一种高精度轴承滚子圆度检测装置的制作方法
1.本实用新型涉及轴承检测技术领域,具体涉及一种高精度轴承滚子圆度检测装置。
背景技术:
2.为了保证生产组装的轴承都能够正常工作,滚子,尤其是圆柱或圆锥滚子在出库销售前都需要进行圆度检测,即检测圆柱或圆锥滚子的圆周度,一旦圆柱或圆锥滚子不是标准的圆柱状或圆台状,则后期组装形成的轴承工作时轻则出现异响磨蚀,重则引起轴承外圈或内圈断裂。因此轴承滚子的圆度检测是圆柱或圆锥滚子生产中的重要一环。
3.目前,对于圆柱或圆锥滚子的圆周度的检测一般是通过圆度检测装置来完成的,常见的圆度检测装置如申请号为201920430662.0的中国专利所示。
4.由于上述专利文献公示的圆度检测装置在实际使用过程中存在圆柱或圆锥滚子难以准确、及时的被放置到与电机同轴的位置上的缺陷,导致滚子不一定总是自转的,滚子有可能在电机的带动下偏转,这样记录笔在测试纸上的滑线就不能真实反映圆柱或圆锥滚子的圆度,故而检测精度不高,据此,设计本实用新型。
技术实现要素:
5.本实用新型的目的就在于为了解决上述问题而提供一种高精度轴承滚子圆度检测装置,该圆度检测装置能够自动将圆柱或圆锥滚子夹紧并使其中心轴线与带动其旋转的电机的旋转中心线共轴,无需人工将圆柱或圆锥滚子放置到与电机的旋转中心线共轴的位置上,大大减轻了人工操作的难度,提升了圆度检测的准确性,实用性好,详见下文阐述。
6.为实现上述目的,本实用新型提供了以下技术方案:
7.本实用新型提供的一种高精度轴承滚子圆度检测装置,包括:
8.检测本体,其用于对滚子的圆周度进行检测:和
9.控制主机,其能够对检测本体检测到的数据信息进行分析处理;
10.所述检测本体具有:
11.夹紧检测装置,其数量有多个,其能够从水平方向将滚子夹紧并给滚子施加压力,同时检测该压力数值;
12.旋转装置,用于带动滚子绕自身的竖直旋转中心线转动;以及
13.下压装置,用于将滚子压紧在旋转装置上,避免滚子与旋转装置发生滑转;
14.当夹紧检测装置将滚子夹紧后,所述滚子的中心轴线与旋转装置的旋转中心线共轴;
15.所述夹紧检测装置将检测到的压力数值实时传给控制主机,由控制主机对压力数值进行分析处理。
16.作为本案的重要设计,多个夹紧检测装置以旋转装置的旋转中心呈中心对称分布;
17.所述夹紧检测装置包括:
18.辊轮,其安装在轮架上,所述辊轮与滚子滚动连接,所述辊轮的轴线竖直设置;
19.直线驱动器,其直线移动方向与旋转装置的旋转中心线垂直相交,所述直线驱动器用于带动辊轮与滚子压接或分离;以及
20.压力接触装置,其用于检测当辊轮与滚子压接时,直线驱动器对辊轮的压力。
21.作为本案的优化设计,所述压力接触装置包括:
22.套筒,其与直线驱动器固定连接,所述套筒内安装有压力传感器和与压力传感器压接的压缩弹簧;和
23.滑杆,其滑插在套筒内,所述滑杆的一端与压缩弹簧连接,另一端与轮架连接。
24.作为本案的优化设计,所述滑杆伸出套筒的一端安装有旋转驱动器,所述轮架与旋转驱动器的转轴固定连接。
25.有益效果在于:本实用新型所述的圆度检测装置能够自动将圆柱或圆锥滚子夹紧并使其中心轴线与带动其旋转的电机的旋转中心线共轴,这样便保证了滚子总是自转的,检测精度高;
26.而且无需人工将圆柱或圆锥滚子放置到与电机的旋转中心线共轴的位置上,大大减轻了人工操作的难度(毕竟仅凭肉眼是难以将滚子与电机准确的共轴放置的),实用性好。
附图说明
27.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
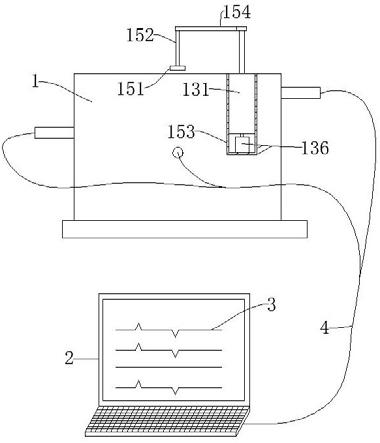
28.图1是本实用新型的主视图;
29.图2是检测本体的俯视图;
30.图3是图2的剖视图;
31.图4是夹紧检测装置的主视图;
32.图5是夹紧检测装置的俯视图;
33.图6是图4的内部结构图;
34.图7是图6中的h部放大图。
35.附图标记说明如下:
36.1、检测本体;
37.11、底板;12、安装圈;
38.13、夹紧检测装置;
39.130、转角传感器;131、直线驱动器;132、套筒;133、滑杆;134、轮架;135、辊轮;136、旋转驱动器;137、连接器;138、压缩弹簧;139、压力传感器;
40.14、旋转装置;
41.141、放置板;
42.15、下压装置;
43.151、压板;152、立柱;153、限位器;154、连杆;
44.2、控制主机;3、折线;4、连接导线。
具体实施方式
45.为使本实用新型的目的、技术方案和优点更加清楚,下面将对本实用新型的技术方案进行详细的描述。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本实用新型所保护的范围。
46.参见图1所示,本实用新型提供的一种高精度轴承滚子圆度检测装置,包括:
47.检测本体1,其用于对滚子的圆周度进行检测:和
48.控制主机2,其能够对检测本体1检测到的数据信息进行分析处理;
49.如图1
‑
图3所示,检测本体1具有:
50.底板11,其上可拆卸固定安装一安装圈12,安装圈12的横截面既可以是圆形,也可以是三角形、四边形、五边形等多边形;
51.安装圈12上插接安装有多个夹紧检测装置13,夹紧检测装置13水平安装,且数量至少有三个(图2所示的夹紧检测装置13数量有四个),以图2为例,从上往下看,多个夹紧检测装置13以安装圈12的中心轴线为中心呈中心对称分布,实际上,每个夹紧检测装置13距底板11的距离是不等的,如图3所示,四个夹紧检测装置13的辊轮135分别记作辊轮c、辊轮d、辊轮e、辊轮f, 辊轮f距底板11最近,辊轮f的下端面需要与放置板141齐平或者辊轮f的下端面与圆柱或圆锥滚子的下端面齐平,辊轮e的下端面与辊轮f的上端面齐平,辊轮e的上端面与辊轮d的下端面齐平,辊轮d的上端面与辊轮c的下端面齐平,这样设计,圆柱或圆锥滚子的外圆侧面才能被多个辊轮135从上往下全部覆盖,没有遗漏。
52.在图3中,线段l 表示所能检测的圆柱或圆锥滚子的高度的最大值,也就是说,图3所示的圆度检测装置只适用于检测滚子高度不大于l的圆柱或圆锥滚子的圆度。
53.在图3中,当辊轮d、辊轮e、辊轮f三个辊轮135能够覆盖检测到滚子的外圆侧面的全部区域时,辊轮c所在的夹紧检测装置13可不必动作,因此辊轮c所在的夹紧检测装置13即便动作,辊轮c也不会与滚子接触。
54.如图1
‑
3所示,多个夹紧检测装置13能够从水平方向将滚子夹紧并给滚子施加压力,同时检测该压力数值,然后将检测到的压力数值实时传给控制主机2,由控制主机2对压力数值进行分析处理。
55.如图4
‑
图6所示,夹紧检测装置13包括:
56.辊轮135,其安装在轮架134上,辊轮135与圆柱或圆锥滚子滚动连接,而且辊轮135的中心轴线与圆柱或圆锥滚子的中心轴线平行,当滚子为圆柱滚子时,辊轮135的轴线竖直设置;
57.直线驱动器131,其直线移动方向与旋转装置14的竖直旋转中心线垂直相交,直线驱动器131用于带动辊轮135与滚子压接或分离,直线驱动器131与控制主机2连接,可通过控制主机2控制直线驱动器131动作;以及
58.压力接触装置,其用于检测当辊轮135与滚子压接时,直线驱动器131对辊轮135的压力。
59.如图6所示,压力接触装置包括:
60.套筒132,其与直线驱动器131固定连接,套筒132内安装有压力传感器139和与压力传感器139压接的压缩弹簧138;和
61.滑杆133,其滑插在套筒132内,滑杆133的一端与压缩弹簧138连接,另一端与轮架134连接。
62.压力传感器139与控制主机2连接,压力传感器139能够将检测到的压力数据传递给控制主机2,当辊轮135与滚子压接时,滑杆133挤压压缩弹簧138,压缩弹簧138受压后挤压压力传感器139,从而使压力传感器139检测到一压力信号。
63.为了方便套筒132与直线驱动器131拆卸连接,如图4
‑
图6所示,套筒132与直线驱动器131通过连接器137可拆卸连接,连接器137的一端紧插在直线驱动器131上,另一端紧插在套筒132上。
64.直线驱动器131可以采用推杆电机、电液推杆、电动推杆、电动缸、气缸、液压缸等能够带动物体直线移动的装置。
65.如图4
‑
图7所示,滑杆133伸出套筒132的一端安装有旋转驱动器136,轮架134与旋转驱动器136的转轴固定连接,这样设计,可通过旋转驱动器136带动辊轮135旋转调整辊轮135的倾斜角度,以适配不同规格的圆锥滚子,而且通过旋转驱动器136带动辊轮135旋转省去了人工调整辊轮135的倾斜角度的麻烦,省时省力。
66.滑杆133上还安装有检测旋转驱动器136的旋转角度的转角传感器130,如图4所示,转角传感器130与控制主机2连接,控制主机2内置有处理器和控制器,处理器能够对转角传感器130检测到的转角数据进行分析处理,然后由处理器向控制器发送控制指令,由控制器控制旋转驱动器136旋转到位后停止旋转,因为圆锥滚子的锥度是提前已知的,因此旋转驱动器136旋转的角度也是能够提前计算出来的,工作人员可以将计算出的旋转的角度值输入控制主机2内,当转角传感器130检测到旋转驱动器136旋转的角度与上述角度值相等时,处理器给控制器发送控制指令,由控制器控制旋转驱动器136停止旋转;这种通过旋转驱动器136带动辊轮135自动旋转调整辊轮135的倾斜角度的方式相比人工调整辊轮135的倾斜角度的方式不仅耗时短,而且角度调整精准、可靠,省时省力,实用性好。
67.为了防止辊轮135误转动,带动辊轮135旋转调整辊轮135的倾斜角度的旋转驱动器136可采用带刹车功能的电机,电机优选为步进电机。
68.除了夹紧检测装置13,检测本体1还包括安装在底板11上的旋转装置14,旋转装置14用于带动滚子绕自身的竖直旋转中心线转动,旋转装置14的竖直旋转中心线与安装圈12的中心轴线重合,这样设计,当多个夹紧检测装置13同步动作将滚子夹紧后,滚子的中心轴线刚好与旋转装置14的竖直旋转中心线共轴;
69.如图3所示,旋转装置14包括旋转驱动器136和安装在旋转驱动器136上端的放置板141,待检测的滚子被放置在放置板141上,旋转驱动器136可采用电机或马达。
70.为了不影响夹紧检测装置13夹紧圆柱或圆锥滚子,放置板141宜采用圆形板,而且其直径小于圆柱或圆锥滚子的下端面的直径。
71.安装圈12上还安装有下压装置15,下压装置15用于将滚子压紧在旋转装置14上,避免滚子与旋转装置14发生滑转,也即确保滚子与旋转装置14同步自转;
72.如图1和图2所示,下压装置15包括设置在放置板141正上方的压板151,压板151的
上表面同轴竖直固定安装有立柱152,立柱152的上端旋转插接在连杆154内,连杆154的一端安装有直线驱动器131,安装圈12的外壁上竖直固定安装有限位器153,如图2所示,限位器153可以是一个上端敞口的筒体,直线驱动器131旋转插接在限位器153内,限位器153内直线驱动器131的下端设置有旋转驱动器136,该旋转驱动器136能够驱动直线驱动器131在限位器153内自转,继而带动压板151和连杆154绕限位器153旋转,该旋转驱动器136优选采用步进电机;
73.使用时,旋转驱动器136带动压板151旋转从安装圈12的上方离开,然后工作人员将滚子放置到放置板141上,之后,控制夹紧检测装置13将滚子夹紧,接着,控制旋转驱动器136带动压板151旋转复位,重新回到放置板141的正上方,然后控制直线驱动器131带动压板151向下移动压紧在滚子上即可控制旋转装置14启动带动滚子自转。
74.压力传感器139能够将检测到的压力数据传递给控制主机2,控制主机2内设置有对上述压力数据进行分析处理的处理器,控制主机2还具有一显示上述压力数据的显示屏,处理器将上述压力数据分析处理后将上述压力数据以坐标的形式显示在显示屏上,坐标的纵轴表示压力值,横轴表示滚子的旋转角度,待滚子在旋转装置14的带动下旋转360度,即自转一周后,处理器将上述坐标点用直线连接起来,若连接后的线为一条水平直线,则说明滚子的圆度合格;
75.若滚子的表面有凹坑或凸起或者滚子的横截面呈椭圆状,则压力传感器139检测到的某些压力值会出现波动,即压力数值偏大或偏小,表现形式为连接后的线有尖峰,如图1中的折线3所示,此时说明滚子的圆度不合格。
76.图1中的控制主机2的显示屏上示出了4条折线3是因为检测本体1具有四个夹紧检测装置13,每条折线3代表一个夹紧检测装置13的检测数据,此时,只有显示屏上显示的全部折线3都是水平直线时,所检测的滚子的圆度才是合格的,否则只要显示屏上显示有至少一条折线3,就说明所检测的滚子的圆度是不合格的。
77.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1