夹头安装工具的制作方法
1.本发明涉及一种夹头安装工具,是在对发泡树脂成形模安装多个夹头时使用。
背景技术:
2.车辆用座椅的缓冲部或背部是对包含氨酯泡沫(urethane foam)等的垫(pad)被覆表皮材料而构成。近年来,正进行下述操作,即:在形成于垫的槽的底部埋设夹头,将设于表皮材料的背面的吊杆(suspender)卡止于夹头,使垫与表皮材料一体化。夹头通过在进行垫的发泡成形时安装于成形模内的突条部,从而埋设于垫的槽底。
3.专利文献1~3中记载了用于所述用途的夹头。专利文献4及5中记载了零件保持构件及零件安装工具,此零件保持构件及零件安装工具是在将夹头等零件卡止于形成于成形模的肋状突起部的零件安装位置时使用。零件保持构件为在安装于成形模时保持夹头的构件。零件安装工具在工具基体的其中一个面,与成形模的零件安装位置对应地配置有多个零件安装构件,可通过一次作业将多个夹头安装于成形模。专利文献6中记载了在成形模内的突条部安装固定件,并在所述固定件安装夹头。
4.现有技术文献
5.专利文献
6.专利文献1:日本专利特开4034-367404号公报
7.专利文献2:日本专利特开4034-366545号公报
8.专利文献3:日本专利特开4034-366546号公报
9.专利文献4:国际公开编号wo4035/363619号
10.专利文献5:日本专利特开4019-72938号公报
11.专利文献6:日本专利特开4035-60582号公报
技术实现要素:
12.发明所要解决的问题
13.本发明人等通过实验注意到,在将多个夹头一次安装于成形模的情况下,向成形模按压安装工具的力的调节困难。其原因在于,将多个夹头同时向成形模的突条部或固定件压入,因而需要以更强的力压入。此时,若按压安装工具的力过强,则有时在夹头的安装完成后也有余势,将安装工具进一步压入,有可能使夹头破损,或损伤成形模的突条部。
14.本发明是考虑所述情况而成,其目的在于提供一种夹头安装工具,可将多个夹头一次安装于成形模,且可更安全地作业。
15.解决问题的技术手段
16.本发明的夹头安装工具用于在发泡树脂成形模的多个安装位置安装夹头,且具有:框架;多个夹头保持件,以与所述安装位置对应的配置固定于所述框架的第一面;横梁,连接于所述框架;以及挡块,从所述横梁的第一面突出,通过顶端抵接于所述成形模的内面从而防止将所述夹头安装工具向所述成形模过度压入。
17.根据所述结构,即便向成形模按压夹头安装工具的力过强,也是若挡块的顶端抵接于成形模的内面则不会将安装工具更多地压入,可防止夹头或成形模的损伤。
18.优选为,所述挡块的长度处于将所述夹头安装于所述安装位置时顶端刚好触碰所述成形模的内面的长度+2mm~所述长度-3mm的范围。所谓挡块的顶端刚好触碰成形模的内面,是指下述状态,即:挡块的顶端接触成形模的内面,且由挡块所致的压力不作用于成形模的内面。由此,可更可靠地防止夹头或成形模的损伤。
19.优选为,所述夹头安装工具形成有将所述框架沿厚度方向贯穿的狭缝。所谓框架的厚度方向,为框架的与第一面垂直的方向。由此,通过穿过狭缝视觉确认成形模内的突条部,从而夹头安装作业时夹头安装工具的对位变容易。
20.优选为,所述夹头安装工具含有:引导部,从所述框架的所述第一面突出,从两侧夹持所述成形模内的突条部。由此,通过将成形模内的突条部嵌入引导部,从而夹头安装作业时夹头安装工具的位置不偏离。而且,视成形模内的突条部的形状不同,所述狭缝有时可兼具所述引导部的功能。
21.优选为,所述夹头保持件具有基部、第一握持部、第二握持部、第一锁定机构及第二锁定机构。所述第一握持部结合于所述基部,在所述基部侧具有第一旋转轴,在顶端附近的内侧具有第一卡止部。所述第二握持部结合于所述基部,在所述基部侧具有第二旋转轴,在顶端附近的内侧具有第二卡止部。所述第一握持部及所述第二握持部以下述方式相向地设置,即:通过所述第一握持部以所述第一旋转轴为中心旋转,所述第二握持部以所述第二旋转轴为中心旋转,从而所述两握持部的顶端的开度变化,通过减小所述开度,从而所述第一卡止部与所述第二卡止部可从两侧卡止所述夹头的外缘而握持所述夹头,通过从握持所述夹头的状态将所述夹头向所述基部方向挤压,从而所述开度增大,所述第一卡止部和所述第二卡止部对所述夹头的卡止解除。另外,所述第一锁定机构及所述第二锁定机构可在所述第一握持部和所述第二握持部握持所述夹头的状态、及所述第一卡止部和所述第二卡止部对所述夹头的卡止经解除的状态下,分别锁定所述第一握持部或所述第二握持部的旋转角度。
22.此处,所谓第一握持部与第二握持部的顶端的开度,为第一握持部的顶端与第二握持部的顶端的距离的宽窄程度。而且,本说明书中,将第一握持部与第二握持部的顶端的开度简称为“握持部的开度”,将减小握持部的开度称为“闭合握持部”,将卡止部卡止于夹头的外缘的状态称为“握持部闭合的状态”、将增大握持部的开度称为“打开握持部”,将握持部的开度大而卡止部对夹头的卡止解除,使夹头脱开的状态称为“握持部打开的状态”。
23.根据所述结构,在将保持于夹头保持件的夹头按压于成形模的规定位置并固定时,第一握持部和第二握持部以打开的状态被锁定,因而在拉动夹头保持件从夹头分离时,不对夹头施加多余的力。
24.发明的效果
25.根据本发明的夹头安装工具,可将多个夹头一次安装于成形模。此时,即便向成形模按压夹头安装工具的力过强,也是若挡块的顶端抵接于成形模的内面则不会将安装工具更多地压入。由此,可防止夹头或成形模损伤。
附图说明
26.图1为使用一实施方式的夹头安装工具安装于成形模的夹头的示例。
27.图2为夹头保持件的示例的立体图。
28.图3为图2的pp的夹头保持件的截面图。
29.图4为图2的qq的夹头保持件的截面图。a:握持部闭合的状态,b:握持部打开的状态。
30.图5为用于说明使用夹头保持件的、向配置于成形模内的规定位置的固定件的夹头安装作业的图。a:保持夹头的状态,b:将夹头向固定件压入的状态,c:将夹头安装于固定件的状态,d:使夹头保持件离开夹头的状态。
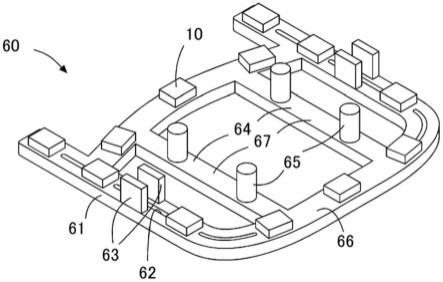
31.图6为一实施方式的夹头安装工具的立体图。
32.图7为用于说明一实施方式的夹头安装工具的使用方法的图。
33.图8为用于说明引导部的功能的图。
34.图9为用于说明另一例的引导部的功能的图。
具体实施方式
35.基于图1及图6~9对本发明的夹头安装工具的一实施方式进行说明。
36.首先,参照图1,本实施方式的夹头安装工具所安装的夹头70具有板状部71和卡止部73。夹头通过将卡止部73卡止于垫成形模内的突条部的规定位置,从而安装于成形模。在垫的成形时,发泡树脂进入设于板状部的贯通孔72,将板状部71包入,由此将夹头埋设于垫的槽底。而且,对于成形模内的突条部来说,卡止夹头的部分比其他部分低一段地形成。由此,卡止部73在经成形的垫的槽内部露出。夹头可直接安装于成形模内的突条部,也可如专利文献6所记载,卡止于配置于成形模内的规定位置的固定件。垫成形后,将表皮材料的吊杆卡止于夹头的卡止部73。本说明书中,将“垫成形模”或“发泡树脂成形模”简称为“成形模”。
37.图6为从夹头安装作业时面向成形模的一侧观看夹头安装工具60的立体图。夹头安装工具60具有框架61、两根横梁64及安装于框架的第一面66的多个夹头保持件10。图6中,为了简单,以长方体来表示夹头保持件。夹头保持件的详情将在下文描述。通过在各夹头保持件10保持夹头,与设于成形模内的突条部的夹头安装位置对位并按压夹头安装工具60,从而可对成形模一次安装多个夹头。本说明书中,有时将“夹头安装工具”简称为“安装工具”。
38.框架61在平面观看时,具有沿着垫成形模内的突条部的形状。图6中,框架为大致长方形状,具有两条短边向一方(图6的左上方向)突出的形状。夹头保持件10与成形模的夹头安装位置对应地配置于框架上。
39.在框架61的一部分,在宽度方向的中央,形成有将框架沿厚度方向、也就是从第一面66向相反侧的面贯穿的狭缝62。狭缝62设于框架上的、不安装夹头保持件10之处。使用安装工具60的夹头的安装作业时,通过穿过狭缝62视觉确认突条部,从而可进行安装工具的对位。
40.在框架61的第一面66,设有在夹头安装作业时从两侧夹持成形模内的突条部的引导部63。引导部设于框架上的、不安装夹头保持件10之处。引导部优选为设于框架上的形成
有狭缝62的位置。其原因在于,作业者可穿过狭缝视觉确认突条部嵌合于引导部。引导部的形状并无特别限定,只要与突条部嵌合而可进行框架的定位即可。引导部的个数并无特别限定。图6中,引导部63由两片板状片隔着狭缝62突出地形成,设于框架的两处。在使用安装工具60的夹头的安装作业时,通过将引导部嵌入成形模内的突条部,从而安装工具60的位置不偏离。
41.而且,视成形模内的突条部的形状不同,可能的话优选为狭缝62兼具引导部的功能。如上文所述,突条部的夹头安装位置形成得比其他部分低一段,因而例如在夹头安装位置间的突条部的顶端形成得薄的情况等下,狭缝62可兼具引导部63的功能。在夹头的安装作业时,通过成形模内的突条部嵌合于狭缝62,从而安装工具的位置不偏离。
42.横梁64在框架61的长方形中,与其短边平行地设有两根。横梁是为了防止框架的变形,并且在向成形模的夹头安装作业时由手握住来保持安装工具而设置。横梁的形状及条数并无特别限定。
43.在横梁64的第一面67,在各横梁分别设有两条、合计四条挡块65。挡块65为安全装置,用于在向成形模的夹头安装作业时不过于压入夹头安装工具60。若夹头的安装完成后进一步继续挤压安装工具,则有可能使夹头破损,或损伤成形模的突条部。特别在将夹头卡止于金属制的固定件的情况下,由固定件损伤成形模的突条部的可能性变大。通过在夹头安装作业时,挡块抵接于成形模内面,从而可防止过度压入安装工具。
44.各挡块65的长度为使用安装工具60将夹头70安装于成形模时,挡块的顶端刚好触碰成形模的内面的长度(以下称为“理想长度”)。所谓挡块的顶端刚好触碰成形模的内面,是指下述状态,即:挡块的顶端接触成形模的内面,且由挡块所致的压力不作用于成形模的内面。
45.若挡块比所述理想长度更长,则在将夹头安装于成形模的时间点,成为挡块的顶端挤压成形模的内面的状态。因此,若挡块过长,则有可能夹头的安装变得不完全,或使成形模变形。若考虑汽车用座椅所用的夹头的尺寸等,则挡块的长度优选为所述理想长度+2mm以下,更优选为所述理想长度+1mm以下。
46.另一方面,若挡块比理想长度更短,则在将夹头安装于成形模的时间点,挡块的顶端不接触成形模的内面。因此,若挡块过短,则有可能在夹头的安装完成后,进一步将安装工具向成形模压入。若考虑汽车用座椅所用的夹头的尺寸或变形后恢复的能力,则挡块的长度优选为所述理想长度-3mm以上,更优选为所述理想长度-2mm以上。
47.挡块65设于向成形模的夹头安装作业时不与突条部干扰的位置。挡块的条数并无特别限定,优选为四条。而且,四条挡块优选为以占据长方形的角的方式配置。其原因在于,在夹头安装作业时,通过视觉确认挡块的顶端,从而容易把握夹头安装工具60与成形模的位置关系。
48.夹头安装工具60优选为使用树脂来制作。其原因在于,不损伤成形模。夹头安装工具的制造方法并无特别限定,例如根据三维(three dimension,3d)打印,可一体地制作框架61、横梁64及挡块65全体,因而优选。
49.接下来,对夹头安装工具60的使用方法进行说明。
50.首先,图6中,在夹头保持件10安装夹头70。参照图7,用两手握住横梁64,使夹头朝向成形模,以夹头与设于成形模的突条部的夹头安装位置正对的方式使安装工具的位置对
准。对位是参考框架61和突条部的形状,进而从狭缝62视觉确认突条部而进行。
51.参照图8,将夹头安装工具60向成形模81挤压,将成形模内的突条部82嵌入引导部63。或者,参照图9,在狭缝62兼具引导部的功能的情况下,将成形模内的突条部82嵌入狭缝62。将安装工具进一步向成形模挤压。安装工具的引导部由突条部所引导,在安装工具的面方向不偏移而接近成形模。将安装工具按压于成形模并将夹头卡止于安装位置。若挡块65接触成形模81的内面83,则安装工具60不更多地向成形模压入。使安装工具离开成形模。通过以上操作,将多个夹头一次安装于成形模。
52.本发明人等通过实验注意到,在将多个夹头一次安装于成形模的情况下,按压安装工具的力的调节困难。其原因在于,将多个夹头同时向固定件压入,因而需要以更强的力压入。若按压安装工具的力过弱,则安装当然变得不充分。另一方面,无挡块的安装工具的情况下,若按压安装工具的力过强,则有时在夹头的安装完成后也有余势,将安装工具进一步压入。本实施方式的夹头安装工具60的情况下,即便按压安装工具的力过强,也是若挡块65的顶端抵接于成形模的内面则不将安装工具更多地压入,不将安装工具向成形模过度压入。由此,可防止夹头或成形模的损伤。
53.而且,汽车用座椅的背部的成形模中,在模具的内面或突条部的上表面起伏多,作业者所握住的安装工具容易成为相对于夹头安装位置倾斜的状态,无挡块的安装工具的情况下,有时仅位于安装工具的上下左右的任一个的夹头被牢固地按压于固定件。本实施方式的夹头安装工具60的情况下,通过视觉确认挡块65的顶端与成形模内面的距离,从而在使安装工具正对成形模的时间点,安装工具不易倾斜。
54.接下来,基于图2~5对夹头保持件的一例进行说明。
55.参照图2~4,夹头保持件10具有基部20、第一握持部40、第二握持部50及保持台30。第一握持部40、第二握持部50及保持台30如后述,均结合于基部20。基部20具有大致长方体的外形。第一握持部与第二握持部在基部的宽度方向(图的y方向)的两侧,对称地相向设置。
56.第一握持部40经由内置于基部20的宽度方向的单侧附近的、沿基部的长度方向(图的x方向)延伸的第一旋转轴42结合于基部。第一握持部能以第一旋转轴为中心旋转。图2、图3及图4a为第一握持部闭合的状态,图4b为第一握持部打开的状态。
57.在第一握持部40的顶端,形成有向内侧弯曲的钩状的第一卡止部41。此外,本说明书中,将基部的靠近宽度方向中心的一侧称为“内侧”,将远离所述中心的一侧称为“外侧”。在第一握持部闭合的状态下,第一卡止部卡止于夹头70的板状部71的边缘(图4a)。在第一握持部打开的状态下,第一卡止部的夹头的卡止解除(图4b)。此外,第一卡止部的形状不限于此,只要为在第一握持部闭合的状态下卡止于夹头,在第一握持部打开的状态下解除夹头的卡止的形状即可。例如,第一卡止部也可为从第一握持部的顶端附近的内侧面突出的销或突条部,也可为形成于第一握持部的顶端附近的内侧面的槽或凹处。
58.在基部20的内部,在第一旋转轴42的内侧,与第一旋转轴平行地固定有第一球塞43。球塞内置有弹簧,为下述零件,即:若挤压顶端的球则球向内部陷入,若从负荷释放则因弹簧的力而球还原。在第一握持部40,在面向第一球塞43的侧面的、比第一旋转轴42更靠内侧的两处,形成有球43a的承座45、46。承座为供球嵌入的凹处。通过第一球塞的球嵌入承座,从而将第一握持部以其旋转姿势锁定。通过在第一握持部闭合的状态下球嵌入承座45,
从而第一握持部以闭合的状态被锁定。通过在第一握持部打开的状态下球43a嵌入承座46,从而第一握持部以打开的状态被锁定。而且,若在第一握持部如此被锁定的状态下,施加欲使第一握持部旋转的、一定以上的大小的力,则球陷入球塞内部而解除锁定。本实施方式的第一锁定机构包含:第一球塞43,固定于基部;以及承座45、46,设于与第一旋转轴正交的第一握持部的侧面且面向第一球塞的第一握持部的侧面的两处。
59.第二握持部50、第二握持部具有的第二卡止部51、第二旋转轴52、承座55、56及随附于第二握持部的第二锁定机构(未图示)是与第一握持部40同样地构成。
60.第一握持部40与第二握持部50通过两握持部的旋转而顶端的开度变化。在握持部40、50闭合的状态下,第一卡止部41和第二卡止部51可从两侧卡止夹头的外缘而握持(图4a)。在握持部40、50打开的状态下,第一卡止部和第二卡止部对夹头的卡止解除(图4b)。
61.保持台30在由基部20、第一握持部40和第二握持部50所包围的空间内,与基部大致平行地设置。在载置夹头70的保持台的第一面31,形成有嵌入夹头的贯通孔72的凸部33,由此可在保持台上将夹头定位。保持台的宽度(图的y方向)形成为与夹头的宽度相同或稍宽。
62.在保持台30与基部20之间,配置有作为弹性构件的线圈弹簧36。保持台经由线圈弹簧36结合于基部。保持台在面向基部的第二面32的中心固定有支撑棒34,支撑棒穿插于线圈弹簧及设于基部的导孔21,在与保持台相反侧的端部固定有锁定销35。
63.参照图4a,在握持部40、50闭合的状态,线圈弹簧36处于中立或稍经压缩的状态,锁定销35接触基部20,由此在保持台的第一面31与卡止部41、51之间确保可保持夹头70的空隙。
64.在第一握持部40与第二握持部50的相向的面设有倾斜面47、57,随着从握持部的顶端侧朝向基部20侧而两握持部的间隔变窄。由此,参照图4b,随着将保持台30向基部20方向压入,保持台将第一握持部及第二握持部的倾斜面47、57向外侧挤压,两握持部40、50打开。
65.接下来,对夹头保持件10的使用方法进行说明。
66.图5a中,夹头保持件10为保持夹头70的状态。握持部40、50处于闭合的状态,两握持部经锁定。另一方面,在成形模的突条部,在规定的位置配置有夹头固定件80。使夹头正对固定件80并逐渐接近。
67.参照图5b,若将夹头70向固定件80压入,则两握持部40、50的锁定解除,进一步将夹头保持件10的保持台30向基部20侧压入,由此线圈弹簧36收缩,并且保持台将两握持部的倾斜面47、57向外侧挤压,将两握持部40、50逐渐打开。夹头保持件也可设为夹头直接将两握持部推开的结构,但如本实施方式那样保持台将两握持部推开的情况下,不会损伤夹头,因而优选。
68.参照图5c,若将夹头70进一步向固定件80压入,则夹头卡止于固定件,将夹头安装于成形模。此时,握持部40、50以打开的状态再次被锁定。
69.参照图5d,使夹头保持件10离开成形模。线圈弹簧36伸长而回到中立状态,保持台30离开两握持部的倾斜面47、57,但两握持部40、50以打开的状态被锁定。两卡止部41、51的间隔比夹头70的宽度更宽,因而夹头从第一卡止部41与第二卡止部51之间脱出。由此,使夹头保持件离开夹头时,多余的力不作用于夹头,从而无夹头被拖动而离开固定件80,或夹头
的位置偏离之虞。
70.而且,若使用所述结构的夹头保持件10,则压入力根据夹头的压入量而逐渐增加,因而能以使保持于安装工具的全部的夹头的压入量相等的方式,一边压入夹头一边修正安装工具的倾斜。因此,所述夹头保持件10特别适合用于将多个夹头一次安装于成形模那样的、本实施方式的夹头安装工具60。
71.符号的说明
72.10:夹头保持件
73.20:基部
74.21:导孔
75.30:保持台
76.31:保持台的第一面
77.32:保持台的第二面
78.33:凸部(夹头定位机构)
79.34:支撑棒
80.35:锁定销
81.36:线圈弹簧(弹性构件)
82.40:第一握持部
83.41:第一卡止部
84.42:第一旋转轴
85.43:第一球塞
86.45:承座(第一握持部闭合位置)
87.46:承座(第一握持部打开位置)
88.47:倾斜面
89.50:第二握持部
90.51:第二卡止部
91.52:第二旋转轴
92.55:承座(第二握持部闭合位置)
93.56:承座(第二握持部打开位置)
94.57:倾斜面
95.60:夹头安装工具
96.61:框架
97.62:狭缝
98.63:引导部
99.64:横梁
100.65:挡块
101.66:框架的第一面
102.67:横梁的第一面
103.70:夹头
104.71:板状部
105.72:贯通孔
106.73:卡止部
107.80:固定件
108.81:成形模
109.82:突条部
110.83:成形模的内面
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1