获得弯曲的层压窗玻璃的方法与流程
获得弯曲的层压窗玻璃的方法
1.本发明涉及层压窗玻璃的领域。更具体地,本发明涉及实现弯曲并且使得有可能获得光学性质上更好质量的产品的方法。
2.层压窗玻璃是包含通过热塑性中间层粘附粘合在一起的两个玻璃板的窗玻璃。中间层尤其可以在破裂的情况下保留玻璃碎片,但是还提供其他功能,特别地在防盗(break
‑
in resistance)或改善声学性能方面。这种窗玻璃特别用作机动车的挡风玻璃,在其为弯曲的情况。设置在凸侧的玻璃板称为外部板,因为它旨在放置在车辆外部,包括称为“面1”的面(车辆外部)和与层压中间层接触的面2,和设置在凹侧的玻璃板称为内部板,包括与层压中间层接触的面3和旨在放置在车辆内部的面4。
3.这些层压窗玻璃通常包括釉涂层(enamel coatings),例如,它们可以将窗玻璃安装连接处(joint)隐藏在车辆的车身开口中,并且还可以保护所述连接处免受紫外线辐射。通常放置在面2或面4上的釉通常是设置在玻璃板的外围的带(strip)。
4.釉(enamel)包括玻璃料和颜料,通常是黑色颜料。通常将其通过丝网印刷沉积,然后在弯曲过程中进行烧制,使玻璃板经受至少550
°
c,甚至至少600
°
c的温度。该处理在诸如烤箱的加热装置中进行,其中玻璃板通过对流和辐射加热。
5.已经观察到,在某些情况下,弯曲的层压窗玻璃在釉区附近表现出光学失真,有时称为“烧伤线”。
6.当这些失真位于被称为“成像仪区域(camera zones)”的区域附近时,这些失真尤其麻烦,光学传感器必须通过这些区域捕获光或图像。
7.例如,对于配备有传感器和/或成像仪(例如雨水传感器或亮度传感器)或带有驾驶辅助成像仪的挡风玻璃,就是这种情况。这些传感器或成像仪位于车辆内部,抵靠窗玻璃的面4,例如于将内部后视镜固定在挡风玻璃上的区域中。通常会在该区域布置一层釉涂层,以隐藏和保护用于固定后视镜的粘合剂;但是该釉区必须提供小的非釉透射窗,以便光线可以到达传感器。重要的是,此成像区应无光学失真,以防止捕获的图像失真和可能分析不善。
8.出现这种失真的原因是釉,尤其地黑色釉,比裸露的玻璃能更高程度地吸收红外辐射。为此,这导致在弯曲期间一方面涂覆釉的区域(釉区)和另一方面未涂覆釉的玻璃区域(非釉区)之间存在很大的温差;这些温度差是观察到的失真的根源。
9.本发明旨在通过减少或消除所述光学失真来克服这些缺点。
10.为此,本发明涉及用于获得具有凹侧和凸侧的弯曲层压窗玻璃的方法,所述窗玻璃包括玻璃板,被称为内部的玻璃板,所述玻璃板布置在窗玻璃的凹侧上并且通过热塑性中间层与被称为外部玻璃板的玻璃板粘结,外部玻璃板布置在窗玻璃的凸侧上,所述方法包括以下步骤:
‑
在第一玻璃板的第一面的一部分上沉积釉涂层,以产生至少一个釉区和至少一个非釉区,
‑
在第二玻璃板的第一面的称为牺牲区的一部分上沉积牺牲层,
‑
同时弯曲第一和第二玻璃板,在弯曲期间布置玻璃板,使得第一和第二玻璃板中
的一个放置在另一个玻璃板上,每个玻璃板的各个第一面朝向窗玻璃的凹侧,并且牺牲区被布置成至少与釉区的至少一部分相对(au droit de),
‑
在弯曲期间或在弯曲步骤之后,去除所述牺牲层,
‑
通过热塑性中间层层压第一玻璃板和第二玻璃板。
11.在大多数情况下,对应于最常见的弯曲方法,每个玻璃板的各个第一面在弯曲过程中将面朝上。同样,最经常地,将进行层压,以使得在弯曲期间放置在上方的玻璃板为内部板。
12.根据第一实施方案,内部玻璃板是第一玻璃板。在这种情况下,上釉的玻璃板通常在弯曲期间被放置在第二玻璃板的上方,并且釉涂层将被放置在最终窗玻璃的面4上,并因此旨在与将要安装窗玻璃的车辆内部接触。
13.根据第二实施方案,外玻璃板是第一玻璃板。在这种情况下,第二玻璃板在弯曲期间通常将被放置在上釉的玻璃板的上方,并且釉涂层将被放置在最终窗玻璃的面2上,并因此与层压中间层接触。
14.在所有情况下,在最后的窗玻璃中,通常将釉涂层放置在面2上,并因此放在外部板的内表面上,或者放置在面4上,并因此在内部板的内表面上。
15.除非另有说明,否则以下所有内容均适用于这两个实施方案。
16.每个玻璃板优选在弯曲步骤之前是平的。第一和/或第二玻璃板的玻璃通常是钠钙硅玻璃(soda
‑
lime
‑
silica glass),但是也可以使用其他玻璃,例如硼硅酸盐或硅铝酸盐。优选通过浮法,即通过将熔融玻璃倒在熔融锡浴上的方法来获得至少一个玻璃板。
17.至少一个玻璃板可以是透明的或有色的,例如绿色,蓝色,灰色或古铜色。根据最终窗玻璃的用途进行选择。在例如汽车挡风玻璃的情况下,窗玻璃的光透射率(光源a,参考观察者cie
‑
1931)优选地为至少70%,或者甚至75%;在这种情况下,至少一个板优选具有0.5重量%至0.9重量%的氧化铁含量(以fe2o3形式表示)。
18.每个玻璃板的厚度优选在0.7至6mm,特别地1至5mm,更特别地2至4mm的范围内。窗玻璃的表面积优选为至少1平方米。
19.釉涂层优选由包含玻璃料,颜料和有机介质的流体釉组合物沉积。有机介质在弯曲步骤期间被去除,由此允许加强(consolidate)釉涂层,或甚至,如果需要,在釉的预烘烤处理期间将其去除。因此,烘烤后,釉涂层在基本玻璃态基质中包含颜料。
20.玻璃料或玻璃态基质优选基于硼硅酸锌和/或硼硅酸铋。颜料优选包含一种或多种氧化物,选自铬,铜,铁,锰,钴和镍的氧化物。例如,所述物质可以是铜和/或铁的铬酸盐。在热处理步骤之后,釉涂层的厚度优选在5至50μm,特别地10至40μm的范围内。
21.釉区优选占涂覆面表面积的2至25%,特别是3至20%,或甚至5至15%。釉区优选地为外围的带的形式。术语“外围的带(peripheral strip)”应理解为是指自身封闭的带,该带从玻璃板的外围的每个点朝玻璃板的内部延伸一定的宽度,该宽度通常取决于位置而变化,通常在1至30厘米之间。
22.釉涂层的沉积优选通过丝网印刷包含玻璃料,颜料和有机介质的流体釉组合物来进行。为此,特别是使用刮刀通过丝网印刷的网孔将釉组合物沉积在玻璃板上。根据一种方法,在不希望覆盖的玻璃板区域相对应的部分中,丝网的网孔被密封,因此釉组合物根据预定义模式只能在要涂覆的区域中通过丝网。
23.其他沉积技术,例如数字印刷技术(例如喷墨印刷或激光辐射转移印刷)也是可能的。
24.在烘烤之前,釉涂层的厚度优选在10至30μm之间,特别是在15至25μm之间。焙烧后,釉涂层的厚度优选为5至15μm,特别是7至13μm。
25.釉优选是黑色的,并且有利地在釉侧的反射中具有小于10,特别是小于5,甚至小于3的l *比色坐标。
26.牺牲层沉积在第二玻璃板上的牺牲区域中,该牺牲区域在弯曲期间至少与釉区的至少一部分相对(换句话说,对面(opposite))。
27.在第二玻璃板上的该层的存在使得可以补偿在弯曲期间在第一玻璃板的釉区和非釉区之间的边界处出现的温度差,并从而避免形成上面提到的光学失真。
28.此外,牺牲层也可以与非釉区的一部分相对(换句话说,相对),更特别地与釉区相邻。
29.牺牲层可以被布置为与釉区的至少5%,特别是至少10%,和甚至至少20%,或至少30%或40%相对,和甚至是与釉区的至少50%或60%相对。
30.根据一个实施例,牺牲区至少或精确地布置成与整个釉区相对。牺牲区例如布置成与整个釉区和与釉区相邻的非釉区的一部分成相对。
31.根据另一实施例,牺牲区被布置成与成像区(camera zone)相对,因此包括由釉区包围的非釉区,并且该釉区的一部分围绕非釉区。如上所述,术语“成像区(camera zone)”应理解为是指窗玻璃的区域,在最终的窗玻璃中,传感器必须通过该区域捕获光或图像,以及和相邻的釉区。
32.在这种情况下,牺牲区域将通常被布置为与覆盖釉区的0.5%到10%,或甚至1%到5%的区域相对。牺牲区域也将优选地被布置为与被该釉区围绕的非釉区相对。
33.成像区在其透明部分中优选地具有梯形形状。成像区的透明部分的表面积优选地在5至300平方厘米之间,特别是在10至250平方厘米之间。
34.优选通过丝网印刷,数字印刷,通过移印,通过辊涂,通过幕涂或通过喷涂来沉积牺牲层。
35.丝网印刷,数字印刷或甚至移印工艺能允许牺牲层仅沉积在特定区域上。这些局部沉积技术例如在本发明的目的是避免在成像区中的光学失真时特别有用,因为在这种情况下,根据本发明的方法仅涉及玻璃板的小的区域。
36.牺牲层的厚度优选在100nm至80μm之间,特别是在1μm至30μm之间,或者甚至在5μm至20μm之间。
37.优选地,牺牲层吸收部分红外辐射。它有利地包含颜料,特别是黑色颜料或炭黑。颜料优选包含一种或多种氧化物,选自铬,铜,铁,锰,钴和镍的氧化物。
38.替代地或累积地,牺牲层可以反射一部分红外辐射。在此情况下,它可以包含反射红外辐射的颜料,特别地二氧化钛颜料。
39.为了使牺牲层能够承受各种操纵或处理,例如传送或与工具接触,牺牲层优选地包括树脂。然后,树脂充当粘合剂,从而可以将层临时固定到第二块玻璃上。
40.根据一个实施方案,牺牲层包括树脂和耐火矿物化合物,例如颜料或炭黑,并且牺牲层的去除在弯曲步骤之后进行,特别是通过清洗和/或擦拭。
ꢀ“
耐火”是指这些化合物在
弯曲过程中不会熔化并且不会软化。
41.根据另一个实施方案,牺牲层包括树脂和可燃的矿物化合物,牺牲层的去除与弯曲同时进行。在这种情况下,在弯曲过程中通过燃烧去除可燃化合物。术语“可燃”矿物应理解为是指这些化合物能够在弯曲过程中燃烧。
42.在两种情况下,通常在弯曲过程中或适当时在弯曲之前通过釉的预烘烤处理去除树脂。
43.牺牲层中的树脂含量优选为至少10重量%,或至少20重量%和/或至多60重量%。
44.该树脂特别地可以单独或以混合物的形式选自丙烯酸树脂,环氧树脂,醇酸树脂,和聚氨酯树脂,处于水相或溶剂相中。也可以使用这些不同聚合物的共聚物。该树脂可以处于水相或溶剂相,其固含量通常为20至80重量%,特别是30至70重量%。
45.该树脂可以是在紫外线辐射下交联的树脂,特别是基于(甲基)丙烯酸酯和任选地基于光引发剂的树脂;不含溶剂的树脂,或任选地处于水相或溶剂相中。如果在牺牲层的施加和热处理之间不需要处理玻璃板,则树脂可以不交联。否则,优选提供通过紫外线辐射的干燥步骤。
46.该树脂可以是胶乳,即呈水分散体或乳液的形式。干燥可以在空气中或在烤箱中进行;但是如果不需要在施加牺牲层和热处理之间处理玻璃板,则可以省略干燥步骤。
47.该树脂可以是热塑性树脂,例如热熔树脂(hot
‑
melt)或热塑性弹性体,例如sebs共聚物(聚苯乙烯
‑
b
‑
聚(乙烯
‑
丁烯)
‑
b
‑
聚苯乙烯)。
48.该树脂可以是用于釉组合物的有机介质的树脂。
49.弯曲优选地使用优选在600至750℃之间,特别是在620至700℃之间的温度。如果需要,可以在弯曲之后进行热淬火处理,进一步包括例如使用空气喷嘴对玻璃表面进行强制和快速冷却,以产生表面压缩应力,从而改善玻璃板的机械强度。
50.弯曲可以以已知的方式进行,例如通过重力(玻璃在其自重下变形)或通过挤压来进行。在弯曲期间,内部玻璃板(取决于第一玻璃板或第二玻璃板的情况)通常置于外部玻璃板(取决于第二玻璃板或第一玻璃板的情况)上方。为了防止它们在弯曲期间彼此粘附,优选通过在玻璃板之间放置中间粉末(insert powder)来保持玻璃板一定距离,以确保几十微米的空间,通常为20至50μm。中间粉末例如基于碳酸钙和/或镁。
51.该方法还可包括在弯曲步骤之前对釉进行预烘烤处理。在此情况下,该处理使用优选地在550至650℃之间,特别是在560至600℃之间的温度。预烘烤处理对于提高某些釉的抗粘附性能特别有用。当第一涂层是用于在层压窗玻璃的面2的釉时,该实施方案是特别有利的,在此情况下,在弯曲处理期间所述釉通常与层压窗玻璃的第二玻璃板接触。
52.如上所述,该方法可以在弯曲步骤之后包括清洗和/或擦拭步骤。该步骤使得可以从牺牲层去除任何有机和/或矿物化合物或残留物,例如颜料。
53.该方法包括在弯曲步骤之后的层压步骤,其中玻璃板借助于热塑性中间层彼此粘合。
54.层压可以通过高压釜处理例如在110至160℃的温度下和在10至15巴的压力下以已知的方式进行。在高压釜处理之前,可以通过压延或减压去除夹在玻璃板和层压中间层之间的空气。
55.层压中间层优选包含至少一层聚乙烯醇缩醛层,特别地聚乙烯醇缩丁醛(pvb)层。
56.层压中间层可以着色或不着色,以便在必要时调节窗玻璃的光学或热性能。层压中间层可以有利地具有吸声特性,以便吸收空气传播或结构传播的声音。为此目的,它可以特别地由三个聚合物片组成,包括两个pvb片,称为外部片,其围绕内部聚合物片(任选地由pvb制成),该内部聚合物片的硬度低于外部片的硬度。层压中间层还可以具有绝热性能,特别是红外辐射的反射性能。为此,它可以包括沉积在由两个外部pvb围绕的内部pet片上的低辐射率薄层涂层,例如包含银薄层的涂层或具有不同折射率的交替电介质层的涂层。
57.层压中间层的厚度通常在0.3至1.5mm的范围内,特别是在0.5至1mm的范围内。为了避免在使用称为hud(平视显示器)的平视视觉系统时形成双重图像,层压中间层在窗玻璃的一个边缘上的厚度可以比在窗玻璃的中心处的厚度低。
58.根据一个实施方案,将传感器放置在内部玻璃板上,其与由釉区的一部分(成像区)围绕的非釉区相对。传感器例如是成像仪(特别是可见光和/或红外线成像仪,更特别地热成像仪)或激光雷达。
59.所获得的弯曲的层压窗玻璃包括两个玻璃板,所述两个玻璃板通过热塑性中间层粘附地结合,釉涂层(特别是黑色)有利地布置在玻璃板之一的外围上,在窗玻璃的面2或面4上。外围的釉可以隐藏和保护连接处和粘合剂,从而将窗玻璃固定在车身开口上或将内部后视镜固定在窗玻璃上。优选地,挡风玻璃包括至少一个传感器,并且外围釉带包括与所述传感器相对的非釉透射窗。
60.以下实施例结合附图1和2以非限制性方式说明本发明。
61.图1a至1d示意性地示出了本发明的方法的实施例。在该实施方案中,目的是减少机动车辆挡风玻璃的成像区中的光学失真。
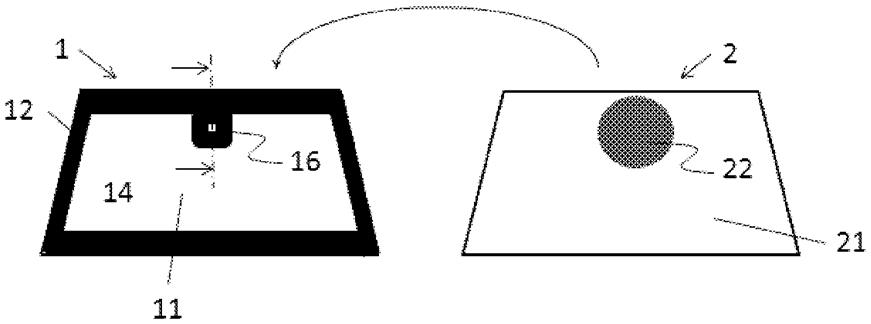
62.[图1a]是第一和第二玻璃板在被组装以弯曲之前的示意性俯视图。
[0063]
第一玻璃板1在其第一面11上涂覆有黑色釉12的外围的带,该黑色釉12围绕非釉区14(玻璃板的中央区),并且在玻璃板的上部中央部分形成成像区16,包括透明的非釉部分,并被釉部分围绕。釉沉积例如通过丝网印刷进行。此时,釉尚未被烘烤。
[0064]
第二玻璃板2在其第一面21上涂覆有牺牲层22,该牺牲层22布置在牺牲区域中,该牺牲区域用于在玻璃板组装以弯曲时与成像区16相对(对面)。 在该实施例中,牺牲层既延伸与成像区16的透明因此非釉的部分相对,也延伸与位于该透明部分周围的釉部分相对。
[0065]
牺牲层22包括例如树脂和黑色颜料。
[0066]
[图1b]是沿着图1a所示的截面平面的示意性截面图,该第一和第二玻璃板的一部分被组装以弯曲。第二玻璃板2在此布置在第一玻璃板1上。在最终的窗玻璃中,第二玻璃板2因此将是内部玻璃板,并且第一玻璃板1因此将是外部玻璃板,然后,将釉涂层置于窗玻璃的面2上。如上所述,取决于釉是要放置在最终层压窗玻璃的面2还是面4上,反向排列也是可能的。通常在两个玻璃板之间存在的中间层粉末在此未示出。
[0067]
第一面11和21朝向在弯曲期间将成为窗玻璃的凹侧的一侧定向。由于这是重力弯曲,所以第一面11和21面朝上。取决于所使用的弯曲方法,其他布置也是可能的。
[0068]
[图1c]是第一玻璃板和第二玻璃板弯曲结束时的截面图。在给定的牺牲层的实施例中,在第二玻璃板2的第一面21上,树脂的燃烧留下黑色颜料(由参考标记24表示),和这些颜料可以通过擦拭从面21上去除。
[0069]
[图1d]是最终的层压窗玻璃的截面图。弯曲之后,将两个玻璃板分开,和然后与通
常由pvb制成的热塑性中间层3层压在一起。
[0070]
图1a至1d仅示出了根据本发明的方法的一个实施方案。显然其他方式也是可能的,例如牺牲层22的沉积可以与整个釉区12相对,以便消除在釉区12和非釉区14的界面处出现的光学失真。
[0071]
以下示例实施例说明了本发明的优点。
[0072]
用黑色釉涂层将第一玻璃板通过丝网印刷涂覆在其第一面的一半上。然后将第二个玻璃板布置在第一玻璃板的顶部,然后通过将其放置在加热到710
°
c的烤箱中持续180秒钟的时间对两个玻璃板进行热处理。测量了在釉区(t1)和非釉区(t2)中玻璃的温度变化(通过位于第一玻璃板上的热电偶测量)。
[0073]
在试验1a中,第二玻璃板的第一面(在热处理中朝上)预先通过丝网印刷用由有机介质和黑色矿物颜料组成的组合物(该黑色矿物颜料基于铜(37质量%),铁(17质量%)和锰(46质量%)的氧化物)涂覆。湿厚度为15μm。在该实施例中,热处理通过燃烧树脂能去除牺牲层,从而在第二玻璃板的表面上留下颜料,然后将其洗涤去除。
[0074]
在测试1b(对比)中,没有沉积牺牲层。
[0075]
[图2]示出了作为温度t1的函数的温度差t1
‑
t2。
[0076]
结果表明,在第二玻璃板上的牺牲层使得可以极大地减小釉区和非釉区之间在高温下的温度差,因为在实施例1a的情况下其绝对值最多为10℃,而在没有牺牲层的情况下,这种温度差可能会高至超过35℃。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1