一种秸秆固化成型环保燃料制造系统的制作方法
1.本发明属于环保能源技术领域,具体的说是一种秸秆固化成型环保燃料制造系统。
背景技术:
2.秸秆固化成型,秸秆固化成型技术是采用稻草秸秆、麦秸秆、玉米秸秆等农业废弃物作为原材料,通过专用设备秸秆压块机经过粉碎处理、压缩处理等工艺,压制成一种可直接燃烧的固体生物质燃料。将准备压制的秸秆进行铡切或揉丝,其长度50mm以下,含水率控制在10~25%范围内,经上料输送机将物料送入进料口,通过主轴转动,带动压辊转动,并经过压辊的自转,物料被强制从模型孔中成块状挤出,并从出料口落下,回凉后(含水率不能超过14%),装袋包装。固化成型后的生物质颗粒燃料比重大、体积小,便于储存和运输, 是优质固体燃料,其热值可达3200
‑
4500大卡,具有易燃灰分少、成本低等特点,可替代木柴、原煤等燃料,广泛应用于取暖、生活炉灶、工业锅炉、生物质发电厂等。秸秆压块燃料作为新的商品能源已在各个行业得到了大量的使用。而且因其密度高、热值高、形状规则、流动性好,很方便的可以实现燃烧自动控制,可以为企业节省大额的能源成本。
3.现有的大部分秸秆固化成型环保燃料制造系统仅仅是能够实现对秸秆固化成型的功能,而没有针对秸秆固化成型时需要耗费较高成本的问题进行解决;因此,秸秆固化成型环保燃料制造系统能够降低秸秆固化成型的成本,将能够使秸秆燃料更好的代替其他能源,使秸秆燃料具有更好的市场发展前景。
技术实现要素:
4.为了弥补现有技术的不足,本发明提出的一种秸秆固化成型环保燃料制造系统。本发明主要用于解决现有技术中秸秆固化成型过程需要耗费较高成本的问题。
5.本发明解决其技术问题所采用的技术方案是:一种秸秆固化成型环保燃料制造系统,包括支撑架、输送部件、切料部件、粉碎部件、研磨部件和成型部件;所述支撑架上端设置所述输送部件;所述输送部件一端设置所述切料部件;所述切料部件下端设置所述粉碎部件;所述粉碎部件下端设置所述研磨部件;所述研磨部件一侧设置所述成型部件。
6.工作时,输送部件将秸秆输送到切料部件位置,切料部件将秸秆切断,由于切料部件下方设置粉碎部件,所以切断的秸秆在重力作用下落如粉碎部件中,通过粉碎部件将切断的秸秆进一步粉碎,粉碎后的秸秆落如研磨部件,然后研磨部件将秸秆研磨成粉末状,再将粉末状的秸秆由研磨部件排入成型部件,通过成型部件将秸秆压制然后制得成品的秸秆燃料;整个秸秆固化成型环保燃料制造系统布置合理、运行流畅,缩短了秸秆燃料的制造时间,降低了秸秆燃料的制造成本,有利于秸秆燃料的大规模推广。
7.优选的,所述输送部件包括一号转动轴、二号转动轴、一号输送带、二号输送带和一号电机;两个所述一号转动轴转动连接在所述支撑架上;两个所述一号转动轴之间通过所述一号输送带传动;所述一号输送带为链板线组成;所述一号输送带上沿传动方向均匀
间隔设置薄板;所述薄板与所述一号输送带固定连接;所述一号输送带上方设置所述二号输送带;两个所述二号转动轴转动连接在所述支撑架上;两个所述二号转动轴之间通过所述二号输送带传动;所述二号输送带表面上均匀间隔设置刀片;其中一个所述一号转动轴一端固定连接一号齿轮;其中一个二号转动轴一端固定连接所述二号齿轮;所述一号齿轮与所述二号齿轮啮合;其中另一个所述一号转动轴一端固定连接带轮;所述带轮通过皮带与所述一号电机连接。
8.工作时,启动一号电机带动一号输送带传动,在一号输送带上设置由薄板,防止了秸秆在一号输送带上滑动;设置一号输送带为链板线组成,提升了一号输送带的强度;一号输送带将秸秆输送到一号输送带和二号输送带之间的位置,在二号输送带上设置了刀片,进入一号输送带和二号输送带之间的秸秆会被刀片切断,便于切料部件更好的将秸秆切碎;一号输送带和二号输送带配合还可以将体积大和形状不规范的秸秆压扁,方便了秸秆固化成型环保燃料制造系统对秸秆的加工。
9.优选的,所述切料部件包括转盘、切刀和二号电机;所述转盘与所述二号电机的电机轴固定连接;所述二号电机固定连接在所述支撑架上;所述转盘上沿圆周方向均匀间隔设置凸台;所述转盘上沿径向设置所述切刀;所述切刀端部与所述凸台固定连接;在所述切料部件与所述输送部件之间设置挡块;所述挡块固定连接在所述支撑架上。
10.启动二号电机带动转盘转动,转盘带动切刀旋转进而将秸秆切碎;在切料部件与输送部件之间设置挡块,由于切料部件是通过转盘上切刀的旋转进而完成对秸秆的切碎过程,所以挡块可以配合旋转的切刀将秸秆切碎,避免秸秆钩挂在切刀上。
11.优选的,所述转盘上设置凹槽;所述凹槽在所述切刀下方;所述凹槽内转动连接辊子。
12.由于切刀与转盘之间有缝隙,在切刀对秸秆进行切碎处理时,秸秆会卡在切刀与转盘之间的缝隙中,从而降低切料部件的效率,在转盘上设置辊子,当秸秆卡在切刀与转盘之间的缝隙中,由于辊子与转盘转动连接,会导致卡在切刀与转盘之间的秸秆自动脱落,避免了切刀的损伤,进而提高了切料部件的使用寿命。
13.优选的,所述粉碎部件包括底板、支撑圆筒、一号切削盘、二号切削盘、挡板和三号电机;所述底板固定连接在所述支撑架上;所述底板上固定连接所述支撑圆筒;所述一号切削盘沿轴向均匀间隔设置在所述支撑圆筒内部;所述一号切削盘与所述支撑圆筒固定连接;所述一号切削盘上沿径向均匀间隔设置一号切削刀;所述一号切削盘上转动连接所述二号切削盘;所述二号切削盘上沿径向均匀间隔设置二号切削刀;所述二号切削盘外设置一号齿边;所述支撑圆筒上有齿轮槽;所述三号电机固定连接在所述支撑架上;所述三号电机上固定连接三号齿轮;所述一号齿边与所述三号齿轮啮合;所述挡板设置在所述一号切削盘下方;所述挡板与所述支撑圆筒固定连接;所述挡板一侧设置有出料口;所述出料口设置在所述支撑圆筒上。
14.工作时,被切料部件切碎的秸秆落入支撑圆筒中,启动三号电机带动二号切削盘转动,使二号切削盘上的二号切削刀与一号切削盘上的一号切削刀相对转动,进而使粉碎部件完成对秸秆的粉碎过程;当二号切削盘与一号切削盘相对运动时,二号切削盘与一号切削盘之间能够使秸秆通过的缝隙很小,所以可以通过控制三号电机的转速来控制秸秆在粉碎部件中被加工的时间;支撑圆筒内沿轴向均匀间隔设置一号切削盘和二号切削盘,使
秸秆经过多重粉碎,使秸秆被粉碎的效果更好,方便后续研磨部件对秸秆的研磨。
15.优选的,所述二号切削盘上方设置吹气环;所述吹气环固定连接在所述支撑圆筒内;所述吹气环内部沿圆周方向设置有吹气槽。
16.在支撑圆筒上设置吹气环,可以对二号切削盘上的秸秆进行吹气干燥,由于二号切削盘始终在旋转,所以在二号切削盘上的秸秆会因为离心力的作用产生离心运动,进而导致秸秆更加靠近支撑筒壁,在吹气环内部沿圆周方向设置吹气槽,吹气环吹气时可以将秸秆往中心部分吹,方便切碎的秸秆下落;吹气环四周同时吹气可以加快秸秆干燥的速度,使研磨部件对秸秆的研磨更加方便。
17.优选的,所述研磨部件包括一号研磨盘、二号研磨盘、侧板和四号电机;所述一号研磨盘设置在所述支撑圆筒外;所述一号研磨盘固定连接在所述底板上;所述一号研磨盘上方设置所述二号研磨盘;所述二号研磨盘侧面设置沟槽;在所述支撑架上沿圆周方向均匀间隔设置支撑轮;所述支撑轮在所述沟槽内滚动;所述所述二号研磨盘上设置有二号齿边;所述四号电机固定连接在所述支撑架上;所述四号电机的电机轴上固定连接四号齿轮;所述四号齿轮与所述二号齿边啮合;所述一号研磨盘外表面设置所述侧板;所述侧板下端与所述底板固定连接;所述侧板上设置有管道;所述管道一端与所述侧板固定连接;所述管道另一端与所述成型部件固定连接。
18.工作时,经过粉碎部件粉碎的秸秆从出料口落如研磨部件,启动四号电机带动二号研磨盘转动,二号研磨盘与一号研磨盘相对运动将秸秆研磨的更加细碎;由于二号研磨盘带动秸秆转动会产生离心力,离心力使秸秆粉末产生离心运动,进而使秸秆粉末可以通过管道排入成型部件。
19.优选的,所述一号切削刀的两侧设置有刀刃;所述二号切削刀的两侧也设置有刀刃。
20.设置一号切削刀的两侧设置有刀刃,二号切削刀的两侧也设置有刀刃,使一号切削刀与二号切削刀两侧都可以对秸秆进行切削,进而提升了一号切削刀和二号切削刀对秸秆切削效果更好,使秸秆被加工的更加粉碎,方便后续研磨部件对秸秆的研磨。
21.本发明的有益效果如下:
22.1.本发明中通过输送部件将秸秆输送到切料部件位置,切料部件将秸秆切断,由于切料部件下方设置粉碎部件,所以切断的秸秆在重力作用下落如粉碎部件中,通过粉碎部件将切断的秸秆进一步粉碎,粉碎后的秸秆落如研磨部件,然后研磨部件将秸秆研磨成粉末状,再将粉末状的秸秆由研磨部件排入成型部件,通过成型部件将秸秆压制然后制得成品的秸秆燃料;整个秸秆固化成型环保燃料制造系统布置合理、运行流畅,缩短了秸秆燃料的制造时间,降低了秸秆燃料的制造成本,有利于秸秆燃料的大规模推广。
23.2.本发明中通过启动一号电机带动一号输送带传动,在一号输送带上设置由薄板,防止了秸秆在一号输送带上滑动;设置一号输送带为链板线组成,提升了一号输送带的强度;一号输送带将秸秆输送到一号输送带和二号输送带之间的位置,在二号输送带上设置了刀片,进入一号输送带和二号输送带之间的秸秆会被刀片切断,便于切料部件更好的将秸秆切碎;一号输送带和二号输送带配合还可以将体积大和形状不规范的秸秆压扁,方便了秸秆固化成型环保燃料制造系统对秸秆的加工。
24.3.本发明中通过启动二号电机带动转盘转动,转盘带动切刀旋转进而将秸秆切
碎;在切料部件与输送部件之间设置挡块,由于切料部件是通过转盘上切刀的旋转进而完成对秸秆的切碎过程,所以挡块可以配合旋转的切刀将秸秆切碎,避免秸秆钩挂在切刀上。
25.4.本发明中由于切刀与转盘之间有缝隙,在切刀对秸秆进行切碎处理时,秸秆会卡在切刀与转盘之间的缝隙中,从而降低切料部件的效率,在转盘上设置辊子,当秸秆卡在切刀与转盘之间的缝隙中,由于辊子与转盘转动连接,会导致卡在切刀与转盘之间的秸秆自动脱落,避免了切刀的损伤,进而提高了切料部件的使用寿命。
26.5.本发明中当被切料部件切碎的秸秆落入支撑圆筒中,启动三号电机带动二号切削盘转动,使二号切削盘上的二号切削刀与一号切削盘上的一号切削刀相对转动,进而使粉碎部件完成对秸秆的粉碎过程;当二号切削盘与一号切削盘相对运动时,二号切削盘与一号切削盘之间能够使秸秆通过的缝隙很小,所以可以通过控制三号电机的转速来控制秸秆在粉碎部件中被加工的时间;支撑圆筒内沿轴向均匀间隔设置一号切削盘和二号切削盘,使秸秆经过多重粉碎,使秸秆被粉碎的效果更好,方便后续研磨部件对秸秆的研磨。
附图说明
27.下面结合附图对本发明作进一步说明。
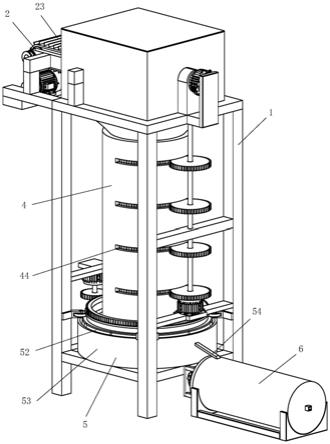
28.图1是本发明中秸秆固化成型环保燃料制造系统的整体结构示意图;
29.图2是本发明中秸秆固化成型环保燃料制造系统的内部结构示意图;
30.图3是本发明中一号输送带和二号输送带的结构示意图;
31.图4是本发明中切料部件的结构示意图;
32.图5是本发明中切料部件的内部结构示意图;
33.图6是本发明中一号切削盘和二号切削盘的结构示意图;
34.图7是本发明中一号切削刀和二号切削刀的结构示意图;
35.图8是本发明中研磨部件的结构示意图;
36.图9是本发明中吹气环的结构示意图;
37.图中:支撑架1、输送部件2、一号转动轴21、二号转动轴22、一号输送带23、二号输送带24、薄板25、刀片26、切料部件3、转盘31、切刀32、辊子33、粉碎部件4、底板41、支撑圆筒42、一号切削盘43、一号切削刀431、二号切削盘44、二号切削刀441、挡板45、出料口46、吹气环47、吹气槽471、研磨部件5、一号研磨盘51、二号研磨盘 52、侧板53、管道54、成型部件6。
具体实施方式
38.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
39.如图1和图2所示,一种秸秆固化成型环保燃料制造系统,包括支撑架1、输送部件2、切料部件3、粉碎部件4、研磨部件5和成型部件6;所述支撑架1上端设置所述输送部件 2;所述输送部件2一端设置所述切料部件3;所述切料部件3下端设置所述粉碎部件4;所述粉碎部件4下端设置所述研磨部件5;所述研磨部件5一侧设置所述成型部件6。
40.工作时,输送部件2将秸秆输送到切料部件3位置,切料部件3将秸秆切断,由于切料部件3下方设置粉碎部件4,所以切断的秸秆在重力作用下落如粉碎部件4中,通过粉碎部件4将切断的秸秆进一步粉碎,粉碎后的秸秆落如研磨部件5,然后研磨部件5将秸秆研磨成
粉末状,再将粉末状的秸秆由研磨部件5排入成型部件6,通过成型部件6将秸秆压制然后制得成品的秸秆燃料;整个秸秆固化成型环保燃料制造系统布置合理、运行流畅,缩短了秸秆燃料的制造时间,降低了秸秆燃料的制造成本,有利于秸秆燃料的大规模推广。
41.如图2和图3所示,所述输送部件2包括一号转动轴21、二号转动轴22、一号输送带23、二号输送带24和一号电机;两个所述一号转动轴21转动连接在所述支撑架1上;两个所述一号转动轴21之间通过所述一号输送带23传动;所述一号输送带23为链板线组成;所述一号输送带23上沿传动方向均匀间隔设置薄板25;所述薄板25与所述一号输送带23固定连接;所述一号输送带23上方设置所述二号输送带24;两个所述二号转动轴 22转动连接在所述支撑架1上;两个所述二号转动轴22之间通过所述二号输送带24传动;所述二号输送带24表面上均匀间隔设置刀片26;其中一个所述一号转动轴21一端固定连接一号齿轮;其中一个二号转动轴22一端固定连接所述二号齿轮;所述一号齿轮与所述二号齿轮啮合;其中另一个所述一号转动轴21一端固定连接带轮;所述带轮通过皮带与所述一号电机连接。
42.工作时,启动一号电机带动一号输送带23传动,在一号输送带23上设置由薄板25,防止了秸秆在一号输送带23上滑动;设置一号输送带23为链板线组成,提升了一号输送带23的强度;一号输送带23将秸秆输送到一号输送带23和二号输送带24之间的位置,在二号输送带24上设置了刀片26,进入一号输送带23和二号输送带24之间的秸秆会被刀片26切断,便于切料部件3更好的将秸秆切碎;一号输送带23和二号输送带24配合还可以将体积大和形状不规范的秸秆压扁,方便了秸秆固化成型环保燃料制造系统对秸秆的加工。
43.如图2、图4和图5所示,所述切料部件3包括转盘31、切刀32和二号电机;所述转盘31与所述二号电机的电机轴固定连接;所述二号电机固定连接在所述支撑架1上;所述转盘31上沿圆周方向均匀间隔设置凸台;所述转盘31上沿径向设置所述切刀32;所述切刀32端部与所述凸台固定连接;在所述切料部件3与所述输送部件2之间设置挡块;所述挡块固定连接在所述支撑架1上。
44.启动二号电机带动转盘31转动,转盘31带动切刀32旋转进而将秸秆切碎;在切料部件3与输送部件2之间设置挡块,由于切料部件3是通过转盘31上切刀32的旋转进而完成对秸秆的切碎过程,所以挡块可以配合旋转的切刀32将秸秆切碎,避免秸秆钩挂在切刀32上。
45.如图4和图5所示,所述转盘31上设置凹槽;所述凹槽在所述切刀32下方;所述凹槽内转动连接辊子33。
46.由于切刀32与转盘31之间有缝隙,在切刀32对秸秆进行切碎处理时,秸秆会卡在切刀32与转盘31之间的缝隙中,从而降低切料部件3的效率,在转盘31上设置辊子33,当秸秆卡在切刀32与转盘31之间的缝隙中,由于辊子33与转盘31转动连接,会导致卡在切刀32与转盘31之间的秸秆自动脱落,避免了切刀32的损伤,进而提高了切料部件3 的使用寿命。
47.如图2、图6和图7所示,所述粉碎部件4包括底板41、支撑圆筒42、一号切削盘 43、二号切削盘44、挡板45和三号电机;所述底板41固定连接在所述支撑架1上;所述底板41上固定连接所述支撑圆筒42;所述一号切削盘43沿轴向均匀间隔设置在所述支撑圆筒42内部;所述一号切削盘43与所述支撑圆筒42固定连接;所述一号切削盘43上沿径向均匀间隔设置一号切削刀431;所述一号切削盘43上转动连接所述二号切削盘44;所述二号切削盘44上沿径向均匀间隔设置二号切削刀441;所述二号切削盘44外设置一号齿边;所述支撑圆筒
42上有齿轮槽;所述三号电机固定连接在所述支撑架1上;所述三号电机上固定连接三号齿轮;所述一号齿边与所述三号齿轮啮合;所述挡板45设置在所述一号切削盘43下方;所述挡板45与所述支撑圆筒42固定连接;所述挡板45一侧设置有出料口46;所述出料口46设置在所述支撑圆筒42上。
48.工作时,被切料部件3切碎的秸秆落入支撑圆筒42中,启动三号电机带动二号切削盘44转动,使二号切削盘44上的二号切削刀441与一号切削盘43上的一号切削刀431 相对转动,进而使粉碎部件4完成对秸秆的粉碎过程;当二号切削盘44与一号切削盘43 相对运动时,二号切削盘44与一号切削盘43之间能够使秸秆通过的缝隙很小,所以可以通过控制三号电机的转速来控制秸秆在粉碎部件4中被加工的时间;支撑圆筒42内沿轴向均匀间隔设置一号切削盘43和二号切削盘44,使秸秆经过多重粉碎,使秸秆被粉碎的效果更好,方便后续研磨部件5对秸秆的研磨。
49.如图2和图9所示,所述二号切削盘44上方设置吹气环47;所述吹气环47固定连接在所述支撑圆筒42内;所述吹气环47内部沿圆周方向设置有吹气槽471。
50.在支撑圆筒42上设置吹气环47,可以对二号切削盘44上的秸秆进行吹气干燥,由于二号切削盘44始终在旋转,所以在二号切削盘44上的秸秆会因为离心力的作用产生离心运动,进而导致秸秆更加靠近支撑圆筒42壁,在吹气环47内部沿圆周方向设置吹气槽471,吹气环47吹气时可以将秸秆往中心部分吹,方便切碎的秸秆下落;吹气环47四周同时吹气可以加快秸秆干燥的速度,使研磨部件5对秸秆的研磨更加方便。
51.如图2和图8所示,所述研磨部件5包括一号研磨盘51、二号研磨盘52、侧板53和四号电机;所述一号研磨盘51设置在所述支撑圆筒42外;所述一号研磨盘51固定连接在所述底板41上;所述一号研磨盘51上方设置所述二号研磨盘52;所述二号研磨盘52 侧面设置沟槽;在所述支撑架1上沿圆周方向均匀间隔设置支撑轮;所述支撑轮在所述沟槽内滚动;所述所述二号研磨盘52上设置有二号齿边;所述四号电机固定连接在所述支撑架1上;所述四号电机的电机轴上固定连接四号齿轮;所述四号齿轮与所述二号齿边啮合;所述一号研磨盘51外表面设置所述侧板53;所述侧板53下端与所述底板41固定连接;所述侧板53上设置有管道54;所述管道54一端与所述侧板53固定连接;所述管道 54另一端与所述成型部件6固定连接。
52.工作时,经过粉碎部件4粉碎的秸秆从出料口46落如研磨部件5,启动四号电机带动二号研磨盘52转动,二号研磨盘52与一号研磨盘51相对运动将秸秆研磨的更加细碎;由于二号研磨盘52带动秸秆转动会产生离心力,离心力使秸秆粉末产生离心运动,进而使秸秆粉末可以通过管道54排入成型部件6。
53.如图2和图7所示,所述一号切削刀431的两侧设置有刀刃;所述二号切削刀441的两侧也设置有刀刃。
54.设置一号切削刀431的两侧设置有刀刃,二号切削刀441的两侧也设置有刀刃,使一号切削刀431与二号切削刀441的两侧都可以对秸秆进行切削,进而提升了一号切削刀431 和二号切削刀441对秸秆切削效果更好,使秸秆被加工的更加粉碎,方便后续研磨部件5 对秸秆的研磨。
55.工作时,输送部件2将秸秆输送到切料部件3位置,切料部件3将秸秆切断,由于切料部件3下方设置粉碎部件4,所以切断的秸秆在重力作用下落如粉碎部件4中,通过粉碎部
件4将切断的秸秆进一步粉碎,粉碎后的秸秆落如研磨部件5,然后研磨部件5将秸秆研磨成粉末状,再将粉末状的秸秆由研磨部件5排入成型部件6,通过成型部件6将秸秆压制然后制得成品的秸秆燃料;整个秸秆固化成型环保燃料制造系统布置合理、运行流畅,缩短了秸秆燃料的制造时间,降低了秸秆燃料的制造成本,有利于秸秆燃料的大规模推广。
56.上面结合附图对本发明的实施例进行了描述,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可做出很多形式,这些均属于本发明的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1