一种防变形自锁开关的制作方法
一种防变形自锁开关
1.技术领域:
2.本实用新型涉及电子五金零部件技术领域,更具体地说涉及一种防变形自锁开关。
3.
背景技术:
4.现有的电路控制板等电子产品的控制板(pcb板)上需要安装端子开关,其在控制板上设置多个孔,将端子开关的端子插入孔中并通过回流焊或者波风焊焊接固定在控制板上与控制板上的电路连通,如图1所示,现有的端子开关中的端子是与端子开关的底座注塑在一起,其端子的底部插入控制板路后,进行焊接时,会产生大量热量,热量会传递给底座,使得底座受热变形,变形时,其底座的壁板会将按钮主体与底座连接的弹簧等部分卡置,产生卡键问题,影响开关使用。
5.
技术实现要素:
6.本实用新型的目的是克服现有技术的不足,提供一种防变形自锁开关,它将端子直接与端子塑胶成型板注塑成型一体,与塑胶底座采用分体式结构,使得端子焊接时的热量不容易传递给塑胶底座上,使得塑胶底座不容易变形,保证端子不会因为受热变形导致开关卡键影响开关功能使用。
7.本实用新型解决所述技术问题的方案是:
8.一种防变形自锁开关,包括按钮主体、塑胶底座和上盖,所述塑胶底座的左部和右部均成型有向下延伸的插槽,插槽与塑胶底座的底板上成型的对应的多个插孔相通,端子塑胶成型板处于对应的插槽中,端子塑胶成型板的端子的下部的端子连接部伸出对应的插孔的底面;
9.所述塑胶底座的底板中部顶面成型有向上延伸的竖直柱体,竖直柱体上插套有弹簧,按钮主体的下部插套在塑胶底座中,按钮主体的左右两侧底部均设有接触板,接触板的外侧边上成型有多个向外向上斜向延伸的接触弹片,接触弹片与对应的端子塑胶成型板的端子的上部体相对应,竖直柱体的上部插套在按钮主体的底面中部成型的上插孔中,弹簧的上部插套在上插孔中,弹簧的顶端着力于上插孔的顶面。
10.所述竖直柱体的顶面中部成型有向下延伸的前后贯穿的下通槽,下通槽的前后侧伸出竖直柱体的前后外壁面,塑胶底座的底板前部顶面成型有向前延伸的底部通槽,底部通槽的前端伸出塑胶底座的前壁板的前壁面,塑胶底座的前壁板的顶面中部成型有向下延伸的通槽,底部通槽的后端与下通槽相通;
11.勾针处于塑胶底座中,勾针包括水平杆部,水平杆部的后端成型有向上向后斜向延伸的后延伸部,水平杆部的前端成型有向上延伸的竖直杆部,竖直杆部的顶端成型有向后延伸的后水平钩部;
12.所述水平杆部插套在底部通槽中,后延伸部插套在下通槽中,竖直杆部插套在通槽中,后水平钩部的后端伸出通槽的后壁面并与按钮主体的前壁面中部成型的凹孔相对应,弹簧的底端着力于后延伸部的前部顶面上。
13.所述塑胶底座的中部成型有安装腔,安装腔的顶面伸出塑胶底座的顶面,安装腔
为矩形状,插槽处于安装腔的左右两侧并与安装腔相通,按钮主体的下部矩形块体插套在安装腔中,下部矩形块体的前后壁面靠近或紧贴安装腔的前后壁面。
14.所述下部矩形块体的底面中部成型有上插孔。
15.所述上盖的中部成型有主中心通孔,按钮主体的上部柱体的顶部伸出主中心通孔;
16.所述上盖盖合在塑胶底座的顶面上,上盖的顶板的前部和后部底面均成型有向下延伸的延伸板部,前部的延伸板部上成型有两个卡置通孔,后部的延伸板部的中部成型有中部卡置通孔,塑胶底座的前壁面中部成型有两个凸起卡置部,塑胶底座的后壁板中部成型有一个后凸起卡置部,凸起卡置部卡置在对应的卡置通孔中,后凸起卡置部卡置在对应的中部卡置通孔中。
17.所述按钮主体的下部矩形块体的前壁面中部成型有心形凸起和上定位凸起,上定位凸起处于心形凸起的上方并对着心形凸起的顶面中部成型的凹孔。
18.本实用新型的突出效果是:
19.它将端子直接与端子塑胶成型板注塑成型一体,与塑胶底座采用分体式结构,使得端子焊接时的热量不容易传递给塑胶底座上,使得塑胶底座不容易变形,保证端子不会因为受热变形导致开关卡键影响开关功能使用。
20.附图说明:
21.图1是现有的端子开关的局部分解示意图;
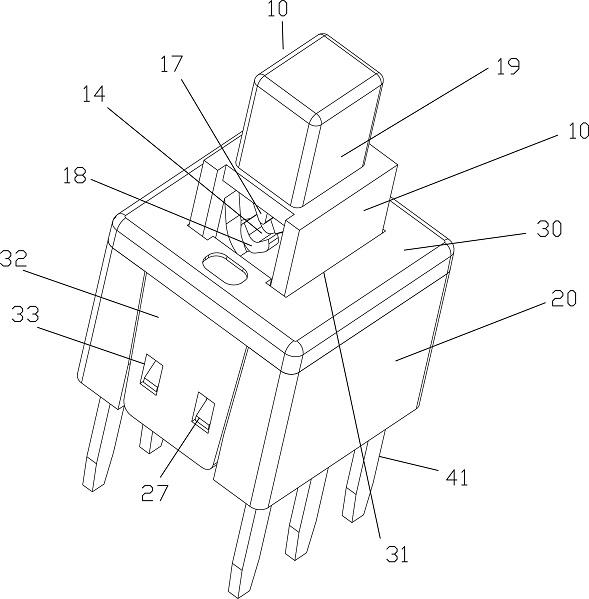
22.图2本实用新型的局部结构示意图;
23.图3是本实用新型的局部分解示意图;
24.图4是本实用新型的塑胶底座处的局部结构示意图;
25.图5是本实用新型的局部剖视图;
26.图6是本实用新型的按钮主体的局部结构示意图;
27.图7是塑胶底座处的换角度局部结构示意图。
28.具体实施方式:
29.实施例,见如图2至7所示,一种防变形自锁开关,包括按钮主体10、塑胶底座20和上盖30,所述塑胶底座20的左部和右部均成型有向下延伸的插槽21,插槽21与塑胶底座20的底板上成型的对应的多个插孔22相通,端子塑胶成型板40处于对应的插槽21中,端子塑胶成型板40的外侧壁紧贴或靠近对应的插槽21的内侧壁,端子塑胶成型板40的端子41的下部的端子连接部伸出对应的插孔22的底面;
30.所述塑胶底座20的中部成型有安装腔26,安装腔26的顶面伸出塑胶底座20的顶面,安装腔26为矩形状,插槽21处于安装腔26的左右两侧并与安装腔26相通,按钮主体10的下部矩形块体插套在安装腔26中,下部矩形块体的前后壁面靠近或紧贴安装腔26的前后壁面。下部矩形块体的底面中部成型有上插孔13。
31.所述安装腔26的底面中部成型有向上延伸的竖直柱体23,竖直柱体23上插套有弹簧1,按钮主体10的下部矩形块体左右两侧底部均设有接触板11,接触板11的外侧边上成型有多个向外向上斜向延伸的接触弹片12,在制造过程中,其接触板11与按钮主体10通过注塑一体成型制造,接触弹片12与对应的端子塑胶成型板40的端子41的上部体相对应,端子塑胶成型板40上设有三个端子41,三个端子41与端子塑胶成型板40通过注塑一体成型制
造;
32.竖直柱体23的上部插套在上插孔13中,弹簧1的上部插套在上插孔13中,弹簧1的顶端着力于上插孔13的顶面。
33.进一步的说,所述竖直柱体23的顶面中部成型有向下延伸的前后贯穿的下通槽231,下通槽231的前后侧伸出竖直柱体23的前后外壁面,安装腔26的底面前部成型有向前延伸的底部通槽24,底部通槽24的前端伸出塑胶底座20的前壁板的前壁面,塑胶底座20的前壁板的顶面中部成型有向下延伸的通槽25,通槽25的底部为阻挡部,阻挡部处于底部通槽24的上方,底部通槽24的后端与下通槽231相通;
34.勾针50处于塑胶底座20中,勾针50包括水平杆部51,水平杆部51的后端成型有向上向后斜向延伸的后延伸部52,水平杆部51的前端成型有向上延伸的竖直杆部53,竖直杆部53的顶端成型有向后延伸的后水平钩部54;
35.所述水平杆部51插套在底部通槽24中,后延伸部52插套在下通槽231中,竖直杆部53插套在通槽25中,后水平钩部54的后端伸出通槽25的后壁面并与按钮主体10的前壁面中部成型的凹孔14相对应,弹簧1的底端着力于后延伸部52的前部顶面上。
36.进一步的说,所述下部矩形块体的底面中部成型有上插孔13。
37.进一步的说,所述上盖30的中部成型有主中心通孔31,按钮主体10的下部矩形块体的顶面中部成型有矩形柱状的上部柱体19,上部柱体19的顶部伸出主中心通孔31;
38.所述上盖30的顶板压靠在塑胶底座20的顶面上,上盖30的顶板的前部和后部底面均成型有向下延伸的延伸板部32,前部的延伸板部32上成型有两个卡置通孔33,后部的延伸板部32的中部成型有中部卡置通孔34,塑胶底座20的前壁板的前壁面中部成型有安装插槽,安装插槽与通槽21相通,安装插槽的后壁面中部成型有两个凸起卡置部27,塑胶底座20的后壁板中部后壁面成型有后安装插槽,后安装插槽的前壁面中部成型有一个后凸起卡置部28,延伸板部32插套在安装插槽或后安装插槽中,凸起卡置部27卡置在对应的卡置通孔33中,后凸起卡置部28卡置在对应的中部卡置通孔34中,实现固定。
39.进一步的说,所述按钮主体10的下部矩形块体的前壁面中部成型有心形凸起18和上定位凸起17,上定位凸起17处于心形凸起18的上方并对着心形凸起18的顶面中部成型的凹孔14。
40.本实施例在使用时,通过按动按钮主体10的上部柱体19,使得按钮主体10向下压,使得弹簧1压缩,使得勾针50的水平杆部51的前端向上翘起,使得后水平钩部54插入心形凸起18顶面的凹孔14中,通过上定位凸起17的底面靠近或压靠在后水平钩部54的顶面上,将其定位,实现自锁。
41.此时,接触弹片12下降并与对应的端子塑胶成型板40的端子41的上部体相接触,实现导通。
42.本实施例中,其端子41直接与端子塑胶成型板40注塑成型一体,与塑胶底座20采用分体式结构,使得端子41焊接时的热量不容易传递给塑胶底座20上,使得塑胶底座20不容易变形,保证端子开关的使用寿命。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1