一种肉串自动切割装置及其实现方法
1.本发明是一种肉串自动切割装置及其实现方法,属于自动穿串、切割技术领域。
背景技术:
2.烧烤是人们普通喜欢的一种食品,制作烧烤过程中给肉穿签是其中的一道工序,传统方式是通过手工一根一根串,费时费力,因此设计一种用于烧烤肉串自动穿串机很有必要。
3.现有的肉串自动切割装置具有以下缺点:1、是多以单支穿串为主,自动化程度低,加工速度慢,不能真正解决降低劳动强度、提高穿串效率的目的;2、不能实现穿串签子的自动上料,需要人工添加签子;3、不能实现大块肉的自动切割,需要人工将大块肉切割成长条状后再进行穿串,且这样会造成肉条宽度不一致,对后续穿串操作带来不便。
技术实现要素:
4.本发明要解决的技术问题是针对以上不足,提供一种肉串自动切割装置及其实现方法,可以同时进行多支穿串操作,能够实现签子的自动上料,签子自动准确走签到,无签报警,设有长条切刀,能够自动将肉块切成几列长条,定长送肉至穿串切刀处,使每串肉宽度一致,全自动话运行,自动化程度高,节省人工,省时省力,效率大大提高。
5.为解决以上技术问题,本发明采用以下技术方案:一种肉串自动切割装置,包括生产线和生产线的控制系统;所述生产线,包括签子上料部分、穿串部分以及送料部分,穿串部分位于送料部分的末端上方,签子上料部分位于穿串部分的正上方;所述签子上料部分包括签子料仓,签子料仓的下方安装有料仓推杆,料仓推杆连接有料仓推杆气缸,料仓推杆气缸用于推动料仓推杆带动签子料仓向上动作,签子料仓一端与签子滚轮上签一侧相接,签子滚轮每转动一格可以转送一根签子,签子料仓与签子滚轮之间设有签子检测传感器,签子检测传感器用于检测签子有无,签子滚轮落签一侧设有沟槽,沟槽内设有签子到位传感器,用来检测签子到位与否;所述送料部分包括板链线,板链线的上方设有第一送料滚筒、长条切刀和第二送料滚筒,长条切刀位于第一送料滚筒和第二送料滚筒之间,第一送料滚筒的进料一侧设有送料滚筒前检测传感器,用来检测有没有物料,第二送料滚筒的出料一侧设有送料滚筒后检测传感器,用来检测物料有没有切割完毕;所述板链线通过电机和旋转编码器,控制板链线所走的速度与长度,精确地运送物料;所述穿串部分包括压肉机构、切肉机构、肉到位检测传感器和收集箱;所述肉到位检测传感器设置在板链线输送末端,位于压肉机构的下方,压肉机构
通过压肉气缸推动动作,将位于其下方的肉条压紧,切肉机构通过切肉气缸推动动作,将位于其下方穿好签子的肉条切断,压肉机构和切肉机构相邻设置;所述收集箱位于板链线输送末端的斜下方,用于收集穿好签子的肉条,压肉机构和切肉机构位于板链线输送末端的上方;所述沟槽内还设有推签气缸,推签气缸用于将签子推出,将签子穿到压肉机构压紧的肉条上。
6.进一步的,所述生产线的控制系统包括电源模块、继电器控制模块、料仓推杆气缸控制模块、电机驱动模块和plc模块,plc模块连接继电器控制模块、料仓推杆模块、电机驱动模块,电源模块为各模块供电;所述电源模块包括ac220v主电源l0相和n0相,ac220v主电源l0相和n0相连接有总电源开关qf1,用于控制电源模块的开关,经过总电源开关qf1后,ac220v主电源l0相和n0相就变成ac220v主电源l相和n相;所述电源模块还包括开关电源kg1,开关电源kg1接入ac220v主电源l相和n相,开关电源kg1将ac220v主电源的220交流电转换为24v直流电源,开关电源kg1与ac220v主电源l相之间连接有单相开关qf2;所述电源模块还包括模数插座,模数插座连接ac220v主电源l相和n相,模数插座与ac220v主电源l相之间连接有单相开关qf3。
7.进一步的,所述料仓推杆气缸控制模块包括接触器km1和接触器km2,接触器km1和接触器km2均分别与继电器相连,用于控制料仓推杆气缸正转和反转;所述接触器km1触点一端和接触器km2触点一端均连接有24v直流电源,接触器km1触点另一端和接触器km2触点另一端连接有料仓推杆气缸,接触器km1线圈一端连接有继电器ka01触点一端,接触器km1线圈另一端连接有ac220v主电源n相,继电器ka01触点另一端连接有ac220v主电源l相,接触器km2线圈一端连接有继电器ka02触点一端,接触器km2线圈另一端连接有ac220v主电源n相,继电器ka02触点另一端连接有ac220v主电源l相。
8.进一步的,所述继电器控制模块包括继电器、电磁阀、指示灯和蜂鸣器,继电器连接电磁阀、指示灯和蜂鸣器,通过继电器开启闭合来控制电磁阀、指示灯和蜂鸣器通断;所述继电器控制模块包括继电器ka03,继电器ka03触点一端连接有电磁阀yv1一端,继电器ka03触点另一端接24v直流电源的+24v,电磁阀yv1另一端接24v直流电源的0v,此部分用于推签气缸阀控制;继电器控制模块还包括继电器ka04,继电器ka04触点一端连接有电磁阀yv2一端,继电器ka04触点另一端接24v直流电源的+24v,电磁阀yv2另一端接24v直流电源的0v,此部分用于压肉气缸阀控制;继电器控制模块还包括继电器ka05,继电器ka05触点一端连接有电磁阀yv3一端,继电器ka05触点另一端接24v直流电源的+24v,电磁阀yv3另一端接24v直流电源的0v,此部分用于切肉气缸阀控制;所述继电器控制模块还包括继电器ka08,继电器ka08触点一端连接有指示灯led1一端,指示灯led1另一端接24v直流电源的0v,继电器ka08触点另一端接24v直流电源的+24v,用于指示灯-红控制;继电器控制模块还包括继电器ka09,继电器ka09触点一端连接有指示灯led2一端,指示灯led2另一端接24v直流电源的0v,继电器ka09触点另一端接24v直流电源的+24v,用于指示灯-绿控制;继电器控制模块还包括继电器ka10,继电器ka10触点一端连接有指示灯led3一端,指示灯led3另一端接24v直流电源的0v,继电器ka10触点另一
端接24v直流电源的+24v,用于指示灯-黄控制;继电器控制模块还包括继电器ka11,继电器ka11触点一端连接有蜂鸣器f一端,蜂鸣器f另一端接24v直流电源的0v,继电器ka11触点另一端接24v直流电源的+24v,用于蜂鸣器控制。
9.进一步的,所述电机驱动模块包括长条切刀调速器t1,长条切刀调速器t1连接有长条切刀的电机m1,长条切刀调速器t1控制长条切刀电机m1动作,以此调整长条切刀转动的速度;所述长条切刀调速器t1的ac1脚和ac2脚分别连接有ac220v主电源l相和n相,长条切刀调速器t1的gnd脚和cw脚之间连接有继电器ka06触点,长条切刀调速器t1的com脚接24v直流电源的+24v,长条切刀调速器t1通过继电器ka06触点开闭控制长条切刀电机m1启停,并作为故障反馈信号反馈到plc模块;所述电机驱动模块还包括送料滚筒调速器t2,送料滚筒调速器t2连接有送料滚筒的电机m2,送料滚筒调速器t2控制送料滚筒电机m2动作,以此调整1#送料滚筒和2#送料滚筒转动的速度;所述送料滚筒调速器t2的ac1脚和ac2脚分别连接有ac220v主电源l相和n相,送料滚筒调速器t2的gnd脚和cw脚之间连接有继电器ka07触点,送料滚筒调速器t2的com脚接24v直流电源的+24v,送料滚筒调速器t2通过继电器ka07触点开闭控制送料滚筒电机m2启停,并作为故障反馈信号反馈到plc模块;所述电机驱动模块还包括签子滚轮电机驱动器t3,签子滚轮电机驱动器t3连接有签子滚轮电机m3,签子滚轮电机驱动器t3控制签子滚轮电机m3动作,以此来控制签子滚轮转动;所述签子滚轮电机驱动器t3的ac1脚和ac2脚分别连接有24v直流电源的+24v和0v,签子滚轮电机驱动器t3的dir+脚连接有cpu单元u1的dqa.2脚,接收cpu单元u1输出的签子滚轮电机方向信号,用于控制签子滚轮电机的转动方向,签子滚轮电机驱动器t3的dir+脚连接有cpu单元u1的dqa.0脚,接收cpu单元u1输出的签子滚轮电机脉冲速度信号,用于控制签子滚轮电机的转速;所述电机驱动模块还包括板链线电机驱动器t4,板链线电机驱动器t4连接有板链线电机m4,板链线电机驱动器t4控制板链线电机m4动作,以此来控制板链线转动;所述板链线电机驱动器t4的ac1脚和ac2脚分别连接有24v直流电源的+24v和0v,板链线电机驱动器t4的dir+脚连接有cpu单元u1的dqa.3脚,接收cpu单元u1输出的板链线电机方向信号,用于控制板链线电机的转动方向,板链线电机驱动器t3的dir+脚连接有cpu单元u1的dqa.1脚,接收cpu单元u1输出的板链线电机脉冲速度信号,用于控制板链线电机的转速。
10.进一步的,所述plc模块包括cpu单元u1和plc扩展单元u2,cpu单元u1的型号为cpu 1214c,plc扩展单元u2的型号为sm 1223;所述cpu单元u1的输入端连接有触点开关,cpu单元u1的输入端通过控制触点开关来控制板链线编码器三相检测、签子滚轮电机原点检测、料仓推杆正负限位检测、签子有无检测、签子到位检测以及推签气缸、压肉气缸、切肉气缸动作位置检测;所述cpu单元u1的输出端连接有继电器,plc通过控制继电器的通断控制料仓推杆气缸正反转、长条切刀主轴转动、以及推签气缸、压肉气缸、切肉气缸动作;
所述plc扩展单元u2的输入端连接有触点开关,cpu单元u1的输入端通过控制触点开关来控制穿肉处肉到位检测、长条切刀主轴报警、送料滚筒变频报警、1#送料滚筒检测和2#送料滚筒检测;所述plc扩展单元u2的输入端还连接有按钮开关,用于启动、停止、急停、复位按钮控制;所述plc扩展单元u2的输出端连接有继电器,plc扩展单元u2的输出端通过控制继电器实现送料滚筒、指示灯和蜂鸣器控制。
11.进一步的,所述cpu单元u1的dia.0脚连接有触点开关k1一端,触点开关k1另一端接24v直流电源的+24v,此部分用于板链线编码器a相控制;cpu单元u1的dia.1脚连接有触点开关k2一端,触点开关k2另一端接24v直流电源的+24v,此部分用于板链线编码器b相控制;cpu单元u1的dia.2脚连接有触点开关k3一端,触点开关k3另一端接24v直流电源的+24v,此部分用于板链线编码器c相控制,板链线编码器三相检测用于收集编码器的脉冲,检测板链线的速度;所述cpu单元u1的dia.3脚连接有触点开关k4一端,触点开关k4另一端接24v直流电源的+24v,此部分用于签子滚轮电机原点检测控制,触点开关k4闭合时为电机原点;cpu单元u1的dia.4脚连接有触点开关k5一端,触点开关k5另一端接24v直流电源的+24v,此部分用于料仓推杆正限位检测控制,触点开关k5闭合时代表到达正限位;cpu单元u1的dia.5脚连接有触点开关k6一端,触点开关k6另一端接24v直流电源的+24v,此部分用于料仓推杆负限位检测控制,触点开关k6闭合时代表到达负限位;cpu单元u1的dia.6脚连接有触点开关k7一端,触点开关k7另一端接24v直流电源的+24v,此部分用于签子传感器进行签子有无检测控制,触点开关k7闭合时代表签子料仓有料;cpu单元u1的dia.7脚连接有触点开关k8一端,触点开关k8另一端接24v直流电源的+24v,此部分用于签子到位传感器进行签子到位检测控制,触点开关k8闭合时代表签子到位;所述cpu单元u1的dib.0脚连接有触点开关k9一端,触点开关k9另一端接24v直流电源的+24v,此部分用于推签气缸伸出检测,触点开关k9闭合时代表伸出;cpu单元u1的dib.1脚连接有触点开关k10一端,触点开关k10另一端接24v直流电源的+24v,此部分用于推签气缸缩回检测,触点开关k9闭合时代表缩回;cpu单元u1的dib.2脚连接有触点开关k11一端,触点开关k11另一端接24v直流电源的+24v,此部分用于压肉气缸上位检测,触点开关k11闭合时代表已到达上位;cpu单元u1的dib.3脚连接有触点开关k12一端,触点开关k12另一端接24v直流电源的+24v,此部分用于压肉气缸下位检测,触点开关k11闭合时代表已到达下位;cpu单元u1的dib.4脚连接有触点开关k13一端,触点开关k13另一端接24v直流电源的+24v,此部分用于切肉气缸上位检测,触点开关k13闭合时代表已到达上位;cpu单元u1的dib.5脚连接有触点开关k14一端,触点开关k14另一端接24v直流电源的+24v,此部分用于切肉气缸下位检测,触点开关k14闭合时代表已到达下位;所述plc扩展单元u2的dia.0脚连接有触点开关k15一端,触点开关k15另一端接24v直流电源的+24v,此部分用于穿肉处肉到位检测,触点开关k15闭合时代表穿肉处肉已到位;plc扩展单元u2的dia.1脚连接有触点开关k16一端,触点开关k16另一端接24v直流电源的+24v,此部分用于长条切刀主轴报警,闭合时代表长条切刀电机有故障;plc扩展单元u2的dia.2脚连接有触点开关k17一端,触点开关k17另一端接24v直流电源的+24v,此部分
用于送料滚筒变频报警,闭合时代表送料滚筒电机有故障;plc扩展单元u2的dia.3脚连接有触点开关k18一端,触点开关k18另一端接24v直流电源的+24v,此部分用于送料滚筒前检测控制,闭合时代表1#送料滚筒有肉送入;plc扩展单元u2的dia.4脚连接有触点开关k19一端,触点开关k19另一端接24v直流电源的+24v,此部分用于送料滚筒后检测控制,闭合时代表2#送料滚筒肉已切割完毕送出。
12.进一步的,所述cpu单元u1的dqa.4脚连接有继电器ka01线圈一端,继电器ka01线圈另一端接24v直流电源的0v,此部分用于料仓推杆气缸正转控制,继电器ka01线圈闭合时,料仓推杆气缸控制料仓推杆正转一个格;cpu单元u1的dqa.5脚连接有继电器ka02线圈一端,继电器ka02线圈另一端接24v直流电源的0v,此部分用于料仓推杆气缸反转控制,继电器ka02线圈闭合时,料仓推杆气缸控制料仓推杆反转一个格;cpu单元u1的dqa.6脚连接有继电器ka03线圈一端,继电器ka03线圈另一端接24v直流电源的0v,此部分用于推签气缸控制,继电器ka03线圈闭合时,推签气缸推出;cpu单元u1的dqa.7脚连接有继电器ka04线圈一端,继电器ka04线圈另一端接24v直流电源的0v,此部分用于压肉气缸控制,继电器ka04线圈闭合时,压肉气缸下压;cpu单元u1的dqb.0脚连接有继电器ka05线圈一端,继电器ka05线圈另一端接24v直流电源的0v,此部分用于切肉气缸控制,继电器ka05线圈闭合时,切肉气缸下压;cpu单元u1的dqb.1脚连接有继电器ka06线圈一端,继电器ka06线圈另一端接24v直流电源的0v,此部分用于长条切刀主轴控制,继电器ka06线圈闭合时,长条切刀主轴转动切肉;所述plc扩展单元u2的dqa.0脚连接有继电器ka07线圈一端,继电器ka07线圈另一端接24v直流电源的0v,此部分用于送料滚筒控制,继电器ka07闭合,送料滚筒开始送肉;plc扩展单元u2的dqa.1脚连接有继电器ka08线圈一端,继电器ka08线圈另一端接24v直流电源的0v,此部分用于指示灯-红控制,继电器ka08闭合,指示灯-红灯得电发光;plc扩展单元u2的dqa.2脚连接有继电器ka09线圈一端,继电器ka09线圈另一端接24v直流电源的0v,此部分用于指示灯-绿控制,继电器ka09闭合,指示灯-绿灯得电发光;plc扩展单元u2的dqa.3脚连接有继电器ka10线圈一端,继电器ka10线圈另一端接24v直流电源的0v,此部分用于指示灯-黄控制,继电器ka10闭合,指示灯-黄灯得电发光;plc扩展单元u2的dqa.4脚连接有继电器ka11线圈一端,继电器ka11线圈另一端接24v直流电源的0v,此部分用于蜂鸣器控制,继电器ka10闭合,蜂鸣器得电发光并且鸣叫。
13.一种肉串自动切割装置的实现方法,包括签子上料部分实现方法、穿串部分实现方法和长条切刀动作实现方法;所述签子上料部分实现方法包括以下步骤:程序起始于步骤s100,程序开始,执行步骤s101;步骤s101,签子检测传感器检测签子料仓内有无签子,若无签子执行步骤s102,若有签子,则返回继续执行步骤s101;步骤s102,plc控制料仓推杆气缸上推一格,完成后执行步骤s103;步骤s103,进行料仓推动杆上限位检测,判断料仓推杆是否到达上限位,若是到达上限位,则执行步骤s105,否则执行步骤s104;步骤s105,设备报警提示,完成后执行步骤s106;步骤s106,料仓推杆气缸反转至负限位,完成后执行步骤s107;
步骤s107,人工在签子料仓内放签,完成后返回执行步骤s101;步骤s104,若料仓推杆未到达上限位,延时一段时间,返回执行步骤s101;所述签子上料部分实现方法还包括以下步骤:步骤s108,进行签子到位检测,判断签子有无到达沟槽,若无则执行步骤s109,若有则进入穿串部分;步骤s109,签子滚轮电机转一格,完成后进入步骤s110;步骤s110,延时一段时间后,返回继续执行步骤s108;所述穿串部分实现方法包括以下步骤:程序起始于步骤s200,程序开始,执行步骤s201;步骤s201,穿肉处肉到位检测,若肉到位,则执行步骤s203,若肉未到位,则执行步骤s202;步骤s202,板链步进转一格,完成后返回继续执行步骤s201;步骤s203,压肉气缸下压,完成后进入步骤s204;步骤s204,签子到位传感器检测到签子到位,完成后同时执行步骤s205和步骤s208;步骤s205,推签气缸推出签子穿串,完成后执行步骤s206;步骤s206,推签气缸推出到位,完成后执行步骤s207;步骤s207,推签气缸缩回,完成后执行步骤s211;步骤s208,切肉气缸动作切肉,完成后执行步骤s209;步骤s209,切肉气缸下降到位,完成后执行步骤s210;步骤s210,切肉气缸缩回,完成后执行步骤s211;步骤s211,plc控制板链线电机旋转一格,一个切肉过程完成,返回继续执行步骤s201,如此循环。
14.进一步的,所述长条切刀动作实现方法包括以下步骤:程序开始与步骤s300处,执行步骤s301;步骤s301,判断是否启动长条切刀旋钮,若没有打开,则执行步骤s305。若打开则执行步骤s302;步骤s302,plc判断送料滚筒前检测是否=1或2#送料滚筒检测是否=1,若成立则执行步骤s303,若不成立则执行步骤s305;步骤s303,启动送料滚筒和长条切刀主轴,开始纵向切肉,将肉切成平行的多条肉条,完成后执行步骤s304;步骤s304,plc判断送料滚筒前检测是否=0且送料滚筒后检测是否=0,若成立则执行s305步骤,若不成立返回执行步骤s301;步骤s305,送料滚筒和长条切刀停止,代表物料已切割完毕,返回执行s301步骤,进行下一次切肉过程。
15.本发明采用以上技术方案,与现有技术相比,具有如下技术效果:本发明所述的肉串自动切割装置及其实现方法,可以同时进行多支穿串操作,能够实现签子的自动上料,签子自动准确走签到,无签报警,设有长条切刀,能够自动将肉块切成几列长条,定长送肉至穿串切刀处,使每串肉宽度一致,全自动话运行,自动化程度高,
节省人工,省时省力,效率大大提高。
附图说明
16.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
17.图1和图2为本发明中生产线的结构示意图;图3至图6为本发明中生产线的控制系统的电气原理图;图7至图9为本发明中实现方法的流程图。
具体实施方式
18.实施例1,一种肉串自动切割装置,包括生产线和生产线的控制系统。
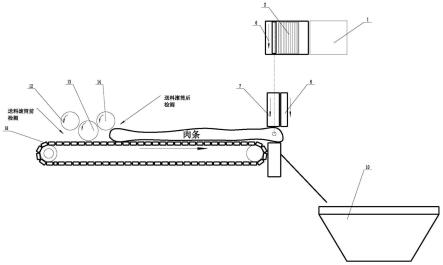
19.如图1和图2所示, 所述生产线,包括签子上料部分、穿串部分以及送料部分,穿串部分位于送料部分的末端上方,签子上料部分位于穿串部分的正上方。
20.所述签子上料部分包括签子料仓1,签子料仓1的下方安装有料仓推杆4,料仓推杆4连接有料仓推杆气缸,料仓推杆气缸用于推动料仓推杆4带动签子料仓1向上动作,签子料仓1一端与签子滚轮2上签一侧相接,签子滚轮2每转动一格可以转送一根签子,签子料仓1与签子滚轮2之间设有签子检测传感器3,签子检测传感器3用于检测签子有无,签子滚轮2落签一侧设有沟槽5,沟槽5内设有签子到位传感器,用来检测签子到位与否。
21.所述送料部分包括板链线16,板链线16的上方设有第一送料滚筒12、长条切刀13和第二送料滚筒14,长条切刀13位于第一送料滚筒12和第二送料滚筒14之间,第一送料滚筒12的进料一侧设有送料滚筒前检测传感器,用来检测有没有物料,第二送料滚筒14的出料一侧设有送料滚筒后检测传感器,用来检测物料有没有切割完毕。
22.所述板链线16通过电机和旋转编码器,控制板链线所走的速度与长度,精确地运送物料。
23.所述穿串部分包括压肉机构7、切肉机构8、肉到位检测传感器和收集箱10。
24.所述肉到位检测传感器设置在板链线16输送末端,位于压肉机构7的下方,压肉机构7通过压肉气缸推动动作,将位于其下方的肉条压紧,切肉机构8通过切肉气缸推动动作,将位于其下方穿好签子的肉条切断,压肉机构7和切肉机构8相邻设置。
25.所述收集箱10位于板链线16输送末端的斜下方,用于收集穿好签子的肉条,压肉机构7和切肉机构8位于板链线16输送末端的上方。
26.所述沟槽5内还设有推签气缸6,推签气缸6用于将签子推出,将签子穿到压肉机构7压紧的肉条上。
27.所述生产线的控制系统包括电源模块、继电器控制模块、料仓推杆气缸控制模块、电机驱动模块和plc模块,plc模块连接继电器控制模块、料仓推杆模块、电机驱动模块,电源模块为各模块供电。
28.如图3所示,所述电源模块包括ac220v主电源l0相和n0相,ac220v主电源l0相和n0相连接有总电源开关qf1,用于控制电源模块的开关,经过总电源开关qf1后,ac220v主电源l0相和n0相就变成ac220v主电源l相和n相。
29.所述电源模块还包括开关电源kg1,开关电源kg1接入ac220v主电源l相和n相,开关电源kg1将ac220v主电源的220交流电转换为24v直流电源,开关电源kg1与ac220v主电源l相之间连接有单相开关qf2。
30.所述电源模块还包括模数插座,模数插座连接ac220v主电源l相和n相,模数插座与ac220v主电源l相之间连接有单相开关qf3。
31.所述料仓推杆气缸控制模块包括接触器km1和接触器km2,接触器km1和接触器km2均分别与继电器相连,用于控制料仓推杆气缸正转和反转。
32.所述接触器km1触点一端和接触器km2触点一端均连接有24v直流电源,接触器km1触点另一端和接触器km2触点另一端连接有料仓推杆气缸,接触器km1线圈一端连接有继电器ka01触点一端,接触器km1线圈另一端连接有ac220v主电源n相,继电器ka01触点另一端连接有ac220v主电源l相,接触器km2线圈一端连接有继电器ka02触点一端,接触器km2线圈另一端连接有ac220v主电源n相,继电器ka02触点另一端连接有ac220v主电源l相。
33.所述继电器控制模块包括继电器、电磁阀、指示灯和蜂鸣器,继电器连接电磁阀、指示灯和蜂鸣器,通过继电器开启闭合来控制电磁阀、指示灯和蜂鸣器通断。
34.所述继电器控制模块包括继电器ka03,继电器ka03触点一端连接有电磁阀yv1一端,继电器ka03触点另一端接24v直流电源的+24v,电磁阀yv1另一端接24v直流电源的0v,此部分用于推签气缸阀控制;继电器控制模块还包括继电器ka04,继电器ka04触点一端连接有电磁阀yv2一端,继电器ka04触点另一端接24v直流电源的+24v,电磁阀yv2另一端接24v直流电源的0v,此部分用于压肉气缸阀控制;继电器控制模块还包括继电器ka05,继电器ka05触点一端连接有电磁阀yv3一端,继电器ka05触点另一端接24v直流电源的+24v,电磁阀yv3另一端接24v直流电源的0v,此部分用于切肉气缸阀控制。
35.所述继电器控制模块还包括继电器ka08,继电器ka08触点一端连接有指示灯led1一端,指示灯led1另一端接24v直流电源的0v,继电器ka08触点另一端接24v直流电源的+24v,用于指示灯-红控制;继电器控制模块还包括继电器ka09,继电器ka09触点一端连接有指示灯led2一端,指示灯led2另一端接24v直流电源的0v,继电器ka09触点另一端接24v直流电源的+24v,用于指示灯-绿控制;继电器控制模块还包括继电器ka10,继电器ka10触点一端连接有指示灯led3一端,指示灯led3另一端接24v直流电源的0v,继电器ka10触点另一端接24v直流电源的+24v,用于指示灯-黄控制;继电器控制模块还包括继电器ka11,继电器ka11触点一端连接有蜂鸣器f一端,蜂鸣器f另一端接24v直流电源的0v,继电器ka11触点另一端接24v直流电源的+24v,用于蜂鸣器控制。
36.如图4所示,所述电机驱动模块包括长条切刀调速器t1,长条切刀调速器t1连接有长条切刀的电机m1,长条切刀调速器t1控制长条切刀电机m1动作,以此调整长条切刀转动的速度。
37.所述长条切刀调速器t1的ac1脚和ac2脚分别连接有ac220v主电源l相和n相,长条切刀调速器t1的gnd脚和cw脚之间连接有继电器ka06触点,长条切刀调速器t1的com脚接24v直流电源的+24v,长条切刀调速器t1通过继电器ka06触点开闭控制长条切刀电机m1启停,并作为故障反馈信号反馈到plc模块。
38.所述电机驱动模块还包括送料滚筒调速器t2,送料滚筒调速器t2连接有送料滚筒的电机m2,送料滚筒调速器t2控制送料滚筒电机m2动作,以此调整1#送料滚筒和2#送料滚
筒转动的速度。
39.所述送料滚筒调速器t2的ac1脚和ac2脚分别连接有ac220v主电源l相和n相,送料滚筒调速器t2的gnd脚和cw脚之间连接有继电器ka07触点,送料滚筒调速器t2的com脚接24v直流电源的+24v,送料滚筒调速器t2通过继电器ka07触点开闭控制送料滚筒电机m2启停,并作为故障反馈信号反馈到plc模块。
40.所述电机驱动模块还包括签子滚轮电机驱动器t3,签子滚轮电机驱动器t3连接有签子滚轮电机m3,签子滚轮电机驱动器t3控制签子滚轮电机m3动作,以此来控制签子滚轮转动。
41.所述签子滚轮电机驱动器t3的ac1脚和ac2脚分别连接有24v直流电源的+24v和0v,签子滚轮电机驱动器t3的dir+脚连接有cpu单元u1的dqa.2脚,接收cpu单元u1输出的签子滚轮电机方向信号,用于控制签子滚轮电机的转动方向,签子滚轮电机驱动器t3的dir+脚连接有cpu单元u1的dqa.0脚,接收cpu单元u1输出的签子滚轮电机脉冲速度信号,用于控制签子滚轮电机的转速。
42.所述电机驱动模块还包括板链线电机驱动器t4,板链线电机驱动器t4连接有板链线电机m4,板链线电机驱动器t4控制板链线电机m4动作,以此来控制板链线转动。
43.所述板链线电机驱动器t4的ac1脚和ac2脚分别连接有24v直流电源的+24v和0v,板链线电机驱动器t4的dir+脚连接有cpu单元u1的dqa.3脚,接收cpu单元u1输出的板链线电机方向信号,用于控制板链线电机的转动方向,板链线电机驱动器t3的dir+脚连接有cpu单元u1的dqa.1脚,接收cpu单元u1输出的板链线电机脉冲速度信号,用于控制板链线电机的转速。
44.如图5和图6所示,所述plc模块包括cpu单元u1和plc扩展单元u2,cpu单元u1的型号为cpu 1214c,plc扩展单元u2的型号为sm 1223。
45.所述cpu单元u1的输入端连接有触点开关,cpu单元u1的输入端通过控制触点开关来控制板链线编码器三相检测、签子滚轮电机原点检测、料仓推杆正负限位检测、签子有无检测、签子到位检测以及推签气缸、压肉气缸、切肉气缸动作位置检测。
46.所述cpu单元u1的dia.0脚连接有触点开关k1一端,触点开关k1另一端接24v直流电源的+24v,此部分用于板链线编码器a相控制;cpu单元u1的dia.1脚连接有触点开关k2一端,触点开关k2另一端接24v直流电源的+24v,此部分用于板链线编码器b相控制;cpu单元u1的dia.2脚连接有触点开关k3一端,触点开关k3另一端接24v直流电源的+24v,此部分用于板链线编码器c相控制,板链线编码器三相检测用于收集编码器的脉冲,检测板链线的速度。
47.所述cpu单元u1的dia.3脚连接有触点开关k4一端,触点开关k4另一端接24v直流电源的+24v,此部分用于签子滚轮电机原点检测控制,触点开关k4闭合时为电机原点;cpu单元u1的dia.4脚连接有触点开关k5一端,触点开关k5另一端接24v直流电源的+24v,此部分用于料仓推杆正限位检测控制,触点开关k5闭合时代表到达正限位;cpu单元u1的dia.5脚连接有触点开关k6一端,触点开关k6另一端接24v直流电源的+24v,此部分用于料仓推杆负限位检测控制,触点开关k6闭合时代表到达负限位;cpu单元u1的dia.6脚连接有触点开关k7一端,触点开关k7另一端接24v直流电源的+24v,此部分用于签子传感器进行签子有无检测控制,触点开关k7闭合时代表签子料仓有料;cpu单元u1的dia.7脚连接有触点开关k8
一端,触点开关k8另一端接24v直流电源的+24v,此部分用于签子到位传感器进行签子到位检测控制,触点开关k8闭合时代表签子到位。
48.所述cpu单元u1的dib.0脚连接有触点开关k9一端,触点开关k9另一端接24v直流电源的+24v,此部分用于推签气缸伸出检测,触点开关k9闭合时代表伸出;cpu单元u1的dib.1脚连接有触点开关k10一端,触点开关k10另一端接24v直流电源的+24v,此部分用于推签气缸缩回检测,触点开关k9闭合时代表缩回;cpu单元u1的dib.2脚连接有触点开关k11一端,触点开关k11另一端接24v直流电源的+24v,此部分用于压肉气缸上位检测,触点开关k11闭合时代表已到达上位;cpu单元u1的dib.3脚连接有触点开关k12一端,触点开关k12另一端接24v直流电源的+24v,此部分用于压肉气缸下位检测,触点开关k11闭合时代表已到达下位;cpu单元u1的dib.4脚连接有触点开关k13一端,触点开关k13另一端接24v直流电源的+24v,此部分用于切肉气缸上位检测,触点开关k13闭合时代表已到达上位;cpu单元u1的dib.5脚连接有触点开关k14一端,触点开关k14另一端接24v直流电源的+24v,此部分用于切肉气缸下位检测,触点开关k14闭合时代表已到达下位。
49.所述cpu单元u1的输出端连接有继电器,plc通过控制继电器的通断控制料仓推杆气缸正反转、长条切刀主轴转动、以及推签气缸、压肉气缸、切肉气缸动作。
50.所述cpu单元u1的dqa.4脚连接有继电器ka01线圈一端,继电器ka01线圈另一端接24v直流电源的0v,此部分用于料仓推杆气缸正转控制,继电器ka01线圈闭合时,料仓推杆气缸控制料仓推杆正转一个格;cpu单元u1的dqa.5脚连接有继电器ka02线圈一端,继电器ka02线圈另一端接24v直流电源的0v,此部分用于料仓推杆气缸反转控制,继电器ka02线圈闭合时,料仓推杆气缸控制料仓推杆反转一个格;cpu单元u1的dqa.6脚连接有继电器ka03线圈一端,继电器ka03线圈另一端接24v直流电源的0v,此部分用于推签气缸控制,继电器ka03线圈闭合时,推签气缸推出;cpu单元u1的dqa.7脚连接有继电器ka04线圈一端,继电器ka04线圈另一端接24v直流电源的0v,此部分用于压肉气缸控制,继电器ka04线圈闭合时,压肉气缸下压;cpu单元u1的dqb.0脚连接有继电器ka05线圈一端,继电器ka05线圈另一端接24v直流电源的0v,此部分用于切肉气缸控制,继电器ka05线圈闭合时,切肉气缸下压;cpu单元u1的dqb.1脚连接有继电器ka06线圈一端,继电器ka06线圈另一端接24v直流电源的0v,此部分用于长条切刀主轴控制,继电器ka06线圈闭合时,长条切刀主轴转动切肉。
51.如图6所示,所述plc扩展单元u2的输入端连接有触点开关,cpu单元u1的输入端通过控制触点开关来控制穿肉处肉到位检测、长条切刀主轴报警、送料滚筒变频报警、1#送料滚筒检测和2#送料滚筒检测。
52.所述plc扩展单元u2的dia.0脚连接有触点开关k15一端,触点开关k15另一端接24v直流电源的+24v,此部分用于穿肉处肉到位检测,触点开关k15闭合时代表穿肉处肉已到位;plc扩展单元u2的dia.1脚连接有触点开关k16一端,触点开关k16另一端接24v直流电源的+24v,此部分用于长条切刀主轴报警,闭合时代表长条切刀电机有故障;plc扩展单元u2的dia.2脚连接有触点开关k17一端,触点开关k17另一端接24v直流电源的+24v,此部分用于送料滚筒变频报警,闭合时代表送料滚筒电机有故障;plc扩展单元u2的dia.3脚连接有触点开关k18一端,触点开关k18另一端接24v直流电源的+24v,此部分用于送料滚筒前检测控制,闭合时代表1#送料滚筒有肉送入;plc扩展单元u2的dia.4脚连接有触点开关k19一端,触点开关k19另一端接24v直流电源的+24v,此部分用于送料滚筒后检测控制,闭合时代
表2#送料滚筒肉已切割完毕送出。
53.所述plc扩展单元u2的输入端还连接有按钮开关,用于启动、停止、急停、复位按钮控制。
54.所述plc扩展单元u2的dia.5脚连接有按钮开关k20一端,按钮开关k20另一端接24v直流电源的+24v,此部分用于启动按钮控制,按钮开关k20闭合时生产线启动;plc扩展单元u2的dia.6脚连接有按钮开关k21一端,按钮开关k21另一端接24v直流电源的+24v,此部分用于停止按钮控制,按钮开关k21闭合时生产线停止;plc扩展单元u2的dia.7脚连接有按钮开关k22一端,按钮开关k22另一端接24v直流电源的+24v,此部分用于急停按钮控制,按钮开关k22闭合时生产线紧急停止;plc扩展单元u2的dib.0脚连接有按钮开关k23一端,按钮开关k23另一端接24v直流电源的+24v,此部分用于复位按钮控制,按钮开关k22闭合时生产线复位。
55.所述plc扩展单元u2的dib.1脚连接有开关k24一端,开关k24另一端接24v直流电源的+24v,此部分用于长条切刀投入切换开关控制,开关k24闭合时代表切刀运行切割条肉。
56.所述plc扩展单元u2的输出端连接有继电器,plc扩展单元u2的输出端通过控制继电器实现送料滚筒、指示灯和蜂鸣器控制。
57.所述plc扩展单元u2的dqa.0脚连接有继电器ka07线圈一端,继电器ka07线圈另一端接24v直流电源的0v,此部分用于送料滚筒控制,继电器ka07闭合,送料滚筒开始送肉;plc扩展单元u2的dqa.1脚连接有继电器ka08线圈一端,继电器ka08线圈另一端接24v直流电源的0v,此部分用于指示灯-红控制,继电器ka08闭合,指示灯-红灯得电发光;plc扩展单元u2的dqa.2脚连接有继电器ka09线圈一端,继电器ka09线圈另一端接24v直流电源的0v,此部分用于指示灯-绿控制,继电器ka09闭合,指示灯-绿灯得电发光;plc扩展单元u2的dqa.3脚连接有继电器ka10线圈一端,继电器ka10线圈另一端接24v直流电源的0v,此部分用于指示灯-黄控制,继电器ka10闭合,指示灯-黄灯得电发光;plc扩展单元u2的dqa.4脚连接有继电器ka11线圈一端,继电器ka11线圈另一端接24v直流电源的0v,此部分用于蜂鸣器控制,继电器ka10闭合,蜂鸣器得电发光并且鸣叫。
58.一种肉串自动切割装置的实现方法包括签子上料部分实现方法、穿串部分实现方法和长条切刀动作实现方法。
59.如图7所示,所述签子上料部分实现方法包括以下步骤:程序起始于步骤s100,程序开始,执行步骤s101;步骤s101,签子检测传感器检测签子料仓内有无签子,若无签子执行步骤s102,若有签子,则返回继续执行步骤s101;步骤s102,plc控制料仓推杆气缸上推一格,完成后执行步骤s103;步骤s103,进行料仓推动杆上限位检测,判断料仓推杆是否到达上限位,若是到达上限位,则执行步骤s105,否则执行步骤s104;步骤s105,设备报警提示,完成后执行步骤s106;步骤s106,料仓推杆气缸反转至负限位,完成后执行步骤s107;步骤s107,人工在签子料仓内放签,完成后返回执行步骤s101;步骤s104,若料仓推杆未到达上限位,延时一段时间,返回执行步骤s101。
60.签子上料部分可实现签子自动准确走签,无签报警、自动上料,节省人工等优点。
61.所述签子上料部分实现方法还包括以下步骤:步骤s108,进行签子到位检测,判断签子有无到达沟槽,若无则执行步骤s109,若有则进入穿串部分;步骤s109,签子滚轮电机转一格,完成后进入步骤s110;步骤s110,延时一段时间后,返回继续执行步骤s108。
62.如图8所示,所述穿串部分实现方法包括以下步骤:程序起始于步骤s200,程序开始,执行步骤s201;步骤s201,穿肉处肉到位检测,若肉到位,则执行步骤s20,3,若肉未到位,则执行步骤s202;步骤s202,板链步进转一格,完成后返回继续执行步骤s201;步骤s203,压肉气缸下压,完成后进入步骤s204;步骤s204,签子到位传感器检测到签子到位,完成后同时执行步骤s205和步骤s208;步骤s205,推签气缸推出签子穿串,完成后执行步骤s206;步骤s206,推签气缸推出到位,完成后执行步骤s207;步骤s207,推签气缸缩回,完成后执行步骤s211;步骤s208,切肉气缸动作切肉,完成后执行步骤s209;步骤s209,切肉气缸下降到位,完成后执行步骤s210;步骤s210,切肉气缸缩回,完成后执行步骤s211;步骤s211,plc控制板链线电机旋转一格,一个切肉过程完成,返回继续执行步骤s201,如此循环。
63.穿串部分,模拟人穿串的过程,一次完成,省时省力,效率大大提高。
64.如图9所示,所述长条切刀动作实现方法包括以下步骤:程序开始与步骤s300处,执行步骤s301;步骤s301,判断是否启动长条切刀旋钮,若没有打开,则执行步骤s305。若打开则执行步骤s302;步骤s302,plc判断送料滚筒前检测是否=1或2#送料滚筒检测是否=1,若成立则执行步骤s303,若不成立则执行步骤s305。
65.步骤s303,启动送料滚筒和长条切刀主轴,开始纵向切肉,将肉切成平行的多条肉条,完成后执行步骤s304;步骤s304,plc判断送料滚筒前检测是否=0且送料滚筒后检测是否=0,若成立则执行s305步骤,若不成立返回执行步骤s301。
66.步骤s305,送料滚筒和长条切刀停止,代表物料已切割完毕,返回执行s301步骤,进行下一次切肉过程。
67.长条切肉部分,是把整块肉切成几列长条,便于穿串。
68.本发明的描述是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显然的。选择和描述实施例是为了更好的说明本发明的原理和实际应用,并且使本领域的普通技术人员能够
理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1