带有标记装置的由玻璃制成的鲁尔末端及其制造方法与流程
[0001]
本发明涉及一种用于注射装置的由玻璃制成的鲁尔末端,该鲁尔末端具有标记装置,该标记装置用来指示使用者在哪里布置要被连接到鲁尔末端的凹形接头的近端部,以便获得无泄漏连接。本发明也涉及一种用来制造这种鲁尔末端的方法。本发明还涉及这种带标记的鲁尔末端的用途,并且涉及使用这种带标记的鲁尔末端来完成与凹形接头的无泄漏鲁尔滑动连接的方法。本发明也涉及一种包括这种带标记的鲁尔末端的注射装置。
背景技术:
[0002]
在本申请中,零件或装置的远端部被理解为最远离使用者的手的端部,并且近端部被理解为最靠近使用者的手的端部。同样,在本申请中,“远侧方向”被理解为注射装置的注射方向,并且“近侧方向”被理解为与注射方向相反的方向。
[0003]
在注射装置领域中,在使用者准备进行注射时,针可能不是注射装置本身的一部分并且需要连接到注射装置的末端。特别地当注射装置的末端由玻璃制成时,就是这种情况。在这种情况下,分离的针(也称为脱离的针)被提供用来连接到注射装置的末端。各种连接系统可用于将针连接到注射装置的末端。
[0004]
其中一个可用连接是鲁尔滑动连接。这种连接旨在提供注射装置(诸如例如玻璃皮下注射器)和针之间的连接。在本申请中,“鲁尔滑动连接”意指截头圆锥形凸形鲁尔末端和相应的空心圆锥形凹形接头之间的摩擦配合连接。
[0005]
为满足产生更安全的标准医疗连接的需要,已建立了关于形成连接的元件的尺寸的标准。iso 80369-7是给出鲁尔滑动连接的元件的尺寸的标准。标准化尺寸根据本文献意指符合iso 80369-7的尺寸。
[0006]
根据这些标准,注射装置的末端由鲁尔接头形成,该接头是具有6%锥度的圆锥形末端,也称为连接的凸形部分。该连接的凹形部分(在下文中称为凹形接头)是具有圆锥形空心连接部分的针接口或其它鲁尔连接,该圆锥形空心连接部分设置有内表面,该内表面旨在匹配鲁尔末端的6%锥度。鲁尔滑动连接是摩擦配合连接,该摩擦配合连接需要使用者以推压加扭转方式将注射装置的鲁尔末端插入凹形接头。
[0007]
用来完成该连接的推压加扭转方式应该保证不太可能分离的连接。简单地将凹形接头滑动到注射装置的鲁尔末端上不能保证可靠的接头。
[0008]
实际上,当注射装置的末端由玻璃制成时,通常使用鲁尔滑动连接。无论如何,尽管注射装置的末端和凹形接头具有标准化尺寸,可能发生的是:该连接是不完全正确的并且是不安全的,这是源自于与塑料注射器相比相对大的尺寸公差(这是玻璃制的零件所固有的)。
[0009]
例如,如果针没有安全地连接到末端,则在注射粘性药物期间,针可能从末端脱离并从其弹出。此外,例如,如果凹形接头没有被充分地推压,则可能发生产品泄漏并且可能有害于注射步骤。
[0010]
因此,凹形接头应当在推压加扭转步骤的结尾时被正确布置。
[0011]
但连接玻璃注射装置和针实际会引起其他问题。实际上,对于每个注射装置,玻璃鲁尔末端和凹形接头(诸如针接口或其他连接装置)之间的连接,不仅取决于所述玻璃鲁尔末端特有的尺寸公差,还取决于执行该连接的人(换言之,使用者)。每个使用者将根据其独特的方向,根据独特的姿势(特别地推压加扭转姿势),以独特的力,把鲁尔末端插入凹形接头。因此,这种连接是不可重复的。此外,对什么是正确连接以及如何执行正确连接,每个使用者可能有不同的理解。
[0012]
结果,根据玻璃鲁尔末端的尺寸公差的不同并且根据完成该连接的使用者的不同,可能发生的是,对于一些连接,鲁尔末端的远端部没有到达形成凹形接头的空心锥体的远端部和/或在轴向方向上没有被布置在正确的位置。
[0013]
如上文所述,这种情况可能导致产品泄漏,并且可能有害于注射步骤。此外,在注射期间,针可能从鲁尔末端脱离。
[0014]
文献wo2018/122366示出一种鲁尔末端,该鲁尔末端的外表面设置有肋。然而,在这个文献中没有指出:这些肋被精确地布置在鲁尔末端上的哪个位置。
技术实现要素:
[0015]
因此,需要这样一种末端和/或方法:在鲁尔滑动连接的情况下,该末端和/或方法能够允许使用者完成在鲁尔末端和将要连接到其上的凹形接头之间的无泄漏连接。
[0016]
本发明的第一方面是一种用于注射装置的由玻璃制成的凸形鲁尔末端,该凸形鲁尔末端旨在通过鲁尔滑动连接而连接到凹形接头,其中所述凸形鲁尔末端包括标记装置,该标记装置被构造用来指示使用者在哪里布置所述凹形接头的近端部以便完成无泄漏连接。更具体地说,本发明的一方面是一种用于注射装置的由玻璃制成的截头圆锥形凸形鲁尔末端,该凸形鲁尔末端旨在通过摩擦配合连接而连接到相应的空心圆锥形凹形接头,其中,所述凸形鲁尔末端包括标记装置,该标记装置被构造用来指示使用者在哪里布置所述凹形接头的近端部以便完成无泄漏连接。
[0017]
具体地说,标记装置被构造用来指示使用者相对于所述末端在哪里布置凹形接头的近端部以便完成所述末端和所述凹形接头之间的无泄漏连接。例如,标记装置被布置在非常特定的位置上,具体地说在凸形鲁尔末端的外表面上,以便指示使用者在哪里布置凹形接头,以便完成无泄漏连接。
[0018]
本发明的另一方面是一种用来制造用于注射装置的由玻璃制成的凸形鲁尔末端的方法,该凸形鲁尔末端设置有标记装置,该标记装置被构造用来指示使用者在哪里布置凹形接头的近端部以便完成与所述末端的无泄漏鲁尔滑动连接,所述方法包括以下步骤:
[0019]
a)用玻璃预成型该末端,
[0020]
b)对所述预成型的末端进行退火,
[0021]
c)将具有标准化尺寸的量规施加到该末端上以便在该末端上确定布置所述标记装置的部位,
[0022]
d)在所述部位为所述末端设置所述标记装置,
[0023]
其中,步骤b)可以发生在步骤c)之前或步骤d)之后。
[0024]
换言之,本发明的一方面是一种用来制造用于注射装置的由玻璃制成的截头圆锥形凸形鲁尔末端的方法,该凸形鲁尔末端设置有标记装置,该标记装置被构造用来指示使
用者在哪里布置相应的空心圆锥形凹形接头的近端部以便完成与所述末端的无泄漏摩擦配合连接,所述方法包括以下步骤:
[0025]
a)用玻璃预成型该末端,
[0026]
b)对所述预成型的末端进行退火,
[0027]
c)将具有标准化尺寸的量规施加到该末端上以便在该末端上确定布置所述标记装置的部位,
[0028]
d)在所述部位为所述末端设置所述标记装置,
[0029]
其中,步骤b)可以发生在步骤c)之前或步骤d)之后。
[0030]
本发明的另一方面是如上所述的由玻璃制成的凸形鲁尔末端或通过上述方法获得的由玻璃制成的鲁尔末端用来实现与凹形接头的无泄漏鲁尔滑动连接的用途。换言之,本发明的另一方面是如上所述的由玻璃制成的截头圆锥形鲁尔末端或通过上述方法获得的由玻璃制成的截头圆锥形鲁尔末端用来实现与相应的空心圆锥形凹形接头的无泄漏摩擦配合连接的用途。
[0031]
本发明的另一方面是一种用来在如上所述或通过上述制造方法获得的由玻璃制成的凸形鲁尔末端和凹形接头之间实现无泄漏鲁尔滑动连接的方法,所述方法包括以下步骤:将所述凹形接头推压且扭转到所述凸形鲁尔末端上直到所述凹形接头的近端部到达所述标记装置。换言之,本发明的另一方面是一种用来实现如上所述的由玻璃制成的截头圆锥形凸形鲁尔末端或通过上述方法获得的由玻璃制成的截头圆锥形鲁尔末端与相应的空心圆锥形凹形接头之间的无泄漏摩擦配合连接的方法,所述方法包括以下步骤:将所述凹形接头推压且扭转到所述凸形鲁尔末端上直到所述凹形接头的近端部到达所述标记装置。
[0032]
本发明的另一方面是一种注射装置,该注射装置包括如上所述的鲁尔末端或通过上述制造方法获得的由玻璃制成的鲁尔末端。
[0033]
本发明的带标记的由玻璃制成的鲁尔末端和本发明的方法,允许在所述玻璃制成的鲁尔末端和它要连接到其上的凹形接头(诸如针接口或其它鲁尔连接)之间实现可靠且无泄漏的鲁尔滑动连接。归功于本发明的有标记的由玻璃制成的鲁尔末端和本发明的方法,使用者可以相信,对于从需要连接到针的一个注射装置到另一个注射装置的要执行的每一个新的连接,他执行的连接都将是安全且可靠的。实际上,归功于本发明的鲁尔末端和方法,使用者可以有这种舒适的感觉,而与以下事实无关:鲁尔末端由于其服从尺寸公差的玻璃性质,而使得一个鲁尔末端和另一个鲁尔末端的尺寸是不同的。使用者也可以有这种舒适的感觉,而与以下事实无关:每当他执行这种连接时,他作为人而言,可以有意或无意地从一种姿势改变到另一种姿势。
[0034]
在一些实施例中,标记装置可以选自位于所述末端的表面上的视觉指示器、触觉指示器和/或上述各选项的组合。因此,使用者可以例如看指示器或用手指触摸指示器。标记装置可以具有环形形状。这种实施例允许使用者更容易地看到或感觉到标记装置的存在。例如,标记装置选自印记、雕刻、浮雕及上述各选项的组合。在一些实施例中,标记装置是环形印记。
[0035]
用来制造上述带标记的由玻璃制成的凸形鲁尔末端的方法包括以下步骤:
[0036]
a)用玻璃预成型该末端,
[0037]
b)对所述预成型的末端进行退火,
[0038]
c)将具有标准化尺寸的量规施加到该末端上以便在该末端上确定布置所述标记装置的部位,
[0039]
d)在所述部位为所述末端设置所述标记装置,
[0040]
其中,步骤b)可以发生在步骤c)之前或步骤d)之后。
[0041]
在本文献中,“具有标准化尺寸的量规”意指具有如iso 80369-7中提出的尺寸的量规。
[0042]
在第一步骤(步骤a)中,为了制造本发明的带标记的鲁尔末端,由玻璃预成型该末端。该末端可以单独地形成或者可以与玻璃注射装置的筒一起预成型为单个零件。这个预成型步骤根据该技术领域中已知的玻璃成型方法被完成。
[0043]
在本发明的制造方法的第一实施例中,在步骤a)获得的预成型的末端在施加任何标记装置之前被退火。
[0044]
在这种第一实施例中,预成型的末端因此根据该方法的第二步骤(步骤b)被退火。退火步骤可以在大约200℃到大约800℃的温度下被执行。
[0045]
在已退火的预成型末端已冷却后,在第三步骤(步骤c)中把具有标准化尺寸的量规施加到末端上。该步骤允许在末端上(特别地在末端外表面上)确定布置标记装置的部位。在一些实施例中,量规是物理量规。例如,量规可以是通过轴向力施加到所述末端上的不锈钢量规。在另一些实施例中,量规是由相机施加到该末端的虚拟量规。
[0046]
上述步骤c)允许为每个要被标记的单个玻璃鲁尔末端确定布置标记装置的部位,而与以下事实无关:由于玻璃产品固有的尺寸公差,玻璃鲁尔末端的尺寸可能因各个玻璃鲁尔末端的相互不同而不同。归功于符合步骤c)的量规的使用,玻璃鲁尔末端的尺寸变化不会影响为一个单独的玻璃鲁尔末端确定的部位的正确性。
[0047]
在为玻璃鲁尔末端确定布置标记装置的部位之后,根据第四步骤(步骤d),将所述标记装置布置在所述部位。步骤d)可以包括油墨打印所述末端和/或激光打印所述末端。例如,将环形印记打印在末端的外表面上的确定部位。可替代地,通过激光打印在末端的外表面上的确定部位而执行雕刻。雕刻可以在末端的表面上形成浮雕。
[0048]
如此获得了带有标记的玻璃鲁尔末端,它可用于通过鲁尔滑动连接而将凹形接头可靠地连接到注射装置。
[0049]
在本发明的制造方法的一个替代实施例中,在退火步骤之前,将标记装置施加到在步骤a)获得的预成型的末端。
[0050]
在这种第二实施例的情况下,步骤c)在步骤a)之后被执行,并且具有标准化尺寸的量规被施加到预成型的玻璃末端上。如上所述,量规可以是物理量规,诸如可以通过轴向力施加到末端上的不锈钢量规,或者可替代地通过相机施加到预成型的玻璃末端的虚拟量规。如在第一实施例中,这个步骤允许在末端上,特别地在末端的外表面上确定布置标记装置的部位。
[0051]
如上所述,这个步骤允许为每个要被标记的单个玻璃鲁尔末端确定布置标记装置的部位,而与以下事实无关:由于玻璃产品固有的尺寸公差,玻璃鲁尔末端的尺寸可能因各个玻璃鲁尔末端的不同而不同。归功于量规的使用,玻璃鲁尔末端的尺寸变化不会影响为一个单独的玻璃鲁尔末端确定的部位的正确性。
[0052]
在本发明的制造方法的这种第二实施例中,根据第四步骤(步骤d),标记装置被布
置在所述部位,该步骤可以包括瓷釉打印所述末端和/或形成在所述末端上的玻璃浮雕。
[0053]
例如,在末端的表面上的确定部位,瓷釉被沉积为环形带。可替代地,浮雕,诸如凹槽或脊,例如环形凹槽或环形脊,可以通过玻璃成型而形成在在前述步骤由量规确定的部位。
[0054]
在下一步骤(退火步骤b)中,设有标记装置(诸如瓷釉沉积物或玻璃浮雕)的玻璃鲁尔末端被退火。退火步骤可以在大约200℃到大约800℃的温度下执行。该退火步骤允许将带标记末端的形状固定。
[0055]
获得了带有标记的玻璃鲁尔末端,它可用于通过鲁尔滑动连接将凹形接头可靠地连接到注射装置。
[0056]
无论是上述第一实施例还是第二实施例,本发明的制造方法都可包括将陶瓷涂层沉积到所述末端上的步骤。该陶瓷涂覆步骤可发生在退火步骤b)之前。陶瓷涂层允许在玻璃鲁尔末端的表面上提供额外的粗糙度,从而在凹形接头连接到玻璃鲁尔末端上时,保证改善的摩擦配合。
[0057]
上述的带标记的玻璃鲁尔末端可用于完成与凹形接头的无泄漏鲁尔滑动连接。例如,这种无泄漏的鲁尔滑动连接可以通过以下方式二实现:将凹形接头推压且扭转到本发明的带标记的玻璃鲁尔末端上,直到凹形接头的近端部到达带标记的玻璃鲁尔末端的标记装置处。当凹形接头的近端部到达标记装置(诸如环形印记)时,使用者知道凹形接头相对于玻璃鲁尔末端沿轴向被正确地布置,并且连接是安全且无泄漏的。
[0058]
本发明的带标记的玻璃鲁尔末端可以是注射装置(诸如玻璃注射器)的一部分。
附图说明
[0059]
现在将参考附图详细描述本发明,附图中:
[0060]
图1是本发明的带标记的玻璃鲁尔末端的侧视示意图,凹形接头处于连接到该玻璃鲁尔末端上的过程中。
[0061]
图2是可靠连接被完成后图1的带标记的玻璃鲁尔末端和凹形接头的侧视示意图,
[0062]
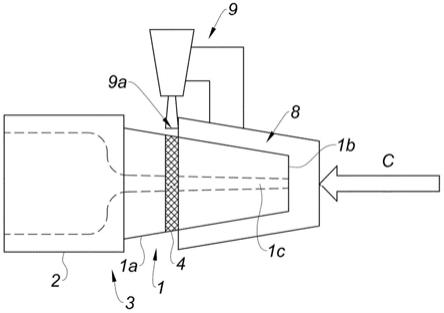
图3是根据本发明的制造方法将标记装置施加到玻璃鲁尔末端上的步骤的示意性侧视图。
具体实施方式
[0063]
参考图1,图1部分地且示意性地示出布置在注射装置3的玻璃筒2的远端部的本发明的由玻璃制成的凸形鲁尔末端1。末端1设置有通道1c(以虚线示出)以便玻璃桶2中包含的产品(未示出)的通过和输送。
[0064]
玻璃鲁尔末端1具有符合iso 80369-7的6%圆锥形状。它设置有标记装置,该标记装置的形状为位于玻璃鲁尔末端1的外表面1a上的环形印记4。玻璃鲁尔末端1具有远端部1b。
[0065]
参考图1,图1也示出针接口5。针接口5包括空心的6%圆锥,该空心圆锥呈凹形接头6的形式,用以连接到玻璃鲁尔末端1上。凹形接头6包括近端部6a和远端部6b,在远端部6b设置针7。
[0066]
凹形接头6用以通过鲁尔滑动连接而连接到玻璃鲁尔末端1:根据这种连接,凹形
接头6按照图1示出的箭头a和b以推压加扭转方式安装到玻璃鲁尔末端1上。
[0067]
诸如环形印记4的标记装置构造为指示使用者在哪里布置凹形接头6的近端部6a以便完成无泄漏连接。标记装置构成这种位置的视觉指示器。在一些未示出实施例中,标记装置可为触觉指示器形式。
[0068]
例如,标记装置可以以雕刻和/或浮雕的形式。
[0069]
参考图2,图2示出当完成鲁尔滑动连接时图1的玻璃鲁尔末端1和凹形接头6。如这个图中所示,凹形接头的近端部6a被布置在环形印迹4的部位。可以观察到,在凹形接头6的近端部6a相对于环形印迹4的这种位置中,玻璃鲁尔末端1的远端部1b与凹形接头6的远端部6b的壁相接触。因此,玻璃鲁尔末端1和凹形接头6之间的连接是可靠且无泄漏的。
[0070]
使用者可以感到舒适,因为该连接是安全的,并且针在注射步骤期间将不会分离。
[0071]
参考图3,图3示出用于制造图1和2的带标记的玻璃鲁尔末端1的本发明的方法的步骤。
[0072]
根据这种方法,在第一步骤(未示出)中,注射装置的筒和末端由玻璃预成型。可替代地,末端可以独立地由玻璃预成型。这个预成型步骤根据公知的玻璃成型方法被完成。
[0073]
预成型的末端然后被退火。例如,退火步骤可以在从大约200℃到大约800℃的温度被执行。
[0074]
退火步骤也可以包括在退火本身之前将陶瓷涂层沉积到末端上的步骤。在涂覆的末端被退火之后,陶瓷涂层允许在玻璃鲁尔末端的表面上提供另外的粗糙度。以后当凹形接头连接到玻璃鲁尔末端上时,末端上的陶瓷涂层的存在能够增进摩擦配合。
[0075]
参考图3,一旦经退火的预成型末端1已经冷却,具有符合iso80369-7的标准化尺寸的量规8被施加到末端1上。量规8可以是物理量规,诸如不锈钢量规,该不锈钢量规可以根据图3所示的箭头c通过轴向力施加到末端1上。可替代地,该量规可以是通过相机施加到预成型的玻璃末端1的虚拟量规。
[0076]
将量规8施加到末端1上允许为要被标记的每一个单个玻璃鲁尔末端1确定布置标记装置(诸如环形印记4)的部位,而无论玻璃鲁尔末端的尺寸由于玻璃产品固有的尺寸公差而如何彼此不同。因此,归功于本发明的方法中的量规的使用,玻璃鲁尔末端的尺寸变化不影响为一个单个玻璃鲁尔末端1确定的部位的正确性。
[0077]
一旦为玻璃鲁尔末端确定了布置标记装置的部位,标记装置就被布置在所述部位。
[0078]
参考图3,例如,环形印记4由于打印机9而被施加,该打印机设置有用于输送打印墨水的喷嘴9a。
[0079]
在一些未示出的实施例中,标记装置可以是通过激光打印被布置在确定的部位的雕刻部。
[0080]
在本发明的方法的一些替代实施例中,标记装置可以在退火步骤之前被施加到玻璃鲁尔末端上。这是例如当标记装置选自形成末端的瓷釉打印和/或玻璃浮雕时的情况。例如,在末端的表面上的确定部位,瓷釉被沉积为环形带。可替代地,在前述步骤由量规确定的部位处通过玻璃成型而形成浮雕,诸如凹槽或脊,例如环形凹槽或环形脊。
[0081]
带标记的玻璃鲁尔末端然后被退火,以便将瓷釉打印部或通过玻璃成型而获得的浮雕的形状固定。
[0082]
获得了带标记的玻璃鲁尔末端1,该玻璃鲁尔末端可用于通过鲁尔滑动连接将凹形接头6可靠地连接到注射装置(如参考图1和2描述的)。
[0083]
本发明的带标记的由玻璃制成的鲁尔末端和本发明的方法允许在所述玻璃制成的鲁尔末端和它要连接到其上的凹形接头(诸如针接口或其它鲁尔连接部)之间实现可靠且无泄漏的鲁尔滑动连接。对于每个新的连接,所述连接都是安全的,而与玻璃鲁尔末端的尺寸变化无关,并且与执行连接的人完成的姿势的变化无关。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1