卷烟接装机搓接装置的启动控制系统的制作方法
1.本实用新型涉及一种卷烟接装机搓接装置,具体是一种卷烟接装机搓接装置的启动控制系统,属于卷烟设备制造技术领域。
背景技术:
2.当前烟支滤嘴接装大多采用的搓板式接装技术,用于将烟支、滤嘴和水松纸汇合在一起,经过搓接鼓轮和搓接板之间的间隙时,将涂好胶的水松纸片包裹在烟支及过滤嘴上。
3.现有的滤嘴接装机搓板装置大多采用气缸加连杆的升降方式靠近和远离搓接鼓轮,而在接装机启动阶段需要一直保持搓板装置靠近搓接鼓。实际生产中,在接装机启动阶段经常出现水松纸供胶提前、水松纸片提前进入搓接装置、滤嘴或烟支输送歪斜等问题,导致它们汇合后进入搓接板处极易出现堵烟,严重影响设备运行稳定性,同时也增加了卷烟消耗。为解决搓板在启动阶段堵烟的问题,维修人员需要检查并调整水松纸供胶组件、水松纸切割组件以及搓板等组件,耗费大量的维修时间。
技术实现要素:
4.本实用新型的目的是提供一种卷烟接装机搓接装置的启动控制系统,结构简单、操作方便,能够有效解决烟机启动阶段搓板装置频繁堵烟的难题,从而有效提升设备运行稳定性,降低设备维修时间。
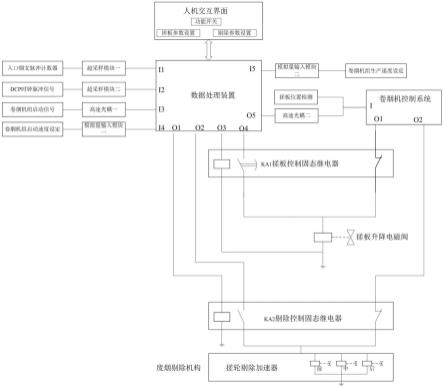
5.为了实现上述目的,本实用新型提供一种卷烟接装机搓接装置的启动控制系统,包括搓接鼓轮以及用于输送烟支的输入鼓轮,搓板装置与搓接鼓轮的外壁之间形成供烟支经过的通道,还包括入口烟支脉冲计数检测器、超采样模块一、超采样模块二、数据处理装置、人机交互界面、高速光耦一、高速光耦二、模拟量输入模块一、模拟量输入模块二、搓板控制固态继电器ka1、剔除控制固态继电器ka2、卷烟机控制系统及废烟剔除机构,
6.入口烟支脉冲计数检测器设置在输入鼓轮的外部七点钟位置,且入口烟支脉冲计数检测器的脉冲发射端朝向输入鼓轮;
7.入口烟支脉冲计数检测器的信号输出端连接超采样模块一的信号输入端,超采样模块一的信号输出端与数据处理装置的i1端口连接;
8.超采样模块二的信号输入端用来采集dcp时钟脉冲信号,超采样模块二的信号输出端与数据处理装置的i2端口连接;
9.高速光耦一将卷烟机组启动信号输送至数据处理装置的i3端口,模拟量输入模块一将卷烟机组启动速度信号设定输送至数据处理装置的i4端口,模拟量输入模块二将卷烟机组生产速度信号设定输送至数据处理装置的i5端口;
10.剔除控制固态继电器ka2的电磁线圈与数据处理装置的o1电平输出端连接,剔除控制固态继电器ka2常开触点的一端与数据处理装置的o2电平输出端连接,另一端与废烟剔除机构使能入口端连接;剔除控制固态继电器ka2常闭触点一端与卷烟机控制系统的o2
电平输出端连接,另一端与废烟剔除机构使能入口端连接;所述废烟剔除机构通过废烟剔除加速器接收外部使能信号驱动高速剔除电磁阀;
11.搓板控制固态继电器ka1的电磁线圈与数据处理装置的o3电平输出端连接,搓板控制固态继电器ka1常开触点的一端与数据处理装置的o4电平输出端连接,另一端与搓板升降电磁阀连接;搓板控制固态继电器ka1常闭触点一端与卷烟机控制系统的o1电平输出端连接,另一端与搓板升降电磁阀连接;
12.卷烟机控制系统的i电平输出端接收高速光耦二和搓板位置检测信号,高速光耦二的信号输入端连接数据处理装置的o5电平输出端;
13.所述人机交互界面与核心控制器电性连接,用于系统故障报警显示,系统功能开关,搓板控制参数设置,废烟剔除参数设置。
14.数据处理装置为倍福plc控制器。
15.一种卷烟接装机搓接装置的启动控制方法,包括以下步骤:
16.步骤一:建立搓板上升使能初始计数值模型公式,将防堵烟的搓接装置控制系统安装完成后,设定卷烟机组启动速度v1为v
11
、v
12
、v
13
、v
14
…v1n
;设定卷烟机组生产速度v2为v
21
、v
22
、v
23
、v
24
…v2n
,启动生产,当入口烟支脉冲计数检测器检测到第一支烟时开始计数,通过采用box-behnken设计,在不同卷烟机组启动速度和卷烟机组生产速度下,调整搓板上升使能初始计数值k1,使搓板上升到位后,启动阶段第一双支烟刚通过如图3所示的a点,并记录搓板上升使能初始计数值k1为k
11
、k
12
、k
13
、k
14
…k1n
,通过minitab软件数据分析,利用最小二乘法拟合响应搓板上升使能初始计数值k1与卷烟机组启动速度v1、卷烟机组生产速度v2之间的关系,最终建立搓板上升使能初始计数值k1与卷烟机组启动速度v1、卷烟机组生产速度v2的模型方程为:
17.k1=b0+b
1v1
+b
2v2
+b
12v1v2
+b
11v12
+b
22v22
18.式中:b0为常数项;
19.b1为v1的一次线性系数,b2为v2的一次线性系数;
20.b
12
为交互项系数;
21.b
11
为v1的二次线性系数,b
22
为v2的二次项系数;
22.该模型的有益效果为可根据卷烟机组启动速度和卷烟机组生产速度,通过模型自动计算搓板上升使能初始计数值k1,在各种速度下保证搓板上升使能时刻的精准;
23.步骤二:人机交互界面设定搓板上升使能计数值k4和废烟剔除计数值参数;记录从搓板入口处到废烟剔除口区间内鼓轮上烟槽数为k2;在人机交互界面上设定搓板上升使能延迟计数值k6,则搓板上升使能计数值设定废烟剔除关闭延迟计数k7,则废烟剔除关闭计数值
24.步骤三:卷烟机组启动生产,搓接装置控制系统数据处理装置记录卷烟机组启动速度和卷烟机组生产速度,并根据步骤一中的模型方程计算搓板上升使能初始计数值k1;
25.步骤四:启用搓接装置控制系统,搓接装置控制系统收到卷烟机组启动信号,立即向卷烟机搓板位置检测控制输入端口发出屏蔽信号,以避免触发卷烟机控制系统搓板位置报警,由搓接装置控制系统接管控制权,然后数据处理装置o3输出端口输出高电平,搓板控制固态继电器ka1线圈得电,搓板控制固态继电器ka1常开触点接通、常闭触点断开,此时搓
板下降至低位等待运行,同时数据处理装置o1输出端口输出高电平,剔除控制固态继电器ka2线圈得电,剔除控制固态继电器ka2常开触点接通、常闭触点断开,此时废品剔除阀等待接通,搓接装置控制系统接管搓板升降和废烟剔除控制权;
26.步骤五:卷烟机组继续运行,当入口烟支脉冲计数检测器监测到第一支双倍长烟支上升沿后,搓接装置控制系统启动烟支计数程序,入口烟支脉冲计数检测器每监测到一个上升沿信号后,烟支脉冲计数值n累加1;当烟支脉冲计数值0<n≤k5时,数据处理装置o1输出端口输出高电平,废烟剔除机构接通;烟支继续运行,当烟支脉冲计数值n≥k4时,启动阶段废品烟支已完全通过搓板区域,此时数据处理装置o4输出端口输出高电平,搓板升降电磁阀接通,驱动搓板上升至高位,开始搓接正常烟支;
27.步骤六:当烟支脉冲计数值n>k5时,废烟剔除阀关闭,经过搓接的双倍长烟支进入后续鼓轮,同时数据处理装置o3输出端口输出低电平,搓板控制固态继电器ka1线圈失电,搓板控制固态继电器ka1常开触点延时100ms关断,搓板控制固态继电器ka1常闭触点立即闭合,在100ms时间内由数据处理装置o4输出端口和卷烟机控制系统o1输出端口同时输出高电平,因此搓板升降电磁阀在搓板控制固态继电器ka1失电期间始终得电,保证搓板在控制权转换期间保持在高位,当烟支脉冲计数值n>k5并延时100ms后,烟支脉冲计数值n清零并停止计数,此时由于计数值n<k4,数据处理装置o4输出端口输出低电平,数据处理装置o5输出端口停止输出搓板位置检测屏蔽信号,至此,由卷烟机控制系统单独控制搓板升降电磁阀;数据处理装置o1输出端口输出低电平,剔除控制固态继电器ka2线圈失电,剔除控制固态继电器ka2常开触点、常闭触点立即动作,由卷烟机控制系统接管废烟剔除控制权;
28.步骤七:烟支脉冲计数值n>k5触发控制程序进入检测自检程序,数据处理装置接收并比较dcp时钟脉冲信号频率f1和烟支计数检测脉冲频率f2,设变异系数c=f1/f2*100%,设定变异系数阈值为98%;当c≥98%时,dcp时钟脉冲信号频率f1与烟支计数检测脉冲频率f2的频率差异较小,说明烟支计数脉冲检测功能正常,若c<98%,dcp时钟脉冲信号频率f1与烟支计数检测脉冲频率f2的频率差异超出设定阈值,人机界面显示报警信息:“烟支计数脉冲检测与输入鼓轮的距离”;
29.步骤八:待卷烟机组停止后,重复步骤三至步骤七进行搓接装置控制系统下一个工作周期。
30.与现有技术相比,本实用新型采用搓板升降机构、废烟剔除机构、入口烟支脉冲计数器、超采样模块一、超采样模块二、数据处理装置、人机交互界面、高速光耦一、高速光耦二、搓板控制固态继电器ka1以及剔除控制固态继电器ka2相结合方式,根据卷烟机组启动信号,通过数据处理装置、搓板控制固态继电器ka1以及剔除控制固态继电器ka2对搓板和废烟剔除的控制权进行切换,根据搓板入口烟支脉冲计数,能确定启动阶段第一个双支烟所处的鼓槽,然后根据第一个双支烟所处鼓槽移位,通过数据处理装置、搓板上升使能计数参数、废烟剔除关闭使能计数对搓板和废烟剔除的接通时刻进行控制,避免搓接装置搓接启动阶段的残次烟支,使残次烟支顺畅地通过搓板区域,残次烟支到达废品剔除区域时进行剔除,待正常烟支进入搓板区域时控制搓板上升开始搓接,从而提高启动阶段烟支搓接的稳定性;同时搓板控制固态继电器ka1延时关断触点保证搓板在控制权转换期间保持在高位,对原卷烟机组控制系统无任何影响;本实用新型在保证搓接装置功能的前提下,通过
在卷烟机组启动阶段控制搓板和废烟剔除阀的动作时刻,避免卷烟启动时的搓板堵烟情况的发生;同时由于无需对供胶组件、水松纸输送等组件进行维修调整,能够有效减少设备维修时间。本实用新型的系统和方法适用于各类搓接工艺的卷烟机。
附图说明
31.图1是本实用新型的控制系统结构框图;
32.图2是本实用新型的搓板处于低位位置示意图;
33.图3是本实用新型的搓板处于高位位置示意图;
34.图4是本实用新型的控制方法的流程图。
35.图中:1、输入鼓轮,2、搓接鼓轮,3、搓板装置,4、入口烟支脉冲计数检测器。
具体实施方式
36.下面结合附图对本实用新型做进一步说明。
37.如图1-图3所示,一种卷烟接装机搓接装置的启动控制系统,包括搓接鼓轮2以及用于输送烟支的输入鼓轮1,搓板装置3与搓接鼓轮2的外壁之间形成供烟支经过的通道,还包括入口烟支脉冲计数检测器4、超采样模块一、超采样模块二、数据处理装置、人机交互界面、高速光耦一、高速光耦二、模拟量输入模块一、模拟量输入模块二、搓板控制固态继电器ka1、剔除控制固态继电器ka2、卷烟机控制系统及废烟剔除机构,
38.入口烟支脉冲计数检测器4设置在输入鼓轮1的外部七点钟位置,且入口烟支脉冲计数检测器4的脉冲发射端朝向输入鼓轮,烟支脉冲计数检测器4用来检测输入鼓轮1上是否有烟支通过;
39.入口烟支脉冲计数检测器4的信号输出端连接超采样模块一的信号输入端,超采样模块一的信号输出端与数据处理装置的i1端口连接;
40.超采样模块二的信号输入端采集dcp时钟脉冲信号,dcp时钟脉冲信号用来检测输入鼓轮1的旋转鼓槽信号,超采样模块二的信号输出端与数据处理装置的i2端口连接;
41.高速光耦一将卷烟机组启动信号输送至数据处理装置的i3端口,模拟量输入模块一将卷烟机组启动速度信号设定输送至数据处理装置的i4端口,模拟量输入模块二将卷烟机组生产速度信号设定输送至数据处理装置的i5端口;
42.剔除控制固态继电器ka2的电磁线圈与数据处理装置的o1电平输出端连接,用于实现废烟剔除控制权的交接,剔除控制固态继电器ka2常开触点的一端与数据处理装置的o2电平输出端连接,另一端与废烟剔除机构使能入口端连接;剔除控制固态继电器ka2常闭触点一端与卷烟机控制系统的o2电平输出端连接,另一端与废烟剔除机构使能入口端连接;所述废烟剔除机构通过废烟剔除加速器接收外部使能信号驱动高速剔除电磁阀;
43.搓板控制固态继电器ka1的电磁线圈与数据处理装置的o3电平输出端连接,用于实现搓接板控制权的交接,搓板控制固态继电器ka1常开触点的一端与数据处理装置的o4电平输出端连接,另一端与搓板升降电磁阀连接;搓板控制固态继电器ka1常闭触点一端与卷烟机控制系统的o1电平输出端连接,另一端与搓板升降电磁阀连接;
44.卷烟机控制系统的i电平输出端接收高速光耦二和搓板位置检测信号,高速光耦二的信号输入端连接数据处理装置的o5电平输出端;
45.所述人机交互界面与核心控制器电性连接,用于系统故障报警显示,系统功能开关,搓板控制参数设置,废烟剔除参数设置。
46.数据处理装置为倍福plc控制器。
47.如图4所示,一种卷烟接装机搓接装置的启动控制方法,包括以下步骤:
48.步骤一:建立搓板上升使能初始计数值模型公式,将防堵烟的搓接装置控制系统安装完成后,设定卷烟机组启动速度v1为v
11
、v
12
、v
13
、v
14
…v1n
;设定卷烟机组生产速度v2为v
21
、v
22
、v
23
、v
24
…v2n
,启动生产,当入口烟支脉冲计数检测器4检测到第一支烟时开始计数,通过采用box-behnken设计,在不同卷烟机组启动速度和卷烟机组生产速度下,调整搓板上升使能初始计数值k1,使搓板上升到位后,启动阶段第一双支烟刚通过a点,并记录搓板上升使能初始计数值k1为k
11
、k
12
、k
13
、k
14
…k1n
,通过minitab软件数据分析,利用最小二乘法拟合响应搓板上升使能初始计数值k1与卷烟机组启动速度v1、卷烟机组生产速度v2之间的关系,最终建立搓板上升使能初始计数值k1与卷烟机组启动速度v1、卷烟机组生产速度v2的模型方程为:
49.k1=b0+b
1v1
+b
2v2
+b
12v1v2
+b
11v12
+b
22v22
50.式中:b0为常数项;
51.b1为v1的一次线性系数,b2为v2的一次线性系数;
52.b
12
为交互项系数;
53.b
11
为v1的二次线性系数,b
22
为v2的二次项系数;
54.该模型的有益效果为可根据卷烟机组启动速度和卷烟机组生产速度,自动计算出搓板上升使能初始计数值k1,能够在各种速度下保证搓板上升使能初始计数值k1时刻是精准无误的;
55.步骤二:在人机交互界面设定搓板上升使能计数值k4和废烟剔除计数值参数;记录从搓板入口处到废烟剔除口区间内鼓轮上烟槽数为k2;在人机交互界面上设定搓板上升使能延迟计数值k6,搓板上升使能计数值设定废烟剔除关闭延迟计数k7,则废烟剔除关闭计数值
56.步骤三:卷烟机组启动生产,搓接装置控制系统数据处理装置记录卷烟机组启动速度和卷烟机组生产速度,并根据步骤一中的模型方程计算搓板上升使能初始计数值k1;
57.步骤四:启用搓接装置控制系统,搓接装置控制系统收到卷烟机组启动信号,立即向卷烟机搓板位置检测控制输入端口发出屏蔽信号,以避免触发卷烟机控制系统搓板位置报警,由搓接装置控制系统接管控制权,然后数据处理装置o3输出端口输出高电平,搓板控制固态继电器ka1线圈得电,搓板控制固态继电器ka1常开触点、常闭触点立即动作,此时搓板下降至低位等待运行,同时数据处理装置o1输出端口输出高电平,剔除控制固态继电器ka2线圈得电,剔除控制固态继电器ka2常开、常闭触点立即动作,此时废品剔除阀等待接通,搓板装置工作系统接管搓板升降和废烟剔除控制权;
58.步骤五:卷烟机组继续运行,当入口烟支脉冲计数检测器监测到第一支双倍长烟支上升沿后,搓接装置控制系统启动烟支计数程序,入口烟支脉冲计数检测器每监测到一个上升沿信号后,烟支脉冲计数值n累加1;当烟支脉冲计数值0<n≤k5时,数据处理装置o1输出端口输出高电平,废烟剔除机构接通,剔除口吹气,用于剔除启动阶段双倍长烟支;烟
支继续运行,当烟支脉冲计数值n≥k4时,启动阶段废品烟支已完全通过搓板区域,此时数据处理装置o4输出端口输出高电平,搓板升降电磁阀接通,驱动搓板上升至高位,开始搓接正常烟支;
59.步骤六:当烟支脉冲计数值n>k5时,废烟剔除阀关闭,经过搓接的双倍长烟支进入后续鼓轮,同时数据处理装置o3输出端口输出低电平,搓板控制固态继电器ka1线圈失电,搓板控制固态继电器ka1常开触点延时100ms关断,搓板控制固态继电器ka1常闭触点立即闭合,在100ms时间内由数据处理装置o4输出端口和卷烟机控制系统o1输出端口同时输出高电平,因此搓板升降电磁阀在搓板控制固态继电器ka1失电期间始终得电,保证搓板在控制权转换期间保持在高位,当烟支脉冲计数值n>k5并延时100ms后,烟支脉冲计数值n清零并停止计数,此时由于烟支脉冲计数值n<k4,数据处理装置o4输出端口输出低电平,数据处理装置o5输出端口停止输出搓板位置检测屏蔽信号,至此,由卷烟机控制系统单独控制搓板升降电磁阀;数据处理装置o1输出端口输出低电平,剔除控制固态继电器ka2线圈失电,剔除控制固态继电器ka2常开触点、常闭触点立即动作,由卷烟机控制系统接管废烟剔除控制权;
60.步骤七:烟支脉冲计数值n>k5触发控制程序进入检测自检程序,数据处理装置接收并比较dcp时钟脉冲信号频率f1和烟支计数检测脉冲频率f2,设变异系数c=f1/f2*100%,设定变异系数阈值为98%;当c≥98%时,dcp时钟脉冲信号频率f1与烟支计数检测脉冲频率f2的频率差异较小,说明烟支计数脉冲检测功能正常,若c<98%,dcp时钟脉冲信号频率f1与烟支计数检测脉冲频率f2的频率差异超出设定阈值,人机界面显示报警信息:“烟支计数脉冲检测与输入鼓轮的距离”;
61.步骤八:待卷烟机组停止后,重复步骤三至步骤七进行搓接装置控制系统下一个工作周期。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1