低,塑料物料经过中间就被压延成我们所希望得到的宽度和厚度的板材,尾端的直筒状的整平辊可进一步对压延后的板材进行修整;在机架上装上振动电机使整个设备工作时产生振动,配合喷淋装置进行雾化喷水,可以避免物料与压延辊、整平辊粘连。本实用新型的人造石板材压辊压延成型机配合真空挤出机可以生产出超薄、超大尺寸的人造石板材及陶瓷墙地砖,生产效率高,节约了生产成本。
附图说明
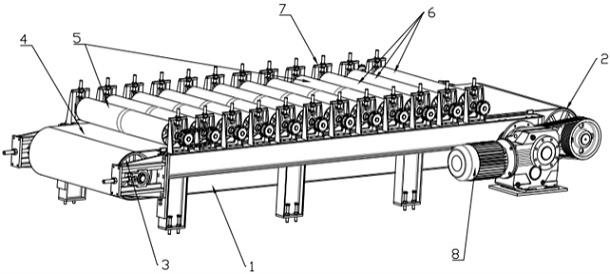
11.图1是本实用新型的整体结构示意图。
12.图2是本实用新型的剖面结构示意图。
13.图3是本实用新型的压延辊的结构示意图。
14.图4是本实用新型的安装支架的结构示意图。
具体实施方式
15.为了便于理解本实用新型,下文将结合说明书附图和较佳的实施例对本实用新型作更全面、细致地描述,但本实用新型的保护范围并不限于以下具体的实施例。
16.如图1-图3所示,本实施例的一种人造石板材压辊压延成型机,包括机架1、主动辊2、从动辊3、输送皮带4、压延辊5、整平辊6、托辊9以及驱动装置8、喷淋装置、振动电机,所述主动辊2、从动辊3分别设置在机架1的两端,所述输送皮带4绕在主动辊2和从动辊3上,所述压延辊5的直径从中间向两端逐渐减小,所述压延辊5设置有多个,并置于靠近上料端一侧的输送皮带4上方,所述整平辊6呈直筒状,所述整平辊6设置有一个或一个以上,并置于靠近出料端一侧的输送皮带4上方,所述压延辊5、整平辊6两端分别通过安装支架7安装在机架1上,所述托辊9设有多个,所述托辊9位于输送皮带4下方并分别与压延辊5、整平辊6一一对应,与压延辊5相对应的托辊9形状与压延辊5一致,使输送皮带形成中间高两边低。所述驱动装置8驱动主动辊2转动从而带动输送皮带4转动,所述压延辊5、整平辊6通过传动机构与所述驱动装置8连接,并保持与输送皮带4同步、同速转动。经真空挤出机挤出成型后的板材,由输送皮带4托住并带动向前运行,塑料板材被压延辊5压延成我们所希望得到的宽度和厚度的板材,整平辊6可进一步对压延后的板材进行修整。
17.所述喷淋装置包括多个通过支架固定在机架1上并分别置于压延辊5、整平辊6之上的雾化喷头,工作时,可通过喷淋装置向压延辊5、整平辊6进行雾化喷水。所述振动电机固定安装在机架1上,所述机架1底部通过弹簧与地面或安装台连接。工作时,振动电机使整个设备产生震动。喷淋装置配合振动电机可最大程度避免成型时板材与压延辊、整平辊粘连。
18.如图4所示,本实施例的安装支架7包括底座701、滑动安装块702、固定板703、调节
螺杆704,所述底座701固定安装在机架1上,在所述底座701上设有竖向的开槽,所述滑动安装块702嵌入安装在所述开槽内,并与开槽的两侧壁滑动配合连接,所述压延辊5/整平辊6通过轴承与所述滑动安装块702转动连接,所述固定板703通过螺栓固定安装在开槽上方的底座701上,所述调节螺杆704贯穿所述固定板703与所述滑动安装块702固定连接,所述调节螺杆704上设有限位螺母与所述固定板703固定连接。根据生产需要,通过控制调节螺杆,可以调节压延辊5、整平辊6与输送皮带4的间距,从而调节板材厚度。
19.在前述说明书与相关附图中存在的教导的帮助下,本实用新型所属领域的技术人员将会想到本实用新型的许多修改和其它实施方案。因此,要理解的是,本实用新型不限于公开的具体实施方案,修改和其它实施方案被认为包括在所附权利要求的范围内。尽管本文中使用了特定术语,它们仅以一般和描述性意义使用,而不用于限制。
技术特征:
1.一种人造石板材压辊压延成型机,包括机架(1),其特征在于:还包括主动辊(2)、从动辊(3)、输送皮带(4)、压延辊(5)、整平辊(6)、托辊(9)以及驱动装置(8),所述主动辊(2)、从动辊(3)分别设置在机架(1)的两端,所述输送皮带(4)绕在主动辊(2)和从动辊(3)上,所述压延辊(5)的直径从中间向两端逐渐减小,所述压延辊(5)设置有多个,并置于靠近上料端一侧的输送皮带(4)上方,所述整平辊(6)呈直筒状,所述整平辊(6)设置有一个或一个以上,并置于靠近出料端一侧的输送皮带(4)上方,所述压延辊(5)、整平辊(6)两端分别通过安装支架(7)安装在机架(1)上,所述托辊(9)设有多个,所述托辊(9)位于输送皮带(4)下方并分别与压延辊(5)、整平辊(6)一一对应,与压延辊(5)相对应的托辊(9)形状与压延辊(5)一致,使输送皮带形成中间高两边低,所述驱动装置(8)驱动主动辊(2)转动从而带动输送皮带(4)转动,所述压延辊(5)、整平辊(6)通过传动机构与所述驱动装置(8)连接,并保持与输送皮带(4)同步、同速转动。2.如权利要求1所述的一种人造石板材压辊压延成型机,其特征在于:还包括用于向压延辊(5)、整平辊(6)进行雾化喷水的喷淋装置,其包括多个通过支架固定在机架(1)上并分别置于压延辊(5)、整平辊(6)之上的雾化喷头。3.如权利要求1所述的一种人造石板材压辊压延成型机,其特征在于:还包括振动电机,所述振动电机固定安装在机架(1)上,所述机架(1)底部通过弹簧与地面或安装台连接。4.如权利要求1所述的一种人造石板材压辊压延成型机,其特征在于:所述安装支架(7)包括底座(701)、滑动安装块(702)、固定板(703)、调节螺杆(704),所述底座(701)固定安装在机架(1)上,在所述底座(701)上设有竖向的开槽,所述滑动安装块(702)嵌入安装在所述开槽内,并与开槽的两侧壁滑动配合连接,所述压延辊(5)/整平辊(6)通过轴承与所述滑动安装块(702)转动连接,所述固定板(703)通过螺栓固定安装在开槽上方的底座(701)上,所述调节螺杆(704)贯穿所述固定板(703)与所述滑动安装块(702)固定连接,所述调节螺杆(704)上设有限位螺母与所述固定板(703)固定连接。
技术总结
本实用新型公开了一种人造石板材压辊压延成型机,包括机架、主动辊、从动辊、输送皮带、压延辊、整平辊、托辊以及驱动装置,主动辊、从动辊分别设置在机架的两端,输送皮带绕在主动辊和从动辊上,压延辊的直径从中间向两端逐渐减小,压延辊置于靠近上料端一侧的输送皮带上方,整平辊呈直筒状,置于靠近出料端一侧的输送皮带上方,托辊位于输送皮带下方并分别与压延辊、整平辊一一对应,与压延辊相对应的托辊形状与压延辊一致,驱动装置驱动主动辊转动从而带动输送皮带转动,压延辊、整平辊通过传动机构与驱动装置连接,并保持与输送皮带同步、同速转动。本实用新型配合真空挤出机可以生产出超薄、超大尺寸的人造石板材及陶瓷墙地砖。超大尺寸的人造石板材及陶瓷墙地砖。超大尺寸的人造石板材及陶瓷墙地砖。
技术研发人员:伍政华 叶小明 曾卫明
受保护的技术使用者:湘潭炜达机电制造有限公司
技术研发日:2021.08.24
技术公布日:2022/1/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1