一种氧化锆牙冠及其制备方法与流程
1.本技术涉及氧化锆牙冠领域,更具体地说,它涉及一种氧化锆牙冠及其制备方法。
背景技术:
2.牙齿的损坏和缺失,不仅影响人们的正常咀嚼,还影响容貌美观。氧化锆是齿科常用的修复材料,其不仅满足牙齿所需的强度和美观,还具有较低的导热系数,良好的抗腐蚀、较高的透光度和优异的生物相容性。
3.氧化锆陶瓷牙的制备方法,首先是由氧化锆粉末与助熔剂通过成型工艺和预烧结工艺获得氧化锆陶瓷块,再将氧化锆陶瓷块切削加工成牙冠形状,最后进行高温烧结,得到氧化锆牙冠。牙齿的修复首先要将氧化锆牙冠的内面(牙冠内腔的内壁)镶套在待修复的牙齿上,然后通过粘固剂将氧化锆牙冠与待修复的牙齿进行粘接,固化后即完成牙齿的修复。
4.发明人认为,采用粘固剂固定后的牙冠与牙齿之间存在粘接强度不高,抗剪切性能不足,氧化锆牙冠脱落概率较高的问题,不利于提高客户的使用体验,因此有待改进。
5.申请内容为了提高氧化锆牙冠与牙齿的连接强度,减少牙冠脱落现象,本技术提供一种氧化锆牙冠及其制备方法。
6.第一方面,本技术提供一种氧化锆牙冠,采用如下的技术方案:一种氧化锆牙冠,所述氧化锆牙冠的内面设置有粘接面,所述粘接面由涂覆于牙冠内面的涂覆液烧结而成,所述涂覆液由混合料与溶剂按照1:(2~4)的比例混合制得,所述混合料由如下重量百分比的原料组成:铝粉:30~40%;碳单质粉末:60~70%;添加剂:0~3%。
7.通过采用上述技术方案,将铝粉与碳单质粉末混合涂覆与氧化锆牙冠内面,即牙冠内腔的侧壁上,经过烧结后在牙冠内腔中形成凹凸不平的粘接面,当采用粘固剂将氧化锆牙冠与损坏的牙齿进行粘接时,粘固剂与氧化锆牙冠之间能够形成类似榫卯连接的机械啮合结构,进而增强氧化锆牙冠与缺损的牙齿之间的粘接强度,降低氧化锆牙冠脱落的概率。
8.上述现象的原因可能在于,在高温烧结下,氧化锆牙冠内面发生重熔现象;同时,碳单质粉末与铝粉反应形成碳化铝,碳化铝晶粒渗入氧化锆牙冠内面中,并与重新熔化后的氧化锆晶粒发生相互渗透并黏结,从而在牙冠内面形成上述的凹凸不平的且牢固连接的结构。
9.本技术对碳单质粉末物特殊限制,采用石墨粉、石墨烯粉或炭黑、木炭、焦炭、骨炭、糖炭与活性炭等无定型炭碳的粉末均可。对溶剂也无特殊限制,能够较好的分散粉末,且不与原料粉末发生反应即可。
10.优选的,所述溶剂采用水与无水乙醇中的一种或其组合物。
11.通过采用上述溶剂,在保障铝粉、碳单质粉末充分分散混合的前提下,能够在高温下快速蒸发,并且不会与原料粉末发生反应,影响铝粉与碳单质粉末的反应,有利于提高氧化锆牙冠与牙齿的粘接强度。
12.优选的,所述添加剂为纳米二氧化硅。
13.通过采用上述技术方案,添加纳米级的二氧化硅能够提高牙冠与牙齿的粘接强度。其原因可能在于,在高温烧结过程中二氧化硅能够熔融形成玻璃质,玻璃质能够起到粘固剂的作用,增强碳化铝与氧化锆之间的粘接强度,降低凹凸不平的粘接面脱落的概率;最终,增强牙冠与牙齿的粘接强度。
14.另外,纳米二氧化硅添加量过多,会导致生成的玻璃质含量过多,其渗入粘接面中的孔隙中,导致粘接面的粗糙度下降,不利于增强粘固剂的粘接牢度。
15.优选的,所述铝粉的粒度为
‑
200目。
16.通过采用上述粒度的铝粉,有利于在牙冠内面形成致密且均匀的孔隙,以提高粘固剂同牙冠内面的粘结强度,进而提高牙齿与氧化锆牙冠的粘结强度。其原因可能在于,采用粒度较小的铝粉,一方面能够保障铝粉与碳单质粉末充分反应,以形成碳化铝;另一方面,由于高温烧结过程中,颗粒具有团聚致使粒度增大的趋势,采用上述颗粒较小的铝粉有利于在牙冠上形成更多更为致密的孔隙结构。
17.优选的,所述碳单质粉末的粒度为
‑
200目。
18.通过采用上述粒度的碳单质粉末,在提高牙冠内面粗糙度的同时,有利于在牙冠内面形成致密且均匀的孔隙,最终,提高牙齿与氧化锆牙冠的粘结强度。
19.第二方面,本技术提供一种氧化锆牙冠的制备方法,包括如下步骤:s1:将氧化锆陶瓷加工成牙齿形状,并于牙齿内面涂覆混合液,烘干5~10min,得到预烧结体;s2:将预烧结体置于1500~1550℃的温度下烧结20~50min,得到具有粘接面的氧化锆牙冠。
20.通过采用上述技术方案,高温烧结前预先烘干涂覆液中的水分,能够降低烧结过程中粘接面产生裂缝等缺陷的概率,并能够加速原料粉末的熔化反应过程。
21.而采用1500~1550℃的温度,在保障牙冠内面凹凸不平的粘接面形成的前提下,有利于粘接面上形成更为均匀致密的孔隙,进而促进粘接强度的提高。其原因可能在于,高于1500℃,碳化铝能够充分生成并渗入氧化锆牙冠内;但高于1550℃的烧结温度,容易导致碳单质粉末、铝粉或碳化铝的晶粒快速增大,降低牙冠内面的孔隙率,不利于提高粘接强度。
22.优选的,所述烘干温度为180~220℃。
23.通过采用上述烘干温度,一方面,对牙冠与混合料进行预热;另一方面,快速蒸发水分,防止牙冠内面的涂覆液发生流动而造成混合料分布不均。
24.优选的,步骤s2中,先将预烧结体置800~900℃下进行预热,然后以20~30℃/min的速度升温至1500~1550℃进行烧结。
25.通过采用上述技术方案,有利于提高牙齿与氧化锆牙冠的粘接强度。其原因可能在于,在烧结过程中,若初始温度过高或升温速度过快,会导致牙冠内面涂覆的碳单质粉末与铝粉快速升温熔化;由于氧化锆牙冠内面升温较慢,牙冠内面尚未吸收足够的热量而重
新熔化,导致生成的碳化铝晶粒无法与牙冠内面产生相互渗透,进而降低粘接面的牢度,最终,不利于提高牙齿与氧化锆牙冠的粘接强度。
26.综上所述,本技术具有以下有益效果:1、本技术通过在氧化锆牙冠内面涂覆碳单质粉末与铝粉,经烧结后在牙冠内面形成粗糙且牢固的粘接面,利用该粘接面,显著地提高粘接剂的粘接作用,进而提高牙齿与氧化锆牙冠的粘接强度。
27.2、本技术中进一步在涂覆液中添加有纳米二氧化硅,由于二氧化硅能够在高温烧结时形成玻璃质并渗入强碳化铝与氧化锆之间,起到粘结作用,降低粘接面脱落的概率;最终,增强牙冠与牙齿的粘接强度。
28.3、本技术的制备方法,通过控制初始烧结温度与升温速度,保障了粘接面与氧化锆牙冠的连接强度,进而有利于提高牙冠与牙齿的粘接强度。
具体实施方式
实施例
29.实施例1,一种氧化锆牙冠,按照如下方法制备得到:s1:将氧化锆陶瓷加工成牙齿形状,并于牙齿内面涂覆混合液,于180℃下烘干10min,得到预烧结体;s2:先将预烧结体置于800℃下进行预热,然后以30℃/min的速度升温至1500℃进行烧结,烧结时间为40min。
30.其中,涂覆液原料组分的选择及其相应用量如表1所示。
31.实施例2,一种氧化锆牙冠,按照如下方法制备得到:s1:将氧化锆陶瓷加工成牙齿形状,并于牙齿内面涂覆混合液,于220℃下烘干5min,得到预烧结体;s2:先将预烧结体置于900℃下进行预热,然后以20℃/min的速度升温至1550℃进行烧结,烧结时间为30min。
32.其中,涂覆液原料组分的选择及其相应用量如表1所示。
33.实施例2~4,一种氧化锆牙冠,与实施例1的区别在于,各原料组分的选择及其相应用量如表1所示。
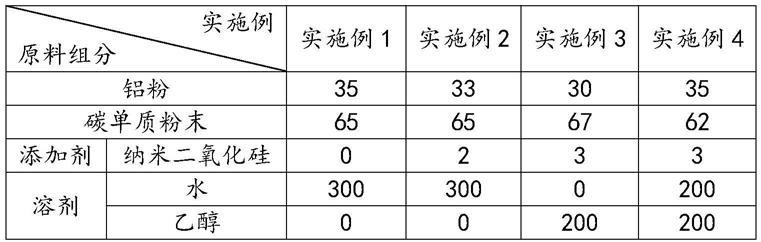
34.表1实施例1~4中涂覆液的原料组分选择及其相应用量(
㎏
)其中,铝粉的粒度为200~300目,碳单质粉末的粒度在200~300目范围内的石墨粉,纳米二氧化硅购自上海易恩化学的亲水型纳米二氧化硅,cas号为7631
‑
86
‑
9。
35.实施例5,一种氧化锆牙冠,与实施例1的区别在于,铝粉的粒度为100~200目。
36.实施例6,一种氧化锆牙冠,与实施例1的区别在于,碳单质粉末的粒度在100~200目范围内的石墨粉。
37.实施例7,一种氧化锆牙冠,与实施例1的区别在于,碳单质粉末为炭黑n330。
38.实施例8,一种氧化锆牙冠,与实施例1的区别在于,碳单质粉末为粒度为200~300目的活性碳。
39.实施例9,一种氧化锆牙冠,与实施例1的区别在于,步骤s1中不进行烘干,混合液涂覆完成后直接进行烧结。
40.实施例10,一种氧化锆牙冠,与实施例1的区别在于,步骤s2中,烧结温度为1400℃。
41.实施例11,一种氧化锆牙冠,与实施例1的区别在于,步骤s2中,烧结温度为1600℃。
42.实施例12,一种氧化锆牙冠,与实施例1的区别在于,步骤s2的具体操作如下:先将预烧结体置于800℃下进行预热,然后以40℃/min的速度升温至1500℃进行烧结。
43.实施例13,一种氧化锆牙冠,与实施例1的区别在于,步骤s2的具体操作如下:先将预烧结体置于1000℃下进行预热,然后以30℃/min的速度升温至1500℃进行烧结。
44.实施例14,一种氧化锆牙冠,与实施例1的区别在于,步骤s2的具体操作如下:直接将预烧结体置于1500℃进行烧结,烧结时间为50min。
45.对比例对比例1,一种氧化锆牙冠,与实施例1的区别在于,涂覆液的原料组分中未添加铝粉。
46.对比例2,一种氧化锆牙冠,与实施例1的区别在于,涂覆液的原料组分中未添加碳单质粉末。
47.对比例3,一种氧化锆牙冠,与实施例1的区别在于,涂覆液的原料组分中未添加铝粉与碳单质粉末。
48.性能检测试验试验1:氧化锆牙冠与牙齿的粘接强度测试试验样:采用上述实施例1~14与对比例1~3中的氧化锆牙冠作为试样。
49.试验步骤:1)选择30日内因正畸拔除的上颌第一前磨牙48颗,去除牙根表面的软组织和牙结石,超声波清洗干净后置于生理盐水中,4℃冷藏备用。要求根尖发育完整,牙体无龋坏、无楔状缺损。体式显微镜下观察牙体无隐裂纹,将存在牙体折裂、牙根吸收的牙和氟斑牙、四环素牙、隐裂牙排除。
50.2)用标准金刚砂车针将离体牙唇颊面预制成一个面积为4mm*4mm的平面,厚度为1
±
0.1mm,使其暴露面为牙釉质层,模拟损坏牙齿边缘的预备厚度。
51.3)依次用200#、400#、600#、1000#的碳化硅砂纸打磨抛光成粗糙度均匀统一的标准面(即为粘结界面),得到模拟待修复体。
52.4)采用3m rely x luting2玻璃离子粘固剂将氧化锆牙冠试样粘结与模拟待修复体粘结固定,静置固化24h,测量氧化锆牙冠与模拟待修复体的粘接强度。
53.5)测试方法:采用dzs
‑
iii硬性脆性材检测仪进行抗剪切强度测试,硬性脆性材检测仪的加载头以0.2mm/min的速度向下移动,加载头平行于粘结界面方向且紧靠近粘结界
面进行剪切。检测仪加载头均匀缓慢下降的过程,使氧化锆牙冠与粘固剂分离脱离,此时硬性脆性材检测仪测出粘固剂断裂瞬间的最大载荷值f,每组试样测量三次,记录其平均值。因模拟待修复体制备时设定粘结界面为4mm*4mm,因此可知粘结面积为16mm2,根据公式:抗剪切强度值p(mpa)=断裂时最大载荷值f(n)/粘结面积s(mm2),可得出氧化锆压冠试样的抗剪切强度,其抗剪切强度越大,则表明氧化锆牙冠与模拟待修复体的粘接强度越高,测试结果如表2所示。
54.表2氧化锆牙冠与模拟待修复体粘接强度测试结果试验结果分析:(1)结合实施例1~13和对比例1~3并结合表2可以看出,实施例1~13的抗剪切强度均高于对比例1~3,其中,实施例1中于氧化锆牙冠内面涂覆包含有铝粉与碳单质粉末的涂覆液,而对比例1~3中涂覆的涂覆液至少缺少铝粉与碳单质粉末中的一种。另外,由对比例1~3可以看出,单独采用铝粉与碳单质粉末均无法促进氧化锆牙冠与缺损牙齿之间粘接强度的提高。
55.上述现象的原因可能在于,在高温烧结下,碳单质粉末与铝粉反应形成碳化铝晶粒,并于牙冠内面形成粗糙的粘接面当采用粘固剂将氧化锆牙冠与损坏的牙齿进行粘接时,粘固剂与氧化锆牙冠之间能够形成类似榫卯连接的机械啮合结构,进而增强氧化锆牙冠与缺损的牙齿之间的粘接强度,降低氧化锆牙冠脱落的概率。同时,氧化锆牙冠内面发生重熔现象碳化铝晶粒渗入氧化锆牙冠内面中,并与重新熔化后的氧化锆晶粒发生相互渗透和黏结,增强粘接面与牙冠的连接强度,最终,增强氧化锆牙冠与缺损的牙齿之间的粘接强度。
56.(2)结合实施例1和实施例2~4并结合表2可以看出,实施例2~4的抗剪切强度均高于实施例1。其中,相比实施例1,实施例2~4的涂覆液中均添加有纳米二氧化硅。
57.上述现象的原因可能在于,纳米二氧化硅在高温下熔融成玻璃质物质,该玻璃质物质能够起到粘固剂的作用,且其流动性好,能够渗入碳化铝与氧化锆内面的粘接界面之间,增强其连接,最终,进一步的提高氧化锆牙冠与缺损的牙齿之间的粘接强度。
58.(3)结合实施例1和实施例5~6并结合表2可以看出,实施例1~的抗剪切强度均高于实施例5~6。其中,实施例1中,实施例1中,铝粉与碳单质粉末的粒度均为200~300目;而实施例5中铝粉的粒度为100~200目;实施例5中碳单质粉末的粒度为100~200目。
59.上述现象的原因可能在于,粒度过大不利于增加粘接面上孔隙结构的数量,粒度
过小的粉末则不利于在粘接面上形成孔隙结构。采用合适粒径的粉末原料有助于形成致密且均匀的孔隙,以提高粘固剂同牙冠内面的粘结强度,最终,增强氧化锆牙冠与缺损的牙齿之间的粘接强度。
60.(4)结合实施例1和实施例10~11并结合表2可以看出,实施例1的抗剪切强度均高于实施例10~11。其中,实施例1的烧结温度为1500℃,实施例10~11的烧结温度分别为1400℃和1600℃。
61.上述现象的原因可能在于,当温度低于1500℃时,铝粉与碳粉无法充分反应生成碳化铝,不利于生成粗糙的粘接面;且温度太低无法使氧化锆重熔,致使碳化铝难以渗入氧化锆牙冠内面,不利提高粘接面与氧化锆牙冠的连接强度。但烧结温度高于1550℃时,容易导致碳单质粉末、铝粉或碳化铝的晶粒快速增大,降低牙冠内面的孔隙率,也不利于提高粘接强度。
62.(5)结合实施例1和实施例12~14并结合表2可以看出,实施例1的抗剪切强度均高于实施例12~14。其中,实施例1中的预烧结体于800℃下进行预热,然后以30℃/min的速度升温至1500℃进行烧结;实施例12中的预烧结体于800℃下进行预热,然后以40℃/min的速度升温至1500℃进行烧结。实施例13中的预烧结体于1000℃下进行预热,然后以30℃/min的速度升温至1500℃进行烧结。实施例14中的预烧结体不进行预热,直接烧结。
63.上述现象的原因可能在于,在烧结过程中,由于涂覆液位于牙冠内面,因此牙冠内面的升温速度较慢,若直接进行烧结,涂覆液中的原料形成碳化铝晶粒,而牙冠内面尚未吸收足够的热量而重新熔化,导致生成的碳化铝晶粒无法与牙冠内面产生相互渗透,不利于提高粘接面与牙冠的连接强度,因此本技术中采用了预热逐渐升温的工艺,控制初始预热温度与升温速度能够保障牙冠内面的重熔与涂覆液中碳化铝生成的协调性。保障粘接面形成后的粘接牢度,最终,增强氧化锆牙冠与缺损的牙齿之间的粘接强度。
64.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1