医疗用管件的制作方法
1.本发明涉及一种医疗用管件,尤其涉及一种输送气体给患者及/或将气体自患者输送移除的医疗用管件。
背景技术:
2.医疗用管件可与一些仪器或设备连接形成一通路,或进一步构成一循环回路,以达到将气体提供给患者或/和将气体输送远离患者的作用。例如:医疗用管件可与通气机(ventilator)或麻醉机(anesthesia machine)连接。
3.举例来说,现有的通气机在使用时,通常会与一加湿器(humidifier)连接,使气体运送至人体之前,先经过加温及加湿的处理,最后再使经处理的气体通过医疗用管件输送至人体。加湿器的连接,可防止患者的内部器官脱水,并可降低患者于手术后恢复所需的时间。
4.然而,目前市面上的医疗用管件的隔热效果通常较差,因此,经处理的气体的温度,通常会随着医疗用管件的长度而降低。一旦气体的温度降低,气体的饱和湿度也会随之下降,如此一来,在输送空气的过程中,医疗用管件的内壁面容易形成冷凝水,并造成管路堵塞。另外,冷凝水的形成,也可能导致细菌的孳生。
5.若要避免冷凝水的形成,可缩短医疗用管件的长度,以缩短输送气体的时间并降低热量散失;或者,于医疗用管件外加装一隔热套(thermal insulation sleeve),以减缓温度下降的速率。然而,无论是缩减医疗用管件的长度还是加装隔热套的方式,皆会降低医疗用管件的使用便利性,另外,隔热套还会负面影响医疗用管件的可弯曲性。据此,现有的医疗用管件仍有待改善。
技术实现要素:
6.本发明所要解决的技术问题在于,针对现有技术的不足提供一种医疗用管件。
7.为了解决上述的技术问题,本发明所采用的其中一技术方案是提供一种医疗用管件。医疗用管件包括一中空本体,中空本体内部形成有一输气通道,以供气体通过。中空本体的材料为热塑性聚酯弹性体,以热塑性聚酯弹性体的总重为100重量百分比,热塑性聚酯弹性体中包括50重量百分比至70重量百分比的硬链段以及30重量百分比至50重量百分比的软链段。
8.更进一步地,硬链段是由芳香族聚酯所构成,软链段是由脂肪族聚酯或脂肪族聚醚所构成。
9.更进一步地,构成硬链段的芳香族聚酯,是选自于由聚对苯二甲酸丁二酯及聚对苯二甲酸乙二酯所构成的群组。
10.更进一步地,软链段是由脂肪族聚醚所构成,脂肪族聚醚是选自于由聚四亚甲基醚二醇及聚乙二醇所构成的群组。
11.更进一步地,中空本体具有相对的一外管壁及一内管壁,内管壁围绕输气通道,外
管壁具有一外凸部。
12.更进一步地,外凸部沿着中空本体的轴向螺旋缠绕设置。
13.更进一步地,外凸部与中空本体一体成型。
14.更进一步地,内管壁为一平滑表面。
15.更进一步地,中空本体的厚度为100微米至600微米,医疗用管件于24小时单位长度的凝水量小于2.000克/公分。
16.更进一步地,中空本体的管壁厚度为10微米至小于100微米,医疗用管件于1小时单位长度的凝水量小于0.005克/公分。
17.本发明所提供的医疗用管件,其能通过“中空本体的材料为热塑性聚酯弹性体”以及“以热塑性聚酯弹性体的总重为100重量百分比,热塑性聚酯弹性体中包括50重量百分比至70重量百分比的硬链段以及30重量百分比至50重量百分比的软链段”的技术方案,以提升医疗用管件的透气性,进而降低医疗用管件的凝水量。
18.为使能更进一步了解本发明的特征及技术内容,请参阅以下有关本发明的详细说明与附图,然而所提供的附图仅用于提供参考与说明,并非用来对本发明加以限制。
附图说明
19.图1为本发明医疗用管件搭配通气机、加湿器及呼吸器的使用示意图。
20.图2为本发明第一实施例的医疗用管件的部分剖面示意图。
21.图3为本发明第二实施例的医疗用管件的部分剖面示意图。
22.图4为本发明第三实施例的医疗用管件的部分剖面示意图。
23.图5为本发明第四实施例的医疗用管件的剖面示意图。
具体实施方式
24.以下是通过特定的具体实例来说明本发明所公开有关“医疗用管件”的实施方式,本领域技术人员可由本说明书所公开的内容了解本发明的优点与效果。本发明可通过其他不同的具体实施例加以施行或应用,本说明书中的各项细节也可基于不同观点与应用,在不背离本发明的构思下进行各种修改与变更。另外,本发明的附图仅为简单示意说明,并非依实际尺寸的描绘,事先声明。以下的实施方式将进一步详细说明本发明的相关技术内容,但所公开的内容并非用以限制本发明的保护范围。另外,本文中所使用的术语“或”,应视实际情况可能包括相关联的列出项目中的任一个或者多个的组合。
25.请参阅图1所示,本发明的医疗用管件1可搭配通气机7、加湿器8及呼吸器9(respirator)使用,医疗用管件1连通设置于通气机7、加湿器8及呼吸器9之间,并与通气机7、加湿器8及呼吸器9共同构成一循环回路。
26.于实际操作时,通气机7会输出一具有特定成分的干燥气体,干燥气体经由医疗用管件1输送至加湿器8。加湿器8可对气体加温,使气体的温度可与人体的温度更为接近,并可增加气体的湿度。经加湿器8处理后的气体会经由医疗用管件1输送至呼吸器9,以供患者呼吸使用。另外,患者吐出的气体,可经由医疗用管件1输送至通气机7,以达到自患者排除气体的作用。
27.本发明的医疗用管件1具有较佳的透气性,因此,当医疗用管件1内气体的温度下
降,进而导致饱和湿度也下降之后,多余的水气分子可穿透医疗用管件1扩散至外界,不会完全在医疗用管件1内形成冷凝水。因此,本发明的医疗用管件1,可改善以往医疗用管件因隔热效果差,所导致医疗用管件的内壁面容易形成冷凝水的问题。
28.具体来说,当温度降低之后,医疗用管件1内多余的水气会先吸附于医疗用管件1的内管壁上,接着,水气可扩散并穿透医疗用管件1的管壁逸散至外界,而降低医疗用管件1内的水气量。如此一来,可避免多余的水气全部于医疗用管件1内形成冷凝水。
29.请参阅图2所示,图2为本发明的医疗用管件1的部分剖面示意图。本发明的医疗用管件1包括一中空本体10,中空本体10内部具有一输气通道(gas conduit)100,其可供气体通过。中空本体10具有相对的一外壁面101及一内壁面102,中空本体10的内壁面102环绕输气通道100。
30.中空本体10具可挠性,以增加使用便利性。中空本体10可以是透明、半透明或不透明,较佳为透明或半透明,以供用户观察输气通道100内是否有污染物,或是否需清理积水。输气通道100大致为圆柱形的通道,然而,本发明不限于此,输气通道100亦可为其他几何图形的通道,例如方柱形或三角柱形。
31.中空本体10的材料是热塑性聚酯弹性体(thermoplastic polyester elastomer,tpee),热塑性聚酯弹性体具有优良的加工特性,适用于射出成型、吹膜成型或是挤出成型的制造方式。并且,热塑性聚酯弹性体还兼具了橡胶的柔软性与弹性以及工程塑料的刚性与化学稳定性。
32.本发明的热塑性聚酯弹性体,是由硬链段与软链段交错排列所构成的嵌段式共聚高分子(block copolymer),通过选用特定的硬链段(hard segment)及软链段(soft segment),并调控硬链段与软链段的重量比例,可聚合得本发明的热塑性聚酯弹性体。
33.以热塑性聚酯弹性体的总重为100重量百分比,热塑性聚酯弹性体包含了50重量百分比至70重量百分比的硬链段以及30重量百分比至50重量百分比的软链段。较佳的,热塑性聚酯弹性体中硬链段的重量百分比大于软链段的重量百分比。更佳的,热塑性聚酯弹性体包含了55重量百分比至65重量百分比的硬链段以及35重量百分比至45重量百分比的软链段。
34.于本发明中,热塑性聚酯弹性体中的硬链段是由芳香族聚酯所构成,其中,芳香族聚酯是由芳香族二羧酸及脂肪族二醇,或是由芳香族二羧酸及脂环族二醇经共聚缩合反应而形成。芳香族二羧酸可以是但不限于:苯二羧酸、二苯基二羧酸或萘二羧酸;脂肪族二醇可以是但不限于:乙二醇、丙二醇、丁二醇或己二醇;脂环族二醇可以是但不限于:环己烷二醇。
35.于一较佳实施例中,构成硬链段的芳香族聚酯是选自于由下列所构成的群组:聚对苯二甲酸乙二酯(polyethylene terephthalate,pet)及聚对苯二甲酸丁二酯(polybutylene terephthalate,pbt),但不以此为限。
36.热塑性聚酯弹性体中的软链段是由脂肪族聚酯或脂肪族聚醚所构成,其中,脂肪族聚酯是由脂肪族二羧酸及脂肪族二醇,或是由脂肪族二羧酸及脂环族二醇经共聚缩合反应而形成。脂肪族聚醚是由脂肪族二醇共聚缩合反应而形成,或是由环氧烷及脂肪族二醇开环聚合而形成。脂肪族二羧酸可以是但不限于:丙酸、己酸、庚酸、辛酸或月桂酸;脂肪族二醇可以是但不限于:乙二醇、丙二醇、丁二醇或己二醇;脂环族二醇可以是但不限于:环己
烷二醇;环氧烷可以是但不限于:环氧乙烷、环氧丙烷或四氢呋喃。具体来说,软链段的数量平均分子量为500至5000;较佳的,软链段的数量平均分子量为1000至4000。
37.于一较佳实施例中,软链段是由脂肪族聚醚所构成,脂肪族聚醚是选自于由下列所构成的群组:聚乙二醇(polyethylene glycol,peg)及聚四亚甲基醚二醇(polytetramethylene ether glycol,ptmeg),但不以此为限。
38.于合成热塑性聚酯弹性体时,可先混合脂肪族二羧酸及脂肪族二醇进行缩合反应,或混合脂肪族二羧酸及脂环族二醇进行缩合反应,或是先混合环氧烷及脂肪族二醇进行开环聚合反应,以形成一前驱物树脂组成物。接着,再将合成前述硬链段所需的单体(例如:芳香族二羧酸以及脂肪族二醇或脂环族二醇),投入前驱物树脂组成物中,待聚合反应结束后,即可完成本发明的热塑性聚酯弹性体。上述热塑性聚酯弹性体的制造步骤仅用于说明,并非用于限制本发明。
39.[第一实施例]
[0040]
请参阅图2所示,第一实施例的医疗用管件1是一波纹管(corrugated tube)。中空本体10的外管壁101具有与中空本体10一体成型的一外凸部11,中空本体10的内管壁102具有与中空本体10一体成型的一内凸部12。具体来说,外凸部11以及内凸部12分别形成于中空本体10的相对两侧且位置相对应,且外凸部11以及内凸部12沿着中空本体10的轴向以相同的螺距(pitch)螺旋缠绕成型。
[0041]
中空本体10的管壁厚度为50微米至600微米,以使医疗用管件1具有适当的透气性,可有效降低医疗用管件1内冷凝水的产生,且亦可符合医疗用管件1的漏气测量试标准(iso 5367:2000)。
[0042]
于第一实施例中,医疗用管件1的制造方式,是先聚合制得本发明含有特定硬链段及软链段比例的热塑性聚酯弹性体,并压制呈片体。然后,将热塑性聚酯弹性体片体卷绕于一模具上,经热压、熔融及脱模的步骤之后,即可完成本发明的医疗用管件1。
[0043]
[第二实施例]
[0044]
请参阅图3所示,第二实施例的医疗用管件1是另一种波纹管,第二实施例的中空本体10与第一实施例的中空本体10相似,中空本体10的外管壁101具有与中空本体10一体成型的外凸部11,其差异在于:第二实施例的中空本体10的内管壁102是一平滑表面。
[0045]
因此,当中空本体10的内管壁102是一平滑表面时,水气较不容易附着而形成冷凝水,取而代之的是,过多的水气会扩散至中空本体10外,故可改善以往中空本体10因隔热效果差,所导致中空本体10的内壁面102容易形成冷凝水的问题。
[0046]
[第三实施例]
[0047]
请参阅图4所示,第三实施例的医疗用管件1是又再一种波纹管,第三实施例的中空本体10与第二实施例的中空本体10相似,中空本体10的外管壁101具有与中空本体10一体成型的外凸部11,中空本体10的内管壁102是平滑表面。其差异在于:第三实施例的外凸部11包括多个环体,且多个环体以相同的间距平行形成于中空本体10的外管壁101上。
[0048]
[第四实施例]
[0049]
请参阅图5所示,第四实施例的医疗用管件1是一种螺旋管(spiral tube)。中空本体10的外管壁101上设置有螺旋缠绕的外凸部11,外凸部11沿着中空本体10的轴向以相同的螺距(pitch)螺旋缠绕设置。中空本体10的内管壁102是平滑表面。于一较佳实施例中,外
凸部11可与中空本体10一体成型。
[0050]
中空本体10的管壁厚度为10微米至小于100微米。在第四实施例中,中空本体10的管壁较薄,为了使医疗用管件1具有足够的机械强度,外凸部11具有支撑中空本体10以及维持中空本体10形状的作用。
[0051]
于第四实施例中,医疗用管件1的制造方式,是先聚合制得本发明含有特定硬链段及软链段比例的热塑性聚酯弹性体,并压制呈片体。接着,将热塑性聚酯弹性体片体卷绕于一模具上,并将外凸部11沿着中空本体10的轴向,以相同的螺距(pitch)螺旋缠绕设置于中空本体10的外管壁101,以达到支撑中空本体10并维持中空本体10形状的作用。
[0052]
[实验数据测试]
[0053]
为了证实本发明的医疗用管件具有良好的透气性,可降低凝水量的产生,将本发明中第二实施例的医疗用管件与通气机与加湿器连接,并模拟实际使用时的状况以进行比较测试。
[0054]
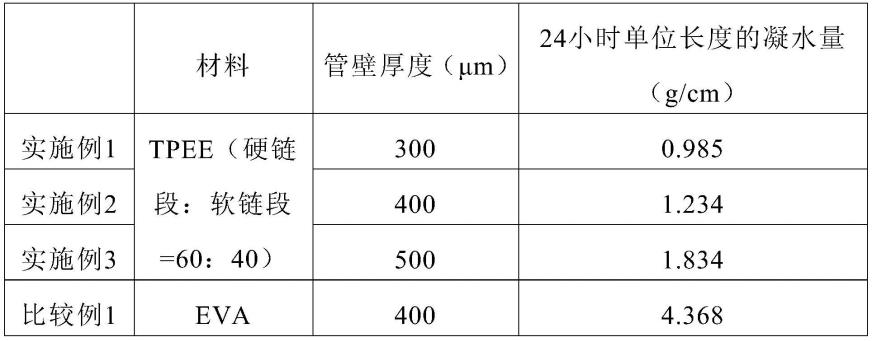
其中,实施例1至3的医疗用管件的材质为热塑性聚酯弹性体,其中,硬链段是pbt、软链段是peg,且硬链段及软链段的重量百分比为60:40。比较例的医疗用管件的材质为乙烯-醋酸乙烯酯共聚物(ethylene-vinyl acetate copolymer,eva),与目前市售的医疗用管件的材料相同。实施例1至3以及比较例1的医疗用管件使用的材料、中空管体的管壁厚度以及于24小时单位长度的凝水量列于下表1中。
[0055]
通气机设定的参数包括:通气频率为每分钟12次、充气量为每次600毫升、充气时间及放气时间分别为1秒及4秒、放气后的压力保持为5厘米水柱(cm h2o)以及通入的气体中包含21%的氧气。加湿器设定的参数包括:目标温度为35.5℃,并维持30mg/l的绝对湿度。实验进行时外界的温度为23至26℃,且外界的相对湿度为40至60%。
[0056]
表1
[0057][0058]
根据表1的结果,可得知本发明的医疗用管件1的确具有较佳的透气性。当医疗用管件1的厚度为100微米至600微米时,24小时单位长度的凝水量低于3.000g/cm;较佳的,当医疗用管件1的厚度为100微米至600微米时,24小时单位长度的凝水量低于2.000g/cm。更佳的,医疗用管件1的厚度为100微米至600微米时,24小时单位长度的凝水量低于1.800g/cm。
[0059]
另外,将第四实施例的医疗用管件与盛装有70℃温水的水杯连通,以模拟实际使用时的状况以进行比较测试。其中,实施例4的医疗用管件1的材质为热塑性聚酯弹性体,其中,硬链段是pbt、软链段是peg,且硬链段及软链段的重量百分比为60:40。比较例2的医疗
用管件的材质为发泡聚酯,与目前市售的医疗用管件的材料相同。实施例4以及比较例2的医疗用管件使用的材料、中空管体的管壁厚度以及1小时单位长度的凝水量列于下表2中。
[0060]
表2
[0061][0062]
根据表2的结果,可得知本发明的医疗用管件1的确具有较佳的透气性。当医疗用管件1的管壁厚度为10微米至小于100微米时,1小时单位长度的凝水量低于0.005g/cm。较佳的,当医疗用管件1的厚度为10微米至小于100微米时,1小时单位长度的凝水量低于0.004g/cm。更佳的,当医疗用管件1的厚度为10微米至小于100微米时,1小时单位长度的凝水量低于0.003g/cm。
[0063]
此外,本发明的医疗用管件不仅具有较佳的透气性可降低冷凝水的生成量,还符合目前针对医疗用管件所订定的规格测试,包括:漏气测量试(iso 5367:2000)、拉伸测试(iso 5367:2000)、湿度测试(iso 8185:2007)、兼容性测试(iso 5367:2000)以及阻抗值测试(iso 5367:2000)。
[0064]
[实施例的有益效果]
[0065]
本发明的其中一个有益效果在于,本发明所提供的医疗用管件1,其能通过“中空本体10的材料为热塑性聚酯弹性体”以及“以热塑性聚酯弹性体的总重为100重量百分比,热塑性聚酯弹性体中包括50重量百分比至70重量百分比的硬链段以及30重量百分比至50重量百分比的软链段”的技术方案,以提升医疗用管件1的透气性,进而降低医疗用管件1的凝水量。
[0066]
更进一步来说,本发明所提供的医疗用管件1,能通过“硬链段是由芳香族聚酯所构成,软链段是由脂肪族聚酯或脂肪族聚醚所构成”的技术方案,使医疗用管件1具有良好的透气性,在使用时可具有较少的凝水量。
[0067]
以上所公开的内容仅为本发明的优选可行实施例,并非因此局限本发明的权利要求书的保护范围,所以凡是运用本发明说明书及附图内容所做的等效技术变化,均包含于本发明的权利要求书的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1