劈刀、打线设备及打线方法与流程
1.本发明属于半导体制造设备领域,特别是涉及一种劈刀、打线设备及打线方法。
背景技术:
2.近年来,“更快、更小、更便宜、更可靠”已成为推动半导体技术领域发展的目标。半导体制备领域通过不断减小最小特征尺寸、增加封装叠层来提高集成电路的密度,以顺应“更小”的目标,在此基础上“更快、更便宜、更可靠”也是不容忽视的。
3.集成电路的所有计算和通信系统都需要通过电力传输子系统供电,电力传输子系统将电源的高电压转换为集成电路中各分立器件所需的不同电压并进行传输,在堆叠封装芯片中,连接各层芯片、用于传输功率信号的导线决定了信号传输损失的大小,这对于为上下层芯片提供垂直引线的机台提出了挑战。
技术实现要素:
4.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种劈刀、打线设备及打线方法,用于解决现有技术中金属线末端形成的金属球尺寸较大,不利于集成度提高的问题。
5.为实现上述目的及其他相关目的,本发明提供一种用于打线设备的劈刀,所述劈刀包括一锥形部以及一瓶颈部,所述瓶颈部连接于所述锥形部的末端,所述锥形部及所述瓶颈部具有供金属线穿过的线孔,所述瓶颈部的端面与水平面的夹角不大于5度。
6.可选地,所述瓶颈部的端面与水平面的夹角不大于2度。
7.可选地,所述瓶颈部的端面呈水平面设置。
8.可选地,所述瓶颈部的高度范围介于2000微米~3000微米之间。
9.本发明还提供一种打线设备,包括:如上所述的用于打线设备的劈刀;切割器,用于从目标切割点切割所述金属线。
10.可选地,所述切割器包括激光器、电子火焰发生器中的一种,其中,所述激光器及所述电子火焰发生器还用于对所述金属线的端部进行熔化以形成金属球。
11.可选地,所述切割器包括机械切割刀,所述打线设备还包括一电子火焰发生器或一激光器,用于对所述金属线的端部进行熔化以形成金属球。
12.可选地,所述打线设备用于制备垂直金属线。
13.本发明还提供一种打线方法,包括步骤:1)提供如上所述的打线设备;2)对所述金属线的端部进行熔化以形成金属球;3)将所述金属球焊接至目标焊点;4)提拉所述劈刀至目标高度;5)采用所述切割器对所述金属线的目标切割点进行切割;6)将所述劈刀上方的线夹关闭,提拉所述线夹以将所述金属线拉断,以在所述目标焊点上形成金属线。
14.可选地,所述金属球的径向尺寸范围介于140微米~160微米之间。
15.如上所述,本发明的劈刀、打线设备及打线方法,具有以下有益效果:
16.本发明对打线设备的劈刀进行了改进,传统的劈刀的瓶颈部为楔形,且瓶颈部的
最末端存在一倾角(瓶颈部的端面与水平面的夹角,例如为30度),该倾角的主要作用为第二焊点切割金属线,该倾角会导致后续形成金属球的尺寸过大(传统金属球尺寸>175微米),影响打线集成度;本发明增加了切割器,同时将瓶颈部设计为矩形,大大降低瓶颈部末端倾角的角度,使得金属球的尺寸大大减小,本发明的金属球的尺寸为140微米~160微米之间,可满足垂直打线工艺对金属线尺寸的要求,有效提高晶圆级封装的集成度。
17.本发明增大了劈刀的锥度,使得瓶颈部的高度增大,改善了瓶颈部的形貌。
附图说明
18.图1~图2显示为一种打线设备的劈刀的结构示意图。
19.图3~图4显示为本发明的用于打线设备的劈刀的结构示意图。
20.图5~图10显示为本发明的打线方法各步骤所呈现的结构示意图。
21.元件标号说明
22.201
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
锥形部
23.202
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
瓶颈部
24.203
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
端面
25.301
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
金属线
26.302
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
金属球
27.401
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
目标焊点
具体实施方式
28.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。
29.如在详述本发明实施例时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本发明保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
30.为了方便描述,此处可能使用诸如“之下”、“下方”、“低于”、“下面”、“上方”、“上”等的空间关系词语来描述附图中所示的一个元件或特征与其他元件或特征的关系。将理解到,这些空间关系词语意图包含使用中或操作中的器件的、除了附图中描绘的方向之外的其他方向。此外,当一层被称为在两层“之间”时,它可以是所述两层之间仅有的层,或者也可以存在一个或多个介于其间的层。
31.在本申请的上下文中,所描述的第一特征在第二特征“之上”的结构可以包括第一和第二特征形成为直接接触的实施例,也可以包括另外的特征形成在第一和第二特征之间的实施例,这样第一和第二特征可能不是直接接触。
32.需要说明的是,本实施例中所提供的图示仅以示意方式说明本发明的基本构想,遂图示中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
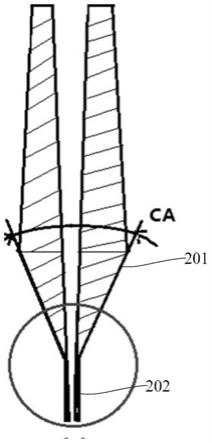
33.为了实现3d ic工艺,在封装过程中引入了垂直打线工艺(vic),通过垂直的金属线进行3d上下层的连接;如图1所示,在一种垂直打线设备中,cap(劈刀)具有一锥形部101及一瓶颈部102,所述锥形部101具有一锥角ca,该劈刀的瓶颈部为楔形,且瓶颈部102的端面103存在一倾角fa(瓶颈部102的端面103与水平面的夹角,例如为30度),如图2所示,其中,图2显示为图1中瓶颈部102的放大结构示意图,该倾角fa的主要作用为第二焊点切割金属线,该倾角fa会导致后续形成金属球的尺寸过大(金属球尺寸>175微米),非常限制金属线的集成度,无法实现金属线高密度的排列。
34.为了解决采用上述劈刀的打线设备会使得金属线末端形成的金属球尺寸较大,不利于集成度提高的问题,如图3~图4所示,本实施例提供一种用于打线设备的劈刀,所述劈刀包括一锥形部201以及一瓶颈部202。
35.如图3所示,所述锥形部201具有一锥角,所述锥角的范围可以为45度~75度之间,优选为60度~75度之间。本发明增大了锥形部201的锥角,可以使得不增加所述劈刀的整体高度的同时,增加所述瓶颈部202的高度。例如,在本实施例中,所述瓶颈部202的高度范围介于2000微米~3000微米之间。
36.如图4所示,其中,图2显示为图1中瓶颈部202的放大结构示意图,所述瓶颈部202连接于所述锥形部201的末端,所述锥形部201及所述瓶颈部202具有供金属线301穿过的线孔,例如,所述锥形部201与所述瓶颈部202可以为一体成型,以增加其结构强度,所述瓶颈部202的端面203与水平面的夹角不大于5度。本发明的所述瓶颈部202的端面203与水平面的夹角不大于5度,大大降低瓶颈部202末端倾角的角度,使得金属球302的尺寸大大减小,本发明的金属球302的尺寸为140微米~160微米之间,可满足垂直打线工艺对金属线301尺寸的要求,有效提高晶圆级封装的集成度。为了进一步降低金属球302的尺寸,所述瓶颈部202的端面203与水平面的夹角可以进一步设计为不大于2度。更优地,可以将所述瓶颈部202的端面203呈水平面设置。
37.本实施例还提供一种打线设备,例如,所述打线设备尤其适用于制备垂直金属线301,所述打线设备包括:如上所述的用于打线设备的劈刀以及切割器,所述切割器用于从目标切割点切割所述金属线301。
38.由于本实施例将所述瓶颈部202的端面203与水平面的夹角设置为不大于5度,故增加一切割器以利于金属线301的切割,所述切割器包括激光器、电子火焰发生器中的一种,其中,所述激光器及所述电子火焰发生器还用于对所述金属线301的端部进行熔化以形成金属球302,本实施例采用激光器及电子火焰发生器作为切割器,同时可以用于对所述金属线301的端部进行熔化以形成金属球302,从而大大简化了整个设备的结构。
39.当然,在另一实施例中,所述切割器也可以选用为机械切割刀,此时,所述打线设备还包括一电子火焰发生器或一激光器,用于对所述金属线301的端部进行熔化以形成金属球302。
40.如图5~图10所示,本实施例还提供一种打线方法,所述打线方法可以为垂直打线方法,用于形成垂直金属线301,所述打线方法包括以下步骤:
41.步骤1),提供如上所述的打线设备。
42.如图5~图6所示,然后进行步骤2),对所述金属线301的端部进行熔化以形成金属球302。
43.在本实施例中,所述切割器为电子火焰发生器,采用所述电子火焰发生器对所述金属线301的端部进行熔化以形成金属球302。所述金属球302的径向尺寸范围介于140微米~160微米之间。同本发明将瓶颈部202设计为矩形,大大降低瓶颈部202末端倾角的角度,使得金属球302的尺寸大大减小,本发明的金属球302的尺寸为140微米~160微米之间,可满足垂直打线工艺对金属线301尺寸的要求,有效提高晶圆级封装的集成度。
44.如图7所示,接着进行步骤3),将所述金属球302焊接至目标焊点401。
45.如图8所示,接着进行步骤4),提拉所述劈刀至目标高度,所述目标高度可以依据金属线301的所需长度进行选择。
46.如图9所示,接着进行步骤5),采用所述切割器对所述金属线301的目标切割点进行切割。
47.如图10所示,最后进行步骤6),将所述劈刀上方的线夹关闭,提拉所述线夹以将所述金属线301拉断,以在所述目标焊点401上形成金属线301。
48.如上所述,本发明的劈刀、打线设备及打线方法,具有以下有益效果:
49.本发明对打线设备的劈刀进行了改进,传统的劈刀的瓶颈部202为楔形,且瓶颈部202的最末端存在一倾角(瓶颈部202的端面203与水平面的夹角,例如为30度),该倾角的主要作用为第二焊点切割金属线301,该倾角会导致后续形成金属球302的尺寸过大(传统金属球302尺寸>175微米),影响打线集成度;本发明增加了切割器,同时将瓶颈部202设计为矩形,大大降低瓶颈部202末端倾角的角度,使得金属球302的尺寸大大减小,本发明的金属球302的尺寸为140微米~160微米之间,可满足垂直打线工艺对金属线301尺寸的要求,有效提高晶圆级封装的集成度。
50.本发明增大了劈刀的锥度,使得瓶颈部202的高度增大,改善了瓶颈部202的形貌。
51.所以,本发明有效克服了现有技术中的种种缺点而具高度产业利用价值。
52.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1