一种发动机连杆自动化清洗检测装置及方法
1.本发明属于汽车零件清洗技术领域,涉及一种发动机连杆自动化清洗检测装置及方法。
背景技术:
2.连杆作为汽车发动机的重要零部件,工作中承受着很高的周期性载荷,其受力非常复杂,因此对连杆的装配要求很高。发动机连杆在进行一系列的机加工过程中,工件表面及缝隙处留有大量的残余金属碎屑及防锈油污垢,不仅容易划伤连杆精度要求极高的大小头内表面,还不利于连杆工作时的热量传递,严重影响连杆与发动机及曲轴装配后的工作性能。故在连杆加工完成后与打包保存前需增加一道总成清洗工序,以保证连杆进行装配前的表面清洁度。目前常见的连杆总成清洗工艺主要是人工高压水枪清洗、超声波清洗、高温高压喷淋清洗及其组合清洗工艺。清洗完后的连杆需要进行防锈后才能打包出库。
3.目前市面上发动机连杆的总成清洗装备大多自动化程度不高,清洗过程中需要大量的人工操作干预,工人需长期在机器处进行操作,受到来自机器运作、超声波清洗、高温高压喷淋清洗工序所产生的巨大工业噪音以及清洗液、防腐剂等化学试剂挥发的伤害,不利于保护员工健康,大量人工操作也制约着生产效率的提升和人工成本的控制。
4.目前常见的零件清洗方式包括超声波清洗和高压高温喷淋清洗,超声波清洗理论上只要工件处在声场中,各个面都能被清洗到,但实际清洗过程中,由于受到超声换能器放置方位的制约,清洗仓内的声场强度分布不均,声场强度高的地方更容易引起空化效应,清洗效果好,声场强度低的地方则不易引起空化效应,清洗效果差;而高温高压喷淋清洗是通过一定压力使高温清洗液直接高速冲刷工件表面,以达到清洗目的,它在单件清洗时能有较好的清洗效果,但在批量清洗中仍会面临清洗不均匀的问题。并且目前连杆小头通孔与衬套的缝隙结构,除了采用人工手持高压喷淋枪进行人工清洗外,并无更好的清洗办法可解决连杆小头通孔与衬套缝隙清洗问题,无法满足对连杆中与衬套缝隙之间更高清洁度的要求。
5.目前发动机连杆在进行总成清洗前后都需人工进行拆装,工作效率较低;发动机连杆清洗完毕组装好后,需人工检测连杆大小头内表面是否完好无损,有无划伤。由于连杆表面要求精度高,为保证产品最后的防锈效果,一般连杆进行总成清洗后的组装、检测、打包都会在同一个空调质检房里完成,由于场地的布局具有局限性,批量生产过程中,人工检测会因光线等客观因素及工人疲劳等主观因素导致质检效果及效率下降。
技术实现要素:
6.针对上述现有技术中存在的问题,本发明公布了一种发动机连杆自动化清洗检测装置,以期望提高工件表面清洁度及清洗效率,解决当前超声波清洗方式对发动机连杆小头通孔与衬套之间缝隙清洁度不足的问题,并实现机器视觉对发动机连杆的大小头通孔内表面质量的快速检测,以简化清洗及检测效率。
7.本发明具体公开一种发动机连杆自动化清洗检测装置,其特征在于,包括上料拆装器、下料拆装器、复合清洗机、环形传送带、第一机械手、清洗篮组、转盘运动组件、视觉检测单元、第二机械手、打包传送带、补磨传送带、废品传送带,其中所述复合清洗机设置于环形传送带上,所述清洗篮组放置于环形传送带上,所述复合清洗机用于对发动机连杆进行清洗、烘干以及防锈处理;所述上料拆装器位于复合清洗机的入口位置,所述上料拆装器用于将发动机连杆拆卸,并悬挂固定于清洗篮组内;所述下料拆装器位于复合清洗机的出口位置,所述下料拆装器用于将清洗完毕的发动机连杆组装;所述第一机械手位于下料拆装器的下一工序位置,所述第一机械手用于将清洗篮组中发动机连杆取出并转移至转盘运动组件上;所述视觉检测单元设置于转盘运动组件上方,所述视觉检测单元用于对发动机连杆表面质量进行检测,并依据检测结果控制第二机械手转移发动机连杆;所述第二机械手则设置于转盘运动组件的下一工序位置,且所述第二机械手用于将转盘运动组件上的发动机组件转移至打包传送带、补磨传送带或废品传送带进行后续处理。
8.进一步的,所述清洗篮组包括四组清洗篮,每组清洗篮均包括支撑架、以及由下至上依次平行设置的清洗槽固定层、连杆体放置层、端盖放置层、螺栓放置层,其中所述清洗槽固定层、连杆体放置层分别与支撑架水平固定连接;所述端盖放置层、螺栓放置层分别与支撑架活动连接,所述端盖放置层的一侧边与支撑架铰接,另一侧与支撑架无固定,且所述端盖放置层与支撑架铰接位置设有端盖放置层开关;所述螺栓放置层的一侧边与支撑架铰接,另一侧与支撑架无固定,且所述螺栓放置层与支撑架铰接位置设有螺栓放置层开关。
9.进一步的,所述上料拆装器与下料拆装器结构相同,均包括开关控制组件和拆装组件,所述拆装组件包括多个拆装单元,每个拆装单元内均设有两个螺栓夹具和一个抓手,所述抓手用于夹取发动机连杆的端盖部分,所述螺栓夹具设有螺栓槽,所述螺栓槽的中心位置设有通气孔,通过通气孔抽气形成负压将发动机连杆上螺栓吸取夹紧并扭转拆卸;所述开关控制组件用于控制端盖放置层开关或螺栓放置层开关的开闭。
10.进一步的,所述复合清洗机内设有多个工作仓,所述工作仓依次包括进料仓、超声波粗洗仓、超声波精洗仓、高压喷淋仓、超声波漂洗仓、冷风切干仓、防锈油喷淋仓以及热风烘干仓,所述清洗篮组由进料仓送入复合清洗机内部,并最终由出料仓将清洗篮组送出。
11.进一步的,所述复合清洗机内部的上方位置设有清洗篮轨道单元,所述清洗篮轨道单元包括同步液压提升系统、滑轨和多个吊钩,其中所述滑轨采用双层承重滑轨,所述同步液压提升系统固定于复合清洗机的顶部,且同步液压提升系统的提升部连接滑轨,所述滑轨保持水平;所述吊钩依次等间隔连接于滑轨下表面,且相邻吊钩间距与相邻工作仓间距一致。
12.进一步的,所述超声波粗洗仓和超声波精洗仓中分别设有清洗槽,所述清洗仓的底部设有多个旋转座,每个旋转座分别对应一个清洗篮组;所述清洗槽中左右两侧分别设有多个高频超声清洗头,前后两侧分别设有多个低频超声清洗头。
13.进一步的,所述低频超声清洗头包括两种频率的低频超声清洗头,即第一低频超声清洗头和第二低频超声清洗头,其中第二低频超声清洗头的频率是第一低频超声清洗头的偶数倍,所述第一低频超声清洗头和第二低频超声清洗头采用三角阵列分布,且位于同一行的第一低频超声清洗头和第二低频超声清洗头交替排列。
14.进一步的,所述转盘运动组件包括至少3个运动工位,所述视觉检测单元位于其中
一个运动工位上方,所述视觉检测单元包括旋转固定座、检测相机以及光源,所述旋转固定座平行于转盘运动组件,且所述发动机连杆中大头通孔、小头通孔上方分别对应一个旋转固定座,所述发动机连杆中大头通孔、小头通孔的中心轴线分别与正上方对应的旋转固定座旋转轴线重合,每个旋转固定座上均固定连接一个检测相机,且所述检测相机固定位置与旋转固定座的旋转轴线间隔设置,所述转盘运动组件正对视觉检测单元运动工位的下方设有所述光源。
15.此外本发明还公开了一种发动机连杆自动化清洗检测方法,其包括如下步骤:
16.s1.上料拆装器将发动机连杆进行拆卸并放置于环形传送带上的清洗篮组内,环形传送带带动清洗篮组向复合清洗机内移动;
17.s2.清洗篮组到达复合清洗机的进料仓位置后,复合清洗机内部的清洗篮轨道单元依次夹起清洗篮组进入超声波粗洗仓、超声波精洗仓、高压喷淋仓、超声波漂洗仓、冷风切干仓、防锈油喷淋仓以及热风烘干仓,并最终经出料仓由环形传送带送出至下料拆装器;
18.s3.下料拆装器将清洗篮组中发动机连杆组装后,由第一机械手依次取出并转移至转盘运动组件的工位上,转盘运动组件携带发动机连杆旋转至视觉检测单元下方;
19.s4.视觉检测单元针对发动机连杆的大小端头通孔进行图像数据采集,并根据图像数据分析发动机连杆大小头通孔的内表面划痕进行检测以及对发动机连杆的大小头通孔的边缘进行检测;
20.s5.检测完成后转盘运动组件继续携带发动机连杆旋转至第二机械手位置,第二机械手根据检测结果将发动机连杆转移至打包传送带、补磨传送带或废品传送带。
21.进一步的,所述视觉检测单元对发动机连杆的大小头孔内表面划痕进行检测的具体方法为:
22.首先将传进pc端的原图照片进行图像预处理,即原图照片进行滤波降噪、增强处理;
23.然后对照片中发动机连杆通孔的内表面进行定位处理,首先进行颜色识别:通过光源对孔内表面的照射,使通孔内表面颜色比其他不相关区域更亮,通过有色点对进行搜索范围确定,即分别利用灰度化处理、prewitt算子进行边缘提取、二值化处理后,再进行有色点对搜索;之后进行形状识别突出通孔内表面位置,对图像进行若干次形态学闭运算及腐蚀运算对内表面位置进行初步确定;接下来进行纹理识别,通过判断其横向存在字符间的高频变化来判定定位正确;
24.之后对只含通孔内表面的图像进行二值化处理,突出背景与划痕的灰度值差别,
25.通过横向和纵向投影的方式去除边框,仅保留通孔内表面中背景及划痕区域,并且将通孔边缘的线条去除;
26.接着对通孔内表面的划痕进行归一化处理,使图像中背景色位置为0,划痕位置为1;
27.通过识别图像是否存在非0判断通孔表面是否存在划痕:当仅存在0时则发动机连杆划痕检测合格,当存在1时,则发动机连杆划痕检测不合格,并且控制第二机械手将该发动机连杆转移至废品传送带。
28.进一步的,所述视觉检测单元对发动机连杆的大小头通孔边缘进行毛刺检测的具体方法为:
29.首先将传进pc端的原图照片进行图像预处理,即原图照片进行滤波降噪、增强处理;
30.然后对照片中发动机连杆通孔的内表面进行定位处理,首先进行颜色识别:通过光源对孔内表面的照射,使通孔内表面颜色比其他不相关区域更亮,通过有色点对进行搜索范围确定,即分别利用灰度化处理、prewitt算子进行边缘提取、二值化处理后,再进行有色点对搜索;之后进行形状识别突出通孔内表面位置,对图像进行若干次形态学闭运算及腐蚀运算对内表面位置进行初步确定;接下来进行纹理识别,通过判断其横向存在字符间的高频变化来判定定位是否正确;
31.之后通过模糊化处理和二值化处理将通孔边缘保留下来,并去掉通孔的内表面及其中的划痕;
32.然后对通孔边缘进行曲线拟合,并将拟合出来的曲线及真实边缘曲线的个点进行坐标读取;
33.最后利用坐标值计算孔边缘突出点与拟合曲线的垂直距离,当判断垂直距离大于0.5mm,则需进行补磨,将控制第二机械手将该发动机连杆转移至补磨传送带上,若判断垂直距离小于或等于0.5mm,则控制第二机械手将该发动机连杆转移至打包传送带。
34.1)本发明的发动机连杆自动化清洗检测装置充分运用自动化机械手及转盘夹具装夹方式,实现发动机连杆总成清洗的整个加工工序自动化,提高产品线的生产效率,降低人力成本。并且清洗过程中连杆自动拆卸,采用清洗篮组放置发动机连杆各部件,清洗完成后自动将连杆组合安装,所有工序自动化控制,可实现批量清洗,降低人工成本,并提高清洗效率。
35.2)本发明的发动机连杆自动化清洗检测装置采用联合高能聚焦的超声波清洗技术,利用高频产生的声流将微型空化气核送入缝隙内部,并通过低频超声波将在缝隙内部的微型空化气核激发诱成长变大并溃灭,其所产生的冲击波及微射流将缝隙内部的残余颗粒冲洗出来,既满足批量连杆全身清洗,同时解决连杆小头通孔中衬套缝隙清洗困难、清洁度低的问题;并且本发明中清洗篮组保持旋转,使全部发动机连杆都能位于声强较大的区域或被高温高压喷淋直接作用区域,使发动机连杆的得到均匀清洗,提高清洁效果。
36.3)本发明的发动机连杆自动化清洗检测装置采用视觉检测技术检测发动机连杆大小头通孔的内表面质量有无划伤,响应速率快,提高检测效率,同时减轻人工检测负担,避免人工批量检测过程中,由于人为因素,例如疲劳,而降低检测准确性。
附图说明
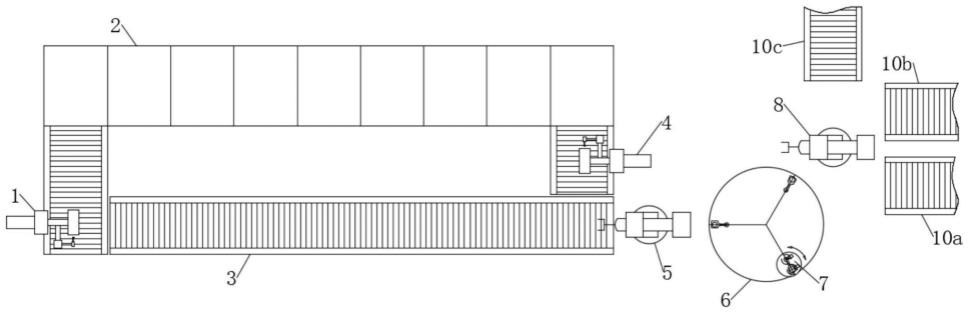
37.图1为本实施例中一种发动机连杆自动化清洗检测装置的结构示意图;
38.图2为本实施例中清洗篮组的组合示意图;
39.图3为本实施例中上料拆装器的结构示意图;
40.图4为本实施例上料拆装器的拆装组件的结构示意图;
41.图5为本实施例拆装组件种螺栓夹具的内部示意图;
42.图6为本实施例清洗篮中端盖放置层和螺栓放置层处于打开状态的结构示意图;
43.图7为本实施例清洗篮中端盖放置层和螺栓放置层处于关闭状态的结构示意图;
44.图8a-8e为本实施例中清洗篮轨道单元的工作过程示意图;其中图8a为清洗篮轨
道单元的初始状态图;图8b为清洗篮轨道单元下降勾取清洗篮组的示意图;图8c为清洗篮轨道单元提升清洗篮组并平移的示意图;图8d为清洗篮轨道单元下降放置清洗篮组的示意图;图8e为清洗篮轨道单元复位后的示意图;
45.图9为本实施例工作仓中清洗头与清洗篮组的位置示意图;
46.图10a和图10b分别为工作仓内的旋转座驱动清洗篮组旋转的过程示意图;其中图10a为清洗篮组旋转前的状态图;图10b为清洗篮组旋转后的状态图;
47.图11为本实施例中视觉检测单元的结构示意图;
48.图12为本实施例视觉检测单元中检测相机与发动机连杆的位置示意图;
49.图13为本实施例中视觉检测单元进行表面划痕检测的流程图;
50.图14为本实施例中视觉检测单元进行边缘毛刺检测的流程图。
具体实施方式
51.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
52.因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
53.实施例1:
54.结合图1所示,本实施例中公开了一种发动机连杆自动化清洗检测装置,其特征在于,包括上料拆装器1、下料拆装器4、复合清洗机2、环形传送带3、第一机械手5、清洗篮组、转盘运动组件6、视觉检测单元7、第二机械手8、打包传送带10c、补磨传送带10b、废品传送带10a,其中所述复合清洗机2设置于环形传送带3上,所述清洗篮组放置于环形传送带3上,所述复合清洗机2用于对发动机连杆进行清洗、烘干以及防锈处理;所述上料拆装器1位于复合清洗机2的入口位置,所述上料拆装器1用于将发动机连杆拆卸,并悬挂固定于清洗篮组内;所述下料拆装器4位于复合清洗机2的出口位置,所述下料拆装器4用于将清洗完毕的发动机连杆组装;所述第一机械手5位于下料拆装器4的下一工序位置,所述第一机械手5用于将清洗篮组中发动机连杆取出并转移至转盘运动组件6上;所述视觉检测单元7设置于转盘运动组件6上方,所述视觉检测单元7用于对发动机连杆表面质量进行检测,并依据检测结果控制第二机械手8转移发动机连杆;所述第二机械手8则设置于转盘运动组件6的下一工序位置,且所述第二机械手8用于将转盘运动组件6上的发动机组件转移至打包传送带10c、补磨传送带10b或废品传送带10a进行后续处理。
55.如图2所示,其中每个清洗篮组包括四组清洗篮9,结合图7-8所示,每组清洗篮9均包括支撑架、以及由下至上依次平行设置的清洗槽固定层91、连杆体放置层92、端盖放置层93、螺栓放置层94,其中所述清洗槽固定层91、连杆体放置层92分别与支撑架水平固定连接;所述端盖放置层93、螺栓放置层94分别与支撑架活动连接,所述端盖放置层93的一侧边
与支撑架铰接,另一侧与支撑架无固定,且所述端盖放置层93与支撑架铰接位置设有端盖放置层开关95;所述螺栓放置层94的一侧边与支撑架铰接,另一侧与支撑架无固定,且所述螺栓放置层94与支撑架铰接位置设有螺栓放置层开关96。
56.所述上料拆装器1与下料拆装器4结构相同,均包括开关控制组件11和拆装组件12,如图3-5所示,所述拆装组件12包括多个拆装单元,每个拆装单元内均设有两个螺栓夹具122和一个抓手121,所述抓手121用于夹取发动机连杆的端盖部分,所述螺栓夹具122设有螺栓槽,所述螺栓槽的中心位置设有通气孔,通过通气孔抽气形成负压将发动机连杆上螺栓吸取夹紧并扭转拆卸;所述开关控制组件11用于控制端盖放置层开关95或螺栓放置层开关96的开闭。本实施例中开关控制组件11负责控制清洗篮9的螺栓放置层94和端盖放置层93的开关状态,拆装组件12则负责对发动机连杆进行拆装。本实施例中拆装组件12设有四个相同的拆装单元,首先发动机连杆将放置于连杆体放置层92,拆装单元中抓手121直接抓住发动机连杆的端盖,螺栓夹具122通过抽气使通气孔内形成负压从而吸住发动机连杆上的螺栓,并对其进行扭转拆卸,此时螺栓和端盖一同离开发动机连杆体,发动机连杆体则仍放置于连杆体放置层92,拆装组件12携带端盖及螺栓升起,而开关控制组件11则控制端盖放置层开关95放下端盖放置层93,拆装组件12携带端盖及螺栓下降,且螺栓夹具122继续扭转拆卸螺栓,直至螺栓与端盖分离,将抓手121松开将端盖放置在端盖放置层93上,拆装组件12继续携带螺栓升起,开关控制组件11控制螺栓放置层开关96放下螺栓放置层94,随后拆装组件12携带螺栓下降,将螺栓放置在螺栓放置层94,螺栓夹具122中间的通气孔吹气,卸下螺栓,此时发动机连杆拆卸完成且放置在清洗栏中。当清洗完后发动机连杆由下料拆装器4进行与上述步骤相反的操作将发动机连杆的组件重新组装。
57.所述复合清洗机2内设有多个工作仓22,所述工作仓22依次包括进料仓、超声波粗洗仓、超声波精洗仓、高压喷淋仓、超声波漂洗仓、冷风切干仓、防锈油喷淋仓以及热风烘干仓,所述清洗篮组由进料仓送入复合清洗机2内部,并最终由出料仓将清洗篮组送出;所述复合清洗机2内部的上方位置设有清洗篮轨道单元21,所述清洗篮轨道单元21包括同步液压提升系统211、滑轨212和多个吊钩213,其中所述滑轨212采用双层承重滑轨,所述同步液压提升系统211固定于复合清洗机2的顶部,且同步液压提升系统211的提升部连接滑轨212,所述滑轨212保持水平;所述吊钩213依次等间隔连接于滑轨212下表面,且相邻吊钩213间距与相邻工作仓22间距一致。结合图8a-8e所示,在清洗过程中清洗篮轨道单元21首先移动至进料仓上方,同步液压提升系统211驱动吊钩213下降并勾取清洗篮9,然后同步液压提升系统211从进料仓平稳提升清洗篮9,并沿双层承重滑轨移动一个工位,清洗栏到达超声波粗洗仓上方,清洗篮轨道单元21中同步液压提升系统211将清洗篮9放下,清洗篮9放置到超声波粗洗仓中,吊钩213与清洗篮9脱离且上升恢复原位,当清洗10-15min后,吊钩213再次放下,重复上述步骤过程将清洗篮9转移至下一工作仓22,通过清洗篮轨道单元21的运作可将清洗篮9依次经过进料仓、超声波粗洗仓、超声波精洗仓、高压喷淋仓、超声波漂洗仓、冷风切干仓、防锈油喷淋仓、热风烘干仓、出料仓。最终完成清洗过程。
58.所述超声波粗洗仓和超声波精洗仓中分别设有清洗槽,所述清洗仓的底部设有多个旋转座,每个旋转座分别对应一个清洗篮组;结合图9所示,所述清洗槽中左右两侧分别设有多个高频超声清洗头,前后两侧则分别设有多个低频超声清洗头,所述低频超声清洗头包括两种频率的低频超声清洗头,即第一低频超声清洗头和第二低频超声清洗头,其中
第二低频超声清洗头的频率是第一低频超声清洗头的偶数倍,所述第一低频超声清洗头和第二低频超声清洗头采用三角阵列分布,且位于同一行的第一低频超声清洗头和第二低频超声清洗头交替排列。本技术中的超声波清洗采用联合高能聚焦的超声波复频清洗,普通超声波采用两种较低的频率以使清洗仓内的声波能量更加均匀,避免纵波现象过于突出,例如其中一种超声波频率为25khz—50khz,则另一个超声波频率为它的双数倍,本实施例中通过采用双低频的超声波来最大限度激发空化效应,使空化气泡长大并崩溃产生冲击波和微射流,对连杆整体达到良好的清洁效果。并且由于发动机连杆的小头通孔与衬套缝隙内金属颗粒多且不易被清洗出来,而低频激发的空化气泡太大无法进入缝隙内部,因此本实施例中首先采用高能聚焦超声波激发微型空化气核,其频率为500khz—2mhz,利用高频产生的声流将微型空化气核送入缝隙内部,再通过低频超声波将缝隙内部的微型空化气核激发,使微型空化气核成长变大并溃灭,其所产生的冲击波及微射流将缝隙内部的残余颗粒冲洗出来,进而达到全面清洗目的。
59.并且结合附图10a和10b所示,本实施例中清洗槽的左右侧各有四个由高频超声振子、变幅杆、工具头组成的高能聚焦清洗头,该请洗头安装在发动机连杆小头通孔端面的前方,前后方向则各设有多排的两种频率的低频超声振子,两种频率的低频超声振子以三角形阵列分布进行分布,三角形边长为频率波长的倍(=0.5,1,2,...),且两种频率的振子交替排列。在实际清洗过程中,清洗篮9放置于清洗槽底部的旋转座上,当清洗5—7.5min后,清洗槽底部的旋转座2带动清洗篮9旋转180
°
,将位于清洗槽内部中心区域的发动机连杆转换到高能聚焦超声工具头附近处清洗,该结构不仅确保进行批量清洗的同时实现整个清洗仓内所有连杆的均匀清洗
60.所述转盘运动组件6包括至少3个运动工位,所述视觉检测单元7位于其中一个运动工位上方,结合图11和图12所示,所述视觉检测单元7包括旋转固定座73、检测相机72以及光源71,所述旋转固定座73平行于转盘运动组件6,且所述发动机连杆中大头通孔、小头通孔上方分别对应一个旋转固定座73,所述发动机连杆中大头通孔、小头通孔的中心轴线分别与正上方对应的旋转固定座73旋转轴线重合,每个旋转固定座73上均固定连接一个检测相机72,且所述检测相机72固定位置与旋转固定座73的的旋转轴线之间设有一定间距,所述转盘运动组件6正对视觉检测单元7运动工位的下方设有所述光源71。
61.所述转盘运动组件6与视觉检测单元7配合可对发动机连杆的表面质量检测,第一机械手5将组装完成的发动机连杆由清洗篮9中取出,并放置于转盘运动组件6的运动工位上,所述转盘运动组件6旋转将发动机连杆送至视觉检测单元7所在的运动工位;视觉检测单元7对发动机连杆连杆的大小头通孔的内表面质量进行检测:当位于下方的光源71打在发动机连杆的大小头通孔的内表面时,如果内表面上有划伤的痕迹,划伤处所反射出的光会比正常表面反射出来的光更亮或暗。经过光源71打光,检测相机72镜头调焦并拍摄原图,利用图像采集卡采集原图的灰度信息,并经过pc处理器程序算法滤波处理后,利用阈值化处理方式识别图像有无划痕的边缘特征,通过算子运算得出划痕的形态及长度,若检测无划痕,则判定发动机连杆合格,若检测出划痕边缘特征,则发动机连杆不合格,同时将运算得出划痕的形态及长度传至后端技术人员进行分析处理。
62.同时在对发动机连杆表面质量检测完毕后,通过对原图进行大小头通孔的边缘的毛刺检测判断有无毛刺,若判断连杆的大小头通孔边缘有毛刺,则将毛刺检测不合格的发
动机连杆送至补磨传送带10b进行后续补磨处理。
63.需注意的是,本实施例中检测相机72位于发动机连杆的上方且以一定角度进行拍摄,由于连杆大小头的通孔空间限制,检测相机72拍摄发动机连杆大小头通孔内表面的照片无法完全覆盖半圈的范围,因此,需要在第一张照片拍摄完毕后,检测相机72旋转120
°
继续拍摄,在第二张照片拍摄完毕后,检测相机72再次分别旋转120
°
继续拍摄第三张照片,然后再把拍摄照片打包至pc端进行合并以及检测处理。当检测完毕后转盘运动组件6将发动机连杆转至接近第二机械手8的位置,检测相机72则复位。
64.实施例2:
65.本实施例2中公开了一种发动机连杆自动化清洗检测方法,其包括如下步骤:
66.s1.上料拆装器将发动机连杆进行拆卸并放置于环形传送带上的清洗篮组内,环形传送带带动清洗篮组向复合清洗机内移动;
67.s2.清洗篮组到达复合清洗机的进料仓位置后,复合清洗机内部的清洗篮轨道单元依次夹起清洗篮组进入超声波粗洗仓、超声波精洗仓、高压喷淋仓、超声波漂洗仓、冷风切干仓、防锈油喷淋仓以及热风烘干仓,并最终经出料仓由环形传送带送出至下料拆装器;
68.s3.下料拆装器将清洗篮组中发动机连杆组装后,由第一机械手依次取出并转移至转盘运动组件的工位上,转盘运动组件携带发动机连杆旋转至视觉检测单元下方;
69.s4.视觉检测单元针对发动机连杆的大小端头通孔进行图像数据采集,并根据图像数据分析发动机连杆大小头通孔的内表面划痕进行检测以及对发动机连杆的大小头通孔的边缘进行检测;
70.s5.检测完成后转盘运动组件继续携带发动机连杆旋转至第二机械手位置,第二机械手根据检测结果将发动机连杆转移至打包传送带、补磨传送带或废品传送带。
71.更详细的,如图13所示,视觉检测单元7对发动机连杆的大小头孔内表面划痕进行检测的具体方法为:
72.首先将传进pc端的原图照片进行图像预处理,即原图照片进行滤波降噪、增强处理;
73.然后对照片中发动机连杆通孔的内表面进行定位处理,首先进行颜色识别:通过光源71对孔内表面的照射,使通孔内表面颜色比其他不相关区域更亮,通过有色点对进行搜索范围确定,即分别利用灰度化处理、prewitt算子进行边缘提取、二值化处理后,再进行有色点对搜索;之后进行形状识别突出通孔内表面位置,对图像进行若干次形态学闭运算及腐蚀运算对内表面位置进行初步确定;接下来进行纹理识别,通过判断其横向存在字符间的高频变化来判定定位正确。
74.之后对只含通孔内表面的图像进行二值化处理,突出背景与划痕的灰度值差别,
75.通过横向和纵向投影的方式去除边框,仅保留通孔内表面中背景及划痕区域,并且将通孔边缘的线条去除;
76.接着对通孔内表面的划痕进行归一化处理,使图像中背景色归0,划痕归1;
77.通过识别图像是否存在非0判断通孔表面是否存在划痕:当仅存在0时则发动机连杆划痕检测合格,当存在1时,则发动机连杆划痕检测不合格,并且控制第二机械手8将该发动机连杆转移至废品传送带10a。
78.更近一步的,如图14所示,本实施例中对发动机连杆的大小头通孔边缘进行毛刺
检测的具体方法为:
79.首先将传进pc端的原图照片进行图像预处理,即原图照片进行滤波降噪、增强处理;
80.然后对照片中发动机连杆通孔的内表面进行定位处理,首先进行颜色识别:通过光源71对孔内表面的照射,使通孔内表面颜色比其他不相关区域更亮,通过有色点对进行搜索范围确定,即分别利用灰度化处理、prewitt算子进行边缘提取、二值化处理后,再进行有色点对搜索;之后进行形状识别突出通孔内表面位置,对图像进行若干次形态学闭运算及腐蚀运算对内表面位置进行初步确定;接下来进行纹理识别,通过判断其横向存在字符间的高频变化来判定定位是否正确。
81.之后通过模糊化处理和二值化处理将通孔边缘保留下来,并去掉通孔的内表面及其中的划痕;
82.然后对通孔边缘进行曲线拟合,并将拟合出来的曲线及真实边缘曲线的个点进行坐标读取;
83.最后利用坐标值计算孔边缘突出点与拟合曲线的垂直距离,当判断垂直距离大于0.5mm,则需进行补磨,将控制第二机械手8将该发动机连杆转移至补磨传送带10b上,若判断垂直距离小于或等于0.5mm,则控制第二机械手8将该发动机连杆转移至打包传送带10c。
84.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1