一种石墨烯气凝胶卷材成膜设备及成膜工艺的制作方法
1.本发明涉及成膜设备及工艺领域,特别是涉及一种石墨烯气凝胶卷材成膜设备及成膜工艺。
背景技术:
2.气凝胶是一种固体物质形态,世界上密度最小的固体。目前最轻的气凝胶仅有0.16mg/cm3,多孔性质衍生出的性能,比如优良的隔热性能,使得一寸厚的气凝胶相当于20至30块普通玻璃的隔热效果。
3.传统的气凝胶制备主要是将气凝胶的溶液通过低温处理,表面冻干,再进行真空干燥形成,此方法的缺点是反应时间长,多以片材为主,并助材料宽度有限,工业化成本高。
技术实现要素:
4.为解决上述技术问题,本发明提供一种石墨烯气凝胶卷材成膜设备及成膜工艺,大幅提高生产效率与材料利用率。
5.本发明采用如下技术方案:
6.一种石墨烯气凝胶卷材成膜设备,包括机柜、设置于所述机柜的进料传动轴、第一料箱、第一放料轴组件、第二放料轴组件、第一双辊座、第二料箱、第三放料轴组件、第四放料轴组件、第二双辊座、第五放料轴组件、第三双辊座;所述第一放料轴组件、第二放料轴组件分别设置于所述第一双辊座的两侧;所述第三放料轴组件、第四放料轴组件分别设置于所述第二双辊座的两侧;所述第五放料轴组件设置于所述第三双辊座的一侧。
7.对上述技术方案的进一步改进为,所述进料传动轴设置于所述第一料箱的一侧,所述进料传动轴、第一料箱之间还设有辅助轴。
8.对上述技术方案的进一步改进为,所述第一料箱、第一双辊座、第二料箱、第二双辊座、第三双辊座依次设置于所述机柜的上方。
9.对上述技术方案的进一步改进为,所述第一料箱、第二料箱均填充有浸涂浆料。
10.对上述技术方案的进一步改进为,所述第一放料轴组件、第二放料轴组件均包括有两个放料轴。
11.对上述技术方案的进一步改进为,所述第三放料轴组件、第四放料轴组件、第五放料轴组件均包括有一个放料轴。
12.对上述技术方案的进一步改进为,所述进料传动轴、第一放料轴组件、第二放料轴组件、第三放料轴组件、第四放料轴组件均卷设有基材。
13.对上述技术方案的进一步改进为,所述第五放料轴组件卷设有托底pet膜。
14.对上述技术方案的进一步改进为,所述第三双辊座背离所述第二双辊座的一侧设有收料轴。
15.一种石墨烯气凝胶卷材成膜工艺,包括如下步骤:
16.s1、将基材装入进料传动轴,基材的一端通过辅助轴进入装有浸涂浆料的第一料
箱,得到一次浸涂材料;
17.s2、一次浸涂材料进入第一双辊座,通过第一放料轴组件、第二放料轴组件对一次浸涂材料的两侧依次分别加入四层基材,通过调节第一双辊座的压力,让一次浸涂材料浸涂层的浆料同时浸入新加入的四层基材中,得到一次混合材料;
18.s3、步骤s2的一次混合材料进入装有浸涂浆料的第二料箱,充分浸涂后进入第二双辊座,得到二次浸涂材料,同时在二次浸涂材料的两侧通过第三放料轴组件、第四放料轴组件分别加入两层基材,得到二次混合材料;
19.s4、二次混合材料再进过第三双辊座,并在二次混合材料的下方通过第五放料轴组贴覆托底pet膜,通过第三双辊座的压力,将浸涂过的二次混合材料中的浸涂浆料进行叠层,托底pet膜确保材料中的浆料不外溢,从而送入干燥炉中进行干燥,得到待生成气凝胶的卷材。
20.本发明的有益效果为:
21.本发明通过石墨烯气凝胶卷材成膜设备及成膜工艺,提升石墨烯基复合气凝胶工业化效率,进而大幅提高生产效率与材料利用率。
附图说明
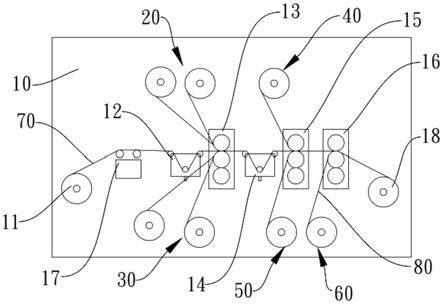
22.图1为本发明的石墨烯气凝胶卷材成膜设备的原理图;
23.图2为图1的石墨烯气凝胶卷材成膜设备的结构示意图;
24.图3为图1的石墨烯气凝胶卷材成膜设备的正视图。
具体实施方式
25.为更好地理解本发明,下面结合实施例对本发明作进一步说明,但是本发明的实施方式不限于此。
26.如图1至图3所示,一种石墨烯气凝胶卷材成膜设备,包括机柜10、设置于所述机柜10的进料传动轴11、第一料箱12、第一放料轴组件20、第二放料轴组件30、第一双辊座13、第二料箱14、第三放料轴组件40、第四放料轴组件50、第二双辊座15、第五放料轴组件60、第三双辊座16;所述第一放料轴组件20、第二放料轴组件30分别设置于所述第一双辊座13的两侧;所述第三放料轴组件40、第四放料轴组件50分别设置于所述第二双辊座15的两侧;所述第五放料轴组件60设置于所述第三双辊座16的一侧。
27.优选地,所述进料传动轴11设置于所述第一料箱12的一侧,所述进料传动轴11、第一料箱12之间还设有辅助轴17。其中进料传动轴11通过驱动电机等驱动装置工作,经过辅助轴17,顺利将基材运输,提供工作效率。
28.优选地,所述第一料箱12、第一双辊座13、第二料箱14、第二双辊座15、第三双辊座16依次设置于所述机柜10的上方。
29.优选地,所述第一料箱12、第二料箱14均填充有浸涂浆料。
30.优选地,所述第一放料轴组件20、第二放料轴组件30均包括有两个放料轴。在第一双辊座13分别设置两个放料轴,以便将四层基材加入到前一步骤的基材中。
31.优选地,所述第三放料轴组件40、第四放料轴组件50、第五放料轴组件60均包括有一个放料轴。
32.优选地,所述进料传动轴11、第一放料轴组件20、第二放料轴组件30、第三放料轴组件40、第四放料轴组件50均卷设有基材70。
33.优选地,所述第五放料轴组件60卷设有托底pet膜80。
34.优选地,所述第三双辊座16背离所述第二双辊座15的一侧设有收料轴18。
35.一种石墨烯气凝胶卷材成膜工艺,包括如下步骤:
36.s1、将基材70装入进料传动轴11,基材70的一端通过辅助轴17进入装有浸涂浆料的第一料箱12,得到一次浸涂材料;
37.s2、一次浸涂材料进入第一双辊座13,通过第一放料轴组件20、第二放料轴组件30对一次浸涂材料的两侧依次分别加入四层基材70,通过调节第一双辊座13的压力,让一次浸涂材料浸涂层的浆料同时浸入新加入的四层基材70中,得到一次混合材料;
38.s3、步骤s2的一次混合材料进入装有浸涂浆料的第二料箱14,充分浸涂后进入第二双辊座15,得到二次浸涂材料,同时在二次浸涂材料的两侧通过第三放料轴组件40、第四放料轴组件50分别加入两层基材70,得到二次混合材料;
39.s4、二次混合材料再进过第三双辊座16,并在二次混合材料的下方通过第五放料轴组贴覆托底pet膜80,通过第三双辊座16的压力,将浸涂过的二次混合材料中的浸涂浆料进行叠层,托底pet膜80确保材料中的浆料不外溢,从而送入干燥炉中进行干燥,得到待生成气凝胶的卷材
40.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1