一种碳素带钢电解除鳞工艺段提升清洗纠偏装置的制作方法
1.本技术涉及提升清洗纠偏装置技术领域,尤其是一种碳素带钢电解除鳞工艺段提升清洗纠偏装置。
背景技术:
2.热轧带钢在深加工前需二次冷轧,热轧带钢冷轧前需要对带钢表面进行除鳞,对热轧带钢表面氧化铁皮去除,防止带钢表面氧化铁皮和杂质在冷轧过程中压入带钢基体而影响冷轧板表面质量和加工性能,甚至损坏轧辊,带钢表面除带钢基体外,无任何氧化残留物、杂质和污渍,全部露出金属本色后才能再次轧制。
3.目前电解除鳞生产线电解工艺段若干台整流柜连接的上下极板正负极交错,等距布置在一个贯通的电解槽内,带钢从上下极板中心位置匀速通过,极板通过导电介质电解液对带钢表面进行除鳞,而这样的设备布置有五个弊端:
4.1、因带钢经过第一组极板电解后,带钢表面已经脱落的氧化铁皮会发生位移,附着在带钢表面,遮挡还没有脱落的部分,致使电流作用到带钢表面做功率低,只能增加电解整流柜功率才能使带钢未脱落部分脱落,导致电解工作时电解整流柜功耗高效率低;2、因电解工艺段带钢电解完成出槽时带钢表面残留杂质和污渍,给后续清洗机组增加负担,6台整流柜,每台功率160kw,拉带速度16-18米无法提高,拉带速度低直接影响清洗机组清洗辊使用寿命,导致增加了生产成本;3、因电解整流柜连接的正负极板交错等距相隔300mm布置在一个贯通电解槽,电解工艺段每台整流柜功率达到160kw后,相邻整流柜连接的极板间电流有干扰,出现电流紊乱,导致极间放电不能完全作用到带钢表面,相邻整流柜连接的正负极处出现正极板电解自消耗,减少极板使用寿命;4、带钢经过第一个电解整流柜极组时表面松动,经过第二个电解整流柜极组时松动处部分脱落,脱落的氧化铁皮一部分位移后少部分的会附在带钢表面,而带钢表面没有附着物处在经过阴极组时相对阳极,导致带钢表面氧化铁皮已经脱落处过电解,出现麻点,带钢表面的平整度得不到保证,影响冷轧带钢表面质量和光洁度,冷轧过程中容易断带;5、因贯通的电解槽距离长,带钢自身带有镰刀弯并非直线,导致带钢在槽内通过时容易跑偏划伤极板。因此,针对上述问题提出一种碳素带钢电解除鳞工艺段提升清洗纠偏装置。
技术实现要素:
5.在本实施例中提供了一种碳素带钢电解除鳞工艺段提升清洗纠偏装置用于解决因带钢经过第一组极板电解后,带钢表面已经脱落的氧化铁皮会发生位移,附着在带钢表面,遮挡还没有脱落的部分,致使电流作用到带钢表面做功率低,只能增加电解整流柜功率才能使带钢未脱落部分脱落,导致电解工作时电解整流柜功耗高效率低;因电解工艺段带钢电解完成出槽时带钢表面残留杂质和污渍,给后续清洗机组增加负担,6台整流柜,每台功率160kw,拉带速度16-18米无法提高,拉带速度低直接影响清洗机组清洗辊使用寿命,导致增加了生产成本;因电解整流柜连接的正负极板交错等距相隔300mm布置在一个贯通电
解槽,电解工艺段每台整流柜功率达到160kw后,相邻整流柜连接的极板间电流有干扰,出现电流紊乱,导致极间放电不能完全作用到带钢表面,相邻整流柜连接的正负极处出现正极板电解自消耗,减少极板使用寿命;带钢经过第一个电解整流柜极组时表面松动,经过第二个电解整流柜极组时松动处部分脱落,脱落的氧化铁皮一部分位移后少部分的会附在带钢表面,而带钢表面没有附着物处在经过阴极组时相对阳极,导致带钢表面氧化铁皮已经脱落处过电解,出现麻点,带钢表面的平整度得不到保证,影响冷轧带钢表面质量和光洁度,冷轧过程中容易断带;因贯通的电解槽距离长,带钢自身带有镰刀弯并非直线,导致带钢在槽内通过时容易跑偏划伤极板的问题。
6.根据本技术的一个方面,提供了一种碳素带钢电解除鳞工艺段提升清洗纠偏装置,包括电解液壳、电解液液面、提升辊组、清洗辊组、双输出减速机、碳素带钢、高压喷淋机构以及纠偏机构;其中所述电解液壳内开设有电解工艺段电解槽,所述电解工艺段电解槽内设置有电解液液面,所述电解液液面内设置有碳素带钢,所述碳素带钢底侧设置有提升辊组,所述碳素带钢顶侧设置有清洗辊组,所述电解液壳侧表面安装有双输出减速机,所述双输出减速机输出端连接有清洗辊组;
7.所述高压喷淋机构电解液过滤器、高压喷淋水泵以及高压喷淋管,所述电解液过滤器位于电解液壳一侧,所述电解液过滤器通过连通管与电解液壳连通,所述电解液过滤壳通过连接管与所述高压喷淋水泵连通,所述高压喷淋水泵输出端固定连通有高压喷淋管。
8.进一步地,所述纠偏机构包括纠偏探测器、纠偏辊、纠偏控制器、液压站以及纠偏液压缸,所述纠偏探测器安装在电解液壳侧表面,所述电解液壳侧表面设置有纠偏液压缸,所述纠偏液压缸输出端固定连接有纠偏辊,所述纠偏探测器与所述纠偏控制器电性连接,所述纠偏控制器与液压站电性连接。
9.进一步地,所述提升辊组的提升辊数目为两个,所述纠偏辊数目为一个,所述纠偏辊与提升辊均为无动力输出的自由辊。
10.进一步地,所述电解液壳内设置有电极板,所述电解液壳一侧设置有电解整流柜,所述电解整流柜通过母排与电极板电性连接。
11.进一步地,所述提升辊组的提升辊材质为不锈钢或钢包胶,包胶厚度5mm-50mm,直径450mm-2000mm,辊身长度300mm-2500mm,两个提升辊轴距1.2m-5m。
12.进一步地,所述清洗辊组由若干个高速毛刷辊构成,高速毛刷辊的直径150mm-1000mm,辊身长度300mm-2500mm。
13.进一步地,所述纠偏辊身材质采用不锈钢或钢包胶,辊身包胶厚度5mm-50mm,包胶后直径100mm-1000mm,辊身长度300mm-2500mm。
14.进一步地,所述提升辊组和纠偏辊中间位置设置有清洗辊组,所述清洗辊组底侧与碳素带钢顶侧表面贴合。
15.进一步地,所述高压喷淋管侧表面安装有扇形喷嘴,所述扇形喷嘴数量为个-个。
16.进一步地,所述高压喷淋管位于碳素带钢顶侧,所述高压喷淋管数目为若干个。
17.通过本技术上述实施例,采用了电解整流柜、高压喷淋机构以及纠偏机构,解决了因带钢经过第一组极板电解后,带钢表面已经脱落的氧化铁皮会发生位移,附着在带钢表面,遮挡还没有脱落的部分,致使电流作用到带钢表面做功率低,只能增加电解整流柜功率
才能使带钢未脱落部分脱落,导致电解工作时电解整流柜功耗高效率低;因电解工艺段带钢电解完成出槽时带钢表面残留杂质和污渍,给后续清洗机组增加负担,6台整流柜,每台功率160kw,拉带速度16-18米无法提高,拉带速度低直接影响清洗机组清洗辊使用寿命,导致增加了生产成本;因电解整流柜连接的正负极板交错等距相隔300mm布置在一个贯通电解槽,电解工艺段每台整流柜功率达到160kw后,相邻整流柜连接的极板间电流有干扰,出现电流紊乱,导致极间放电不能完全作用到带钢表面,相邻整流柜连接的正负极处出现正极板电解自消耗,减少极板使用寿命;4、带钢经过第一个电解整流柜极组时表面松动,经过第二个电解整流柜极组时松动处部分脱落,脱落的氧化铁皮一部分位移后少部分的会附在带钢表面,而带钢表面没有附着物处在经过阴极组时相对阳极,导致带钢表面氧化铁皮已经脱落处过电解,出现麻点,带钢表面的平整度得不到保证,影响冷轧带钢表面质量和光洁度,冷轧过程中容易断带;因贯通的电解槽距离长,带钢自身带有镰刀弯并非直线,导致带钢在槽内通过时容易跑偏划伤极板的问题,便于对碳素带钢进行位置矫正,而通过调大电解整流柜功率后不会出现电流干扰紊乱,相邻的正负极板不会出现自消耗,若干纠偏机构对带钢进行纠偏,正常生产过程中不会对电极板造成划伤,经过本装置的带钢能把已经电解脱落的附着粘结物清洗干净,然后进入下一台电解整流柜继续电解,提高了电流作用到带钢表面的做功率,不会出现过电解现象,没有了碳素带钢表面已经脱落的氧化铁皮附着遮挡,使还没脱落的氧化铁皮更快的电解脱落,带钢表面无麻点,不会在后续冷轧过程中出现断带,经试验电解除鳞碳素带钢得出,降低了生产成本,提高了生产效率,带钢表面除鳞效果符合gb/t38813-2020表面质量要求。
附图说明
18.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
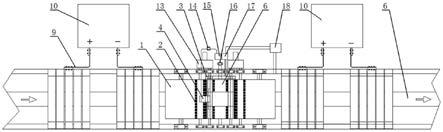
19.图1为本技术一种实施例的整体结构示意图;
20.图2为本技术一种实施例的整体左侧视结构示意图。
21.图中:1、提升辊组;2、清洗辊组;3、高压喷淋管;4、纠偏探测器;5、纠偏辊;6、碳素带钢;7、电解工艺段电解槽;8、电极板;9、母排;10、电解整流柜;11、电解液壳;12、电解液液面;13、双输出减速机;14、纠偏控制器;15、液压站;16、纠偏液压缸;17、高压喷淋水泵;18、电解液过滤器。
具体实施方式
22.为了使本技术领域的人员更好地理解本技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分的实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本技术保护的范围。
23.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第
二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施例。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
24.在本技术中,术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”、“内”、“外”、“中”、“竖直”、“水平”、“横向”、“纵向”等指示的方位或位置关系为基于附图所示的方位或位置关系。这些术语主要是为了更好地描述本技术及其实施例,并非用于限定所指示的装置、元件或组成部分必须具有特定方位,或以特定方位进行构造和操作。
25.并且,上述部分术语除了可以用于表示方位或位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本技术中的具体含义。
26.此外,术语“安装”、“设置”、“设有”、“连接”、“相连”、“套接”应做广义理解。例如,可以是固定连接,可拆卸连接,或整体式构造;可以是机械连接,或电连接;可以是直接相连,或者是通过中间媒介间接相连,又或者是两个装置、元件或组成部分之间内部的连通。对于本领域普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
27.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
28.本实施例中的提升清洗纠偏装置可以适用于各种带钢,例如,在本实施例提供了如下卷取带钢时减小阶梯差痕迹长度的方法及利用其的带钢,本实施例中的提升清洗纠偏装置可以用来进行清洗如下带钢。
29.卷取带钢时减小阶梯差痕迹长度的方法及利用其的带钢,其特征在于,可以包括(a)将带钢的内圈部的外周沿用纸来叠加的步骤;(b)在卷轴上缠绕一圈带钢之后在将要与内圈部的阶梯差部接触的部分的外周沿上叠加气帽的步骤;以及(c)将带钢缠绕在上述卷轴的步骤。
30.根据本发明的在卷取带钢时减小阶梯差痕迹长度的方法,其特征在于,纸可以为马粪纸或者瓦楞纸。
31.根据本发明的在卷取带钢时减小阶梯差痕迹长度的方法,其特征在于,当卷轴的内径为20英寸的情况下,(a)步骤,可以包括从带钢的阶梯差部相距400mm的地点至1500mm为止叠加纸的步骤;(b)步骤,可以包括从叠加纸的地点至200mm为止叠加气帽的步骤。
32.根据本发明的在卷取带钢时减小阶梯差痕迹长度的方法,其特征在于,当卷轴的内径为24英寸的情况下,(a)步骤,可以包括从带钢的阶梯差部相距720mm的地点至1820mm为止叠加纸的步骤;(b)步骤,可以包括从叠加纸的地点至200mm为止叠加气帽的步骤。
33.利用根据本发明的在卷取带钢时减小阶梯差痕迹长度的方法的带钢是在卷轴卷取带钢时使阶梯差痕迹长度减小的带钢,其特征在于,可以包括带钢;纸,上述纸叠加在带钢的内圈部的外周沿上;以及气帽,上述气帽叠加于在卷轴上缠绕一圈带钢之后,将要与内圈部的阶梯差部接触的部分的外周沿上。
34.利用根据本发明的在卷取带钢时减小阶梯差痕迹长度的方法的带钢,其特征在于,纸可以为马粪纸或者瓦楞纸。
35.利用根据本发明的在卷取带钢时减小阶梯差痕迹长度的方法的带钢,其特征在于,当卷轴的内径为20英寸的情况下,纸可以叠加在从带钢的阶梯差部相距400mm的地点至1500mm为止,气帽可以叠加在从叠加纸的地点至200mm为止。
36.利用根据本发明的在带钢的卷取时减小阶梯差痕迹长度的方法的带钢,其特征在于,当卷轴的内径为24英寸的情况下,纸可以叠加在从带钢的阶梯差部相距7200mm地点至1820mm为止,气帽可以叠加在从叠加纸的地点至200mm。
37.上述卷取带钢时减小阶梯差痕迹长度的方法及利用其的带钢为中国实用新型专利(申请号为cn201280063504.7),其中用上述带钢在该申请文件中电解槽中,便于带钢清洗。
38.当然本实施例也可以用于清洗其他结构的带钢。在此不再一一赘述,下面对本技术实施例的提升清洗纠偏装置进行介绍。
39.请参阅图1-2所示,一种碳素带钢电解除鳞工艺段提升清洗纠偏装置,包括电解液壳11、电解液液面12、提升辊组1、清洗辊组2、双输出减速机13、碳素带钢6、高压喷淋机构以及纠偏机构;其中所述电解液壳11内开设有电解工艺段电解槽7,所述电解工艺段电解槽7内设置有电解液液面12,所述电解液液面12内设置有碳素带钢6,所述碳素带钢6底侧设置有提升辊组1,所述碳素带钢6顶侧设置有清洗辊组2,所述电解液壳11侧表面安装有双输出减速机13,所述双输出减速机13输出端连接有清洗辊组2;
40.所述高压喷淋机构电解液过滤器18、高压喷淋水泵17以及高压喷淋管3,所述电解液过滤器18位于电解液壳11一侧,所述电解液过滤器18通过连通管与电解液壳11连通,所述电解液过滤壳通过连接管与所述高压喷淋水泵17连通,所述高压喷淋水泵17输出端固定连通有高压喷淋管3。
41.所述纠偏机构包括纠偏探测器4、纠偏辊5、纠偏控制器14、液压站15以及纠偏液压缸16,所述纠偏探测器4安装在电解液壳11侧表面,所述电解液壳11侧表面设置有纠偏液压缸16,所述纠偏液压缸16输出端固定连接有纠偏辊5,所述纠偏探测器4与所述纠偏控制器14电性连接,所述纠偏控制器14与液压站15电性连接,便于对碳素带钢6纠偏;所述提升辊组1的提升辊数目为两个,所述纠偏辊5数目为一个,所述纠偏辊5与提升辊均为无动力输出的自由辊,便于使用;所述电解液壳11内设置有电极板8,所述电解液壳11一侧设置有电解整流柜10,所述电解整流柜10通过母排9与电极板8电性连接,便于电极板8的供电;所述提升辊组1的提升辊材质为不锈钢或钢包胶,包胶厚度5mm-50mm,直径450mm-2000mm,辊身长度300mm-2500mm,两个提升辊轴距1.2m-5m;所述清洗辊组2由若干个高速毛刷辊构成,高速毛刷辊的直径150mm-1000mm,辊身长度300mm-2500mm;所述纠偏辊5身材质采用不锈钢或钢包胶,辊身包胶厚度5mm-50mm,包胶后直径100mm-1000mm,辊身长度300mm-2500mm,方便使用;所述提升辊组1和纠偏辊5中间位置设置有清洗辊组2,所述清洗辊组2底侧与碳素带钢6顶侧表面贴合;所述高压喷淋管3侧表面安装有扇形喷嘴,所述扇形喷嘴数量为2个-100个,所述高压喷淋管3位于碳素带钢6顶侧,所述高压喷淋管3数目为若干个,便于对碳素带钢6表面冲洗。
42.本实用新型在使用时,本技术中出现的电器元件在使用时均外接连通电源和控制开关,碳素带钢6在电解工艺段电解槽7中保持在上下电极板8中心位置匀速移动,在电解整流柜10连接电极板8通电做功情况下,通过导电介质电解液对通过的碳素带钢6表面进行电
解除鳞,碳素带钢6进入电解槽后每台整流柜加一组提升清洗纠偏装置,碳素带钢6通过提升辊组1和纠偏系统的纠偏辊5跳出电解液液面12,在前提升辊组1和纠偏辊5中间位置布置清洗辊组2的两个高速毛刷辊对已经电解的碳素带钢6表面进行高速旋转刷洗、布置两组组高压喷淋管3的扇形喷嘴对经过刷洗的带钢表面进行冲洗,同时也对高速刷辊起润滑作用,减少带钢表面对刷辊的磨损,延长刷辊使用寿命,纠偏探测器4采集碳素带钢6边缘偏离中心位置信息,传输到纠偏控制器14,由纠偏控制器14向液压站15下达动作命令,由纠偏液压缸16调整纠偏辊5单侧高低位置纠正带钢在电解工艺段槽子中的位置,碳素带钢6经过纠偏辊5后再次进入电解槽,纠偏辊5后再置布置两个高速毛刷辊和两组组高压喷淋管3,进入电解槽前再次对碳素带钢6表面进行喷淋刷洗;
43.两个提升辊和一个纠偏辊5为无动力输出的自由辊,四个高速刷辊由两台同速不同转向双输出减速机13提供动力输出,高压喷淋管3高压水为经电解液过滤器18过滤后的清澈电解液,由高压喷淋水泵17给高压喷淋管3提供高压水,纠偏机构根据纠偏采集器4采集的碳素带钢6边缘偏离中心位置信息,传输到纠偏控制器14,由纠偏控制器14向液压站15下达动作命令,由纠偏液压缸16调整纠偏辊5单侧高低位置纠正带钢在电解工艺段槽子中的位置,满足工作者的操作需求。
44.本技术的有益之处在于:
45.1.该种碳素带钢6电解除鳞工艺段提升清洗纠偏装置设计新颖、结构简单,设置的电解整流柜10、纠偏机构以及高压喷淋机构的作用下,便于对碳素带钢6进行位置矫正,而通过调大电解整流柜10功率后不会出现电流干扰紊乱,相邻的正负极板不会出现自消耗,若干纠偏机构对带钢进行纠偏,正常生产过程中不会对电极板8造成划伤,经过本装置的带钢能把已经电解脱落的附着粘结物清洗干净,然后进入下一台电解整流柜10继续电解,提高了电流作用到带钢表面的做功率,不会出现过电解现象,没有了碳素带钢6表面已经脱落的氧化铁皮附着遮挡,使还没脱落的氧化铁皮更快的电解脱落,带钢表面无麻点,不会在后续冷轧过程中出现断带,经试验电解除鳞碳素带钢6得出,降低了生产成本,提高了生产效率,带钢表面除鳞效果符合gb/t38813-2020表面质量要求,实用性价值较高,适合推广使用。
46.涉及到电路和电子元器件和模块均为现有技术,本领域技术人员完全可以实现,无需赘言,本技术保护的内容也不涉及对于软件和方法的改进。
47.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1