一种模块化和面输面机的制作方法
1.本实用新型涉及一种模块化和面输面机,属于炊事机械技术领域。
背景技术:
2.目前,输面机是对滚式馒头加工设备的主要组成部分,现市场上生产输面机、成型机等产品面团输面部分与成型部分为一体式结构,现市场上生产的对滚式馒头机输面部分只能作为输面机使用,不能和面,用户生产馒头时,还需购置和面设备,投入较大,且生产过程中,需要操作人员从和面机取出面团,再分成小块投入到输面机中,操作人员劳动强度大,生产过程中,人手与面团接触频率较高,影响了食品卫生安全。
技术实现要素:
3.本实用新型所要解决的技术问题是针对现有技术存在的缺陷,提供一种模块化、灵活拆装搭配使用的和面输面机。
4.为解决这一技术问题,本实用新型提供了一种模块化和面输面机,包括电气控制部分、出面口、机架、法兰座、轴承一、法兰、搅拌轴、轴承二、上盖、面斗组合、搅拌桨、绞龙组合、面斗、轴承室、接盘和电动机,所述减速机一和电动机固定在机架底部,面斗设置在机架上部,法兰座设置在面斗一侧、固定在机架上;所述法兰座内部设置有法兰,法兰内部设有轴承一;所述面斗两侧设有轴承室,轴承室内设有轴承二;面斗一侧设有接盘和出面口;绞龙组合设置在面斗内部,其一端设置在轴承一内,另一端伸入至接盘内;所述绞龙组合上方设有搅拌桨,搅拌桨固定在搅拌轴上,搅拌轴通过轴承二及轴承室固定在面斗上;所述法兰座和面斗上方设有上盖,上盖通过上盖固定板、铰轴二与面斗后部连接,上盖可绕铰轴二旋转;所述上盖上设有上盖锁紧机构,其左侧设置有光电感应器。
5.所述上盖上设置有上盖支承板和上盖支承轴,上盖支承板通过上盖支承轴与上盖铰接,上盖支承板可绕铰轴一旋转;上盖支承板上设置有滑槽,上盖支承轴可在滑槽内滑动。
6.所述电动机轴端设有电机轮,减速机一一端设有大槽轮,电机轮和大槽轮之间有普通v带缠绕连接,减速机一另一端设有减速机链轮一,减速机链轮一通过传动链条一与减速链轮一传动连接,减速链轮一设置安装在绞龙组合上;绞龙组合还设置有搅拌主动轮,搅拌主动轮通过传动链条二传动连接搅拌器链轮,搅拌器链轮设置安装在搅拌轴上。
7.所述上盖锁紧机构包括固定套、压簧、销轴和把手,固定套与上盖连接固定,上盖通过销轴与上盖锁紧板实现锁紧,上盖锁紧板通过螺钉二固定在面斗内部,把手与销轴固定连接,销轴穿过压簧,将压簧压紧在固定套内,实现上盖与上盖锁紧板锁紧。
8.所述接盘和出面口之间设置有支承盘,所述接盘上端面为法兰喇叭形结构,所述法兰结构上设有螺纹孔,喇叭形端面设有用于出面口连接的多个螺纹孔,所述出面口为喇叭形结构,其上端面设有多个开口槽,所述开口槽沿周向同向开口,所述开口槽与螺纹孔通过螺栓连接。
9.所述绞龙组合后端设有反旋向叶片。
10.所述机架底部设有底轮。
11.所述电气控制部分固定在面斗上部,电气控制部分通过微电脑控制系统及光电感应器配合实现全自动控制和半自动控制功能转换;所述微电脑智能控制系统由电源模块、操作控制人机界面模块、采集运算控制模块和电机驱动模块构成,根据加工面团属性的不同,通过操作界面设定好和面时间、饧面时间、输面时间、二次和面时间,系统读取输入信息后,各项参数信号传送到微电脑,再通过控制系统模拟转化控制和面输面电机的速度,依据时间变化模糊控制绞龙转速以控制输面压力及输面量,促进馒头计量的准确性,控制成型部分成型滚运转速度,自动检测故障及正常情况,自动警示馒头生产时机。
12.有益效果:本实用新型通过设置蛟龙组合和搅拌桨反转实现和面功能,正转实现输面功能,和面输面部分和成型部分的连接固定,使得和面输面机模块化、独立化,和面输面机使用更加灵活、多变,和面输面机可与馒头成型机搭配使用,不用购买多组机器,方便快捷,节约人力物力,节省时间,提高工作效率。
附图说明
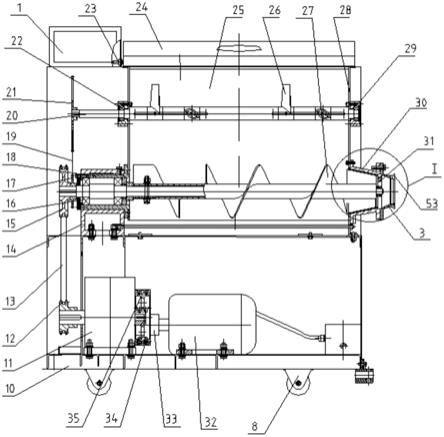
13.图1为本实用新型的结构示意主视图;
14.图2为本实用新型的结构示意左视图;
15.图3为本实用新型图1的i部放大示意图;
16.图4为本实用新型图2的ii部放大示意图;
17.图5为本实用新型上盖打开状态的示意图;
18.图6为本实用新型出面口的结构示意图。
19.图中:1、电气控制部分;3、出面口;10、机架;11、减速机一;12、减速机链轮一;13、传动链条一;14、法兰座;15、减速链轮一;16、轴承一;17、搅拌主动轮;18、法兰;19、传动链条二;20、搅拌轴;21、搅拌器链轮;22、轴承二;23、光电感应器;24、上盖;25、面斗组合;26、搅拌桨;27、绞龙组合;28、面斗;29、轴承室;30、接盘;31、支承盘;32、电动机;33、电机轮;34、普通v带;35、大槽轮;36、上盖固定板;38、铰轴一;39、铰轴二;40、上盖支承板;41、滑槽;42、上盖支承轴;43、上盖锁紧板;44、上盖锁紧机构;45、固定套;46、把手;47、压簧;48、销轴;49、螺钉二。
具体实施方式
20.下面结合附图及实施例对本实用新型做具体描述。
21.如图1-图6所示,本实用新型提供了一种模块化和面输面机,包括电气控制部分1、出面口3、机架10、法兰座14、轴承一16、法兰18、搅拌轴20、轴承二22、上盖24、面斗组合25、搅拌桨26、绞龙组合27、面斗28、轴承室29、接盘30和电动机32,所述减速机一11和电动机32固定在机架10底部,面斗28设置在机架10上部,法兰座14设置在面斗28一侧、固定在机架10上;所述法兰座14内部设置有18法兰,法兰18内部设有轴承一16;所述面斗28两侧设有轴承室29,轴承室29内设有轴承二22;面斗28一侧设有接盘30和出面口3;绞龙组合27设置在面斗28内部,其一端设置在轴承一16内,另一端伸入至接盘30内;所述绞龙组合27上方设有搅拌桨26,搅拌桨26固定在搅拌轴20上,搅拌轴20通过轴承二22及轴承室29固定在面斗28上;
所述法兰座14和面斗28上方设有上盖24,上盖24通过上盖固定板36、铰轴二39与面斗28后部连接,上盖24可绕铰轴二39旋转;所述上盖24上设有上盖锁紧机构44,其左侧设置有光电感应器23。
22.所述上盖24上设置有上盖支承板40和上盖支承轴42,上盖支承板40通过上盖支承轴42与上盖24铰接,上盖支承板40可绕铰轴一38旋转;上盖支承板40上设置有滑槽41,上盖支承轴42可在滑槽41内滑动。
23.所述电动机32轴端设有电机轮33,减速机一11一端设有大槽轮35,电机轮33和大槽轮35之间有普通v带34缠绕连接,减速机一11另一端设有减速机链轮一12,减速机链轮一12通过传动链条一13与减速链轮一15传动连接,减速链轮一15设置安装在绞龙组合27上;绞龙组合27还设置有搅拌主动轮17,搅拌主动轮17通过传动链条二19传动连接搅拌器链轮21,搅拌器链轮21设置安装在搅拌轴20上。
24.所述上盖锁紧机构44包括固定套45、压簧47、销轴48和把手46,固定套45与上盖24连接固定,上盖24通过销轴48与上盖锁紧板43实现锁紧,上盖锁紧板43通过螺钉二49固定在面斗28内部,把手46与销轴48固定连接,销轴48穿过压簧47,将压簧47压紧在固定套45内,实现上盖24与上盖锁紧板43锁紧。向外拉动把手46,销轴48与上盖锁紧板43脱离,上盖24与光电感应器23距离加大,机器会自动停止运转,掀起上盖24到一定角度时,上盖支承轴42会自动支承固定。
25.所述接盘30设置在和面输面部分侧面,所述接盘30和出面口3之间设置有支承盘31,出面口3固定在支承盘31的侧面上,出面口3的出口外侧设计为外螺纹形式。
26.所述绞龙组合27后端设有反旋向叶片。
27.所述机架10底部设有底轮8。
28.所述电气控制部分1固定在面斗28上部,电气控制部分通过微电脑控制系统及光电感应器配合实现全自动控制和半自动控制功能转换;所述微电脑智能控制系统由电源模块、操作控制人机界面模块、采集运算控制模块和电机驱动模块构成,根据加工面团属性的不同,通过操作界面设定好和面时间、饧面时间、输面时间、二次和面时间,系统读取输入信息后,各项参数信号传送到微电脑,再通过控制系统模拟转化控制和面输面电机的速度,依据时间变化模糊控制绞龙转速以控制输面压力及输面量,促进馒头计量的准确性,控制成型部分成型滚运转速度,在一定时间范围内自动检测故障及正常情况,自动警示馒头生产时机。馒头加工时,根据用户要求及面团软、硬等面团属性,可自行设定和面时间、饧面时间,使产品操作简单。
29.工作时,通过人机界面设置好各参数后,按下启动按键,电动机32通过电机轮33、普通v带34、大槽轮35、减速机链轮一12、减速链轮一15、传动链条一13、搅拌主动轮17、搅拌器链轮21和传动链条二19带动绞龙组合27和搅拌桨26转动,绞龙组合27和搅拌桨26正、反转,运转速度及运转时间通过微电脑控制系统自动控制,绞龙组合27和搅拌桨26反转为和面模式,面团不输送在面斗28内搅拌,绞龙组合27和搅拌桨26正转为输面模式,和好的面团被输出。
30.本实用新型通过设置和面输面部分和成型部分的连接固定,使得和面输面机模块化、独立化,和面输面机使用更加灵活、多变,和面输面机可与馒头成型机搭配使用,不用购买多组机器,方便快捷,节约人力物力,节省时间,提高工作效率。
31.本实用新型上述实施方案,只是举例说明,不是仅有的,所有在本实用新型范围内或等同本实用新型的范围内的改变均被本实用新型包围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1