一种软包锂电池二封机的旋转式多工位封口装置的制作方法
1.本实用新型涉及软包锂电池制造领域,具体涉及一种软包锂电池二封机的旋转式多工位封口装置。
背景技术:
2.软包锂电池是在液态锂离子电池外侧套上一层铝塑膜外壳包装而成的,在发生安全隐患的情况下软包电池最多只会鼓气裂开,相对于传统的钢壳铝壳电芯,具有安全性能好、重量轻、容量大等优点,而软包锂电池二封机是用于已经进行一次封口后的软包锂电池进行二次封口的设备,在软包锂电池二封机的众多组成部件装置中,封口装置是影响软包锂电池质量非常重要的装置之一。现有软包锂电池二封机的封口装置在使用过程中发现如下缺陷:一是单工位作业,整机需要等待电芯封口完毕后才能进行下一步工序,等待时间过长,影响生产效率,增加生产成本;二是封口作业不精密稳定,无法及时有效排出电芯内部气体,不能实现快速封口,不利于提升产品品质。
技术实现要素:
3.针对现有技术存在上述缺陷,本实用新型提供了一种软包锂电池二封机的旋转式多工位封口装置,具体技术方案如下:
4.一种软包锂电池二封机的旋转式多工位封口装置,包括电机、分割器、旋转盘、封口机构、控制箱和滑环,电机通过分割器驱动旋转盘转动,旋转盘上方安装多个封口机构,封口机构用于对软包锂电池进行封口,封口机构上方安装控制箱,控制箱上方安装滑环。
5.作为本实用新型的一种优选方案,所述封口机构有4个,4个封口机构围绕旋转盘中心等角度圆周排列。
6.作为本实用新型的一种优选方案,封口机构包括底板、立板、腔体气缸、连接块、热封气缸、升降板、上腔体、下腔体、上加热板、上热封头、下加热板、下热封头、电芯放置板、压紧气缸和电芯压板,底板固定安装于旋转盘上方,底板上方安装立板,立板顶部安装腔体气缸,腔体气缸的活塞杆向下伸出安装连接块,连接块安装于热封气缸的缸体上方,热封气缸的缸体下方安装升降板,升降板下方安装上腔体,上腔体内安装上加热板,热封气缸的活塞杆穿过升降板连接上加热板,上加热板下方安装上热封头,底板上方安装下腔体,下腔体位于上腔体正下方,腔体气缸驱动上腔体下移与下腔体合模,上腔体、下腔体之间盖合形成密封腔室,锂电芯位于密封腔室内,下腔体内安装电芯放置板、下加热板,下加热板上方安装下热封头,升降板上方安装压紧气缸,压紧气缸的活塞杆穿过升降板连接电芯压板,电芯压板压紧电芯放置板上的锂电芯。
7.作为本实用新型的一种优选方案,封口机构还包括切破气缸、切破刀安装板、切破刀、管接头和抽真空块,升降板上方安装切破气缸,切破气缸的活塞杆连接切破刀安装板,切破刀安装板底部安装切破刀,切破刀切破锂电芯外层膜,下腔体侧方安装管接头,密封腔室通过管接头连通气管,气管连通抽真空块。
8.作为本实用新型的一种优选方案,所述抽真空块上方安装真空气缸开关。
9.作为本实用新型的一种优选方案,所述上加热板、下加热板内部安装有电发热管。
10.作为本实用新型的一种优选方案,所述上腔体左右侧安装有保护管,保护管套装保护气管、电线。
11.本实用新型的有益效果:在指定上料位置将电芯放入其中一个封口机构进行封口作业时,电机可通过分割器驱动旋转盘转动,由于旋转盘上方安装多个封口机构,旋转盘转动带动其余封口机构旋转换位到上料位置继续放入电芯,多工位作业,无需长时间停机等待,加快生产效率,减少加工时间,另外,封口机构结构设计合理,加工精密稳定,保证软包锂电池品质,满足生产需求。
附图说明
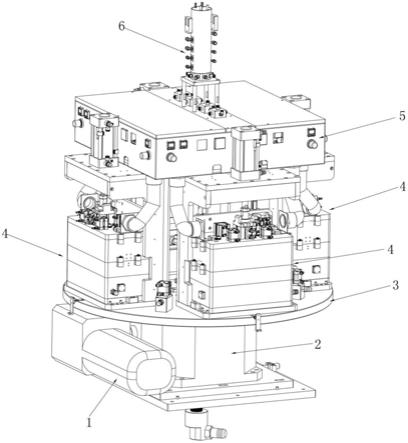
12.图1是本实用新型的整体立体图;
13.图2是本实用新型的单个封口机构的立体图;
14.图3是本实用新型的单个封口机构隐藏上下腔体后的立体图;
15.图4是图3中a处的放大视图。
具体实施方式
16.下面结合附图,对本实用新型的具体实施方式做进一步说明:
17.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的位置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
18.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以视具体情况理解上述术语在本实用新型中的具体含义。
19.如图1和2所示,一种软包锂电池二封机的旋转式多工位封口装置,包括电机1、分割器2、旋转盘3、封口机构4、控制箱5和滑环6,电机1通过分割器2驱动旋转盘3转动,旋转盘3上方安装多个封口机构4,封口机构4用于对软包锂电池进行封口,封口机构4上方安装控制箱5,控制箱5上方安装滑环6,滑环6用于供气管、电线使用实现旋通,封口机构4有4个,4个封口机构4围绕旋转盘中心等角度圆周排列,即相邻两个封口机构4之间夹角为90度,当在指定上料位置将电芯(未最终成型的软包锂电池)放入其中一个封口机构4后,旋转盘3转动换位将第二个封口机构4旋转到上料工位继续上料,而此时上一个封口机构4可正常作业,做到无需等待即可上料。
20.如图2~4所示,封口机构4包括底板41、立板42、腔体气缸43、连接块44、热封气缸45、升降板46、上腔体47、下腔体48、上加热板49、上热封头410、下加热板411、下热封头412、电芯放置板413、压紧气缸414、电芯压板415、切破气缸416、切破刀安装板417、切破刀418、管接头419和抽真空块420,底板41固定安装于旋转盘3上方,底板41上方安装立板42,立板
42顶部安装腔体气缸43,腔体气缸43的活塞杆向下伸出安装连接块44,连接块44安装于热封气缸45的缸体上方,热封气缸45的缸体下方安装升降板46,升降板46下方安装上腔体47,上腔体47内安装上加热板49,热封气缸的活塞杆穿过升降板46连接上加热板49,上加热板49下方安装上热封头410,底板41上方安装下腔体47,下腔体48位于上腔体47正下方,腔体气缸43驱动上腔体下移与下腔体48合模,上腔体47、下腔体48之间盖合形成密封腔室(合模状态),锂电芯位于密封腔室内,下腔体48内安装电芯放置板413、下加热板411,下加热板411上方安装下热封头412,升降板46上方安装压紧气缸411,压紧气缸411的活塞杆穿过升降板46连接电芯压板415,电芯压板415压紧电芯放置板413上的锂电芯,升降板46上方安装切破气缸416,切破气缸416的活塞杆连接切破刀安装板417,切破刀安装板417底部安装切破刀418,切破刀418位于热封头外侧,切破刀418切破锂电芯外层膜,下腔体48侧方安装管接头419,密封腔室通过下腔体48内部通道连通管接头再连通气管(未画出),气管连通抽真空块420,抽真空块420再连接到抽真空装置。
21.封口机构4工作原理:上腔体47、下腔体48在分模状态时,通过人工或机械手等方式将锂电芯放入到下腔体48的电芯放置板413上,腔体气缸43驱动升降板46下移,升降板46驱动上腔体47下移,上腔体下移与下腔体48合模,锂电芯完全被盖合在上腔体47、下腔体48之间的密封腔室内,切破气缸416驱动切破刀安装板417下移,切破刀安装板417驱动切破刀418下移切破锂电芯外层膜,压紧气缸414驱动电芯压板415下移压紧锂电芯,外部的抽真空装置经过抽真空块420、气管将密封腔室内气体抽出形成真空状态,有效去除电芯内部气体,热封气缸45驱动上加热板49下移,上加热板49驱动上热封头410下移,上热封头410、下热封头412相互配合对电芯边侧进行二次封口,加工精密稳定,保证软包锂电池品质。
22.具体的,抽真空块420上方安装真空气缸开关421,真空气缸开关421用于控制抽真空块420内部通道的开闭从而控制抽真空时机,另外,上加热板410、下加热板411内部安装有电发热管,电发热管发热通过热传递升温上热封头410、下热封头412,而上腔体47左右侧安装有保护管422,保护管422套装保护气管、电线,用于集中收纳气管、电线。
23.以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明,对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1