静脉射频消融系统以及加工方法与流程
1.本技术涉及医疗器械技术领域,特别是涉及一种静脉射频消融系统以及加工方法。
背景技术:
2.静脉曲张是一种常见疾病,是静脉系统常见的一种疾病,主要原因就是先天性血管壁膜比较薄弱或者长时间维持相同姿势,血液积蓄在下肢,日积月累破坏静脉瓣膜而产生静脉压过高,从而引起血管突出于皮肤表面。
3.治疗静脉曲张的手术包括传统的大隐静脉高位结扎剥脱术、激光治疗、射频消融、微波治疗、电凝治疗、透光旋切术。这些手术各有优缺点,综合来看,以射频消融治疗最佳。射频消融治疗时,将射频导管经膝关节附近穿刺介入大隐静脉,通过导管释放射频能量,静脉血管受到热能产生的高温破坏引起血管挛缩,从而使静脉壁增厚,管腔收缩,形成纤维化,最终使静脉壁闭合,从而解决静脉曲张的问题。
4.目前市面上常见的射频消融所用的产品均是通过一种专用的电极导管与射频发生器联合使用,在电极导管远端加热元件处产生热能,从而治疗静脉曲张。但是电极导管直径均为6f及7f,因此侵入血管的直径较大且无法与血管壁紧密接触,另外电极导管温度较高,存在灼烧血管的问题。
技术实现要素:
5.本发明提供了一种静脉射频消融系统以及加工方法,解决了现有技术中侵入血管的直径较大、灼烧血管的问题。
6.静脉射频消融系统,包括:
7.推送杆,所述推送杆为空心管件,内部为穿引通道,所述推送杆轴向的两端为相对的远端和近端;
8.手柄,固定连接于所述推送杆的近端;
9.加热元件,位于所述推送杆的远端,所述加热元件为加热丝,所述加热丝采用导电的记忆材料且螺旋绕置成初级弹簧,所述初级弹簧具有:
10.预定型状态,所述初级弹簧整体上螺旋绕置成二级弹簧;
11.拉伸状态,所述二级弹簧相对拉直;
12.导管,远端带有导管座,所述加热元件在拉伸状态下经由所述导管座穿入所述导管内部。
13.以下还提供了若干可选方式,但并不作为对上述总体方案的额外限定,仅仅是进一步的增补或优选,在没有技术或逻辑矛盾的前提下,各可选方式可单独针对上述总体方案进行组合,还可以是多个可选方式之间进行组合。
14.可选的,所述初级弹簧的内部为第一腔道,在所述第一腔道内固定有热电偶,所述热电偶连接有第一导线,该第一导线依次经由所述第一腔道和所述推送杆内向近端延伸至
所述手柄。
15.可选的,所述热电偶的远端端头与所述初级弹簧的远端端头之间留有6~20mm的轴向间距。
16.可选的,所述初级弹簧的近端插入并固定于所述推送杆内,所述加热丝连接有第二导线,该第二导线经由所述推送杆内向近端延伸至所述手柄。
17.可选的,所述手柄的近端还带有电路接头,所述第一导线以及所述第二导线均连接至所述电路接头,所述手柄上安装有与所述第二导线相连、控制所述第二导线的通断的开关。
18.可选的,在所述初级弹簧的近端,所述加热丝具有两条直段,其中一直段为所述初级弹簧的近端捋直,另一直段为所述初级弹簧的远端经所述第一腔道折返并延伸出所述第一腔道的部位;
19.所述第二导线为两根,分别焊截至对应的直段上,且焊点错位布置。
20.可选的,所述加热丝的外表带有绝缘层。
21.可选的,所述加热丝的直径为0.1~0.2mm,所述初级弹簧的直径为0.6~1.0mm。
22.可选的,所述二级弹簧的直径为2~20mm,所述二级弹簧的长度为3~20cm。
23.本发明还提供了一种如上文所述的静脉射频消融系统的加工方法,包括:
24.步骤s100、提供导电的加热丝,所述加热丝的直径为0.1~0.2mm;
25.步骤s200、将所述加热丝经螺旋绕制和热处理定型后得到初级弹簧,所述初级弹簧的直径为0.6~1.0mm;
26.步骤s300、将所述初级弹簧整体上经螺旋绕置和热处理定型后得到二级弹簧,所述二级弹簧的直径为2~20mm,所述二级弹簧的长度为3~20cm;
27.步骤s400、向所述二级弹簧的一端安装具有手柄的推送杆;
28.步骤s500、将所述二级弹簧拉伸后穿入带有导管座的导管,得到所述静脉射频消融系统。
29.本技术至少具有以下技术效果:
30.1、导管直径小于现有技术的导管直径,能置入更小的血管内。
31.2、二级弹簧的直径与长度有多重选择,能够根据血管的直径适应性的选择加热元件的尺寸,使其释放后能够与血管壁紧密贴合,采用较低的温度即可治疗静脉曲张、减小了血管灼伤的风险。
附图说明
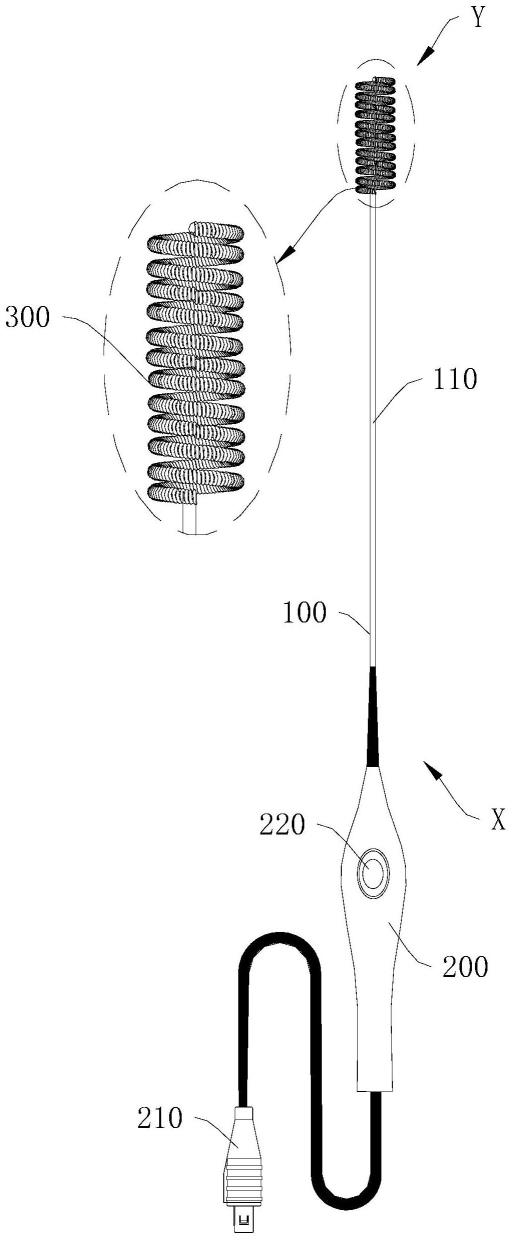
32.图1为本技术提供的一实施例静脉射频消融系统无导管的结构示意图;
33.图2为本技术热电偶伸入处于拉伸状态的加热元件的结构示意图;
34.图3为图1中加热元件处于预定型状态的结构示意图;
35.图4为加热元件与推送杆固定连接的结构示意图;
36.图5为电路板的结构示意图;
37.图6为静脉射频消融系统的结构示意图;
38.图7为导管与导管座配合的结构示意图;
39.图8为静脉射频消融系统的加工方法的流程图。
40.图中附图标记说明如下:
41.100、推送杆;110、穿引通道;
42.200、手柄;210、电路接头;211、电路板;212、电子元器件;220、开关;
43.300、加热丝;310、初级弹簧;311、第一腔道;312、热电偶;313、第一导线;314、第二导线;315、焊点;320、二级弹簧;321、球头;330、直段;331、直段;
44.400、导管;401、导管座;402、导向部。
具体实施方式
45.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
46.需要说明的是,当组件被称为与另一个组件“连接”时,它可以直接与另一个组件连接或者也可以存在居中的组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。
47.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是在于限制本技术。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
48.本技术中,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量、次序。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个、三个等,除非另有明确具体的限定。
49.参考图1~图7,本技术一实施例提供一种静脉射频消融系统,包括推送杆100、手柄200、加热元件以及导管400。
50.为了便于理解,以下实施例中的远端以及近端为相对于操作者的距离而定,具体可参考图1~图3中的x和y,具体的,x为近端,y为远端。
51.参考图1~图5,推送杆100为空心管件,内部为穿引通道110,推送杆100轴向的两端为相对的远端和近端,具体材质可选不锈钢、镍钛、peek、pi、pa等。手柄200用于操控推送杆100,固定连接于推送杆100的近端。加热元件位于推送杆100的远端,具体的,加热元件为加热丝300,加热丝300采用导电的记忆材料,例如镍铁合金丝、不锈钢丝、镍钛合金丝。该加热丝300螺旋绕置成初级弹簧310。
52.初级弹簧310具有相对的两种状态,包括:
53.如图3所示的预定型状态,初级弹簧310整体上螺旋绕置成二级弹簧320;
54.如图2所示的拉伸状态,拉伸状态下二级弹簧320相对拉直。
55.其中预定型状态可通过热处理实现,具体的,将初级弹簧310绕制在二次成型芯轴上紧密排列,并放入热定型炉中定型10~20min,定型温度400~800℃,定型完成后为了避免置入血管时二级弹簧320远端部分对血管壁造成划伤的问题,因此,对二级弹簧320远端做球头321处理,球头321处理可采用技术,可选择uv胶固化成型或激光焊接机成型。
56.参考图6~图7,导管400直径为4f,一端带有导管座401,加热元件在拉伸状态下经由导管座401穿入导管400内部。
57.导管座401的内径大于导管400的直径,为了便于加热元件的穿入,靠近导管400的一侧设置有内径逐渐减小的导向部402,使得加热元件可以从较大内径部分顺利穿入导管400内。
58.本技术静脉射频消融系统的加热元件采用记忆材料,且具有预定型和拉伸两种状态,释放于血管内时,加热元件从拉伸状态转换成预定型状态,使得加热元件能够紧密贴合血管壁。
59.具体的,先将拉伸状态下的加热元件从导管座401穿入导管400内部,需要释放加热元件时,导管400相对于加热元件向近端移动,此时,加热元件从远端开始向近端依次释放(此时呈预定型状态)紧密贴合血管壁,当然,加热元件与血管壁接触的面积可根据实际需求由操作者控制,当需要增大接触面积时,将导管400相对于加热元件往近端移动,此时位于导管400内的加热元件穿出导管400并释放,即增加了与血管壁的接触面积,同样的,当需要减小接触面积时,将导管400相对于加热元件往远端移动,此时,释放于血管中的加热元件部分回到导管400内,即减小与血管壁的接触面积。
60.初级弹簧310的内部为第一腔道311,在第一腔道311内固定有热电偶312(可直接采用胶粘固定),热电偶312能够精准检测加热元件的温度,使其操作者精准控制加热元件的温度范围,避免温度过高灼烧血管、过低达不到静脉壁闭合的作用。热电偶312的具体材质不作限定,可采用镍铬、镍铝合金丝及其他材质。热电偶312连接有第一导线313,该第一导线313依次经由第一腔道311和推送杆100内向近端延伸至手柄200。
61.第一导线313设置于第一腔道311的方式避免了与初级弹簧310外部发生干涉、缠绕的问题,能够使得初级弹簧310从拉伸状态顺利变成预定型状态。
62.热电偶312可固定在第一腔道311内的任意部位,热电偶312的远端端头与初级弹簧310的远端端头之间留有6~20mm的轴向间距。优选的,两者之间的轴向间距为10mm。
63.可选的,热电偶可以有1个或者多个。
64.初级弹簧310的近端插入并固定于推送杆100内,加热丝300连接有第二导线314,该第二导线314经由推送杆100内向近端延伸至手柄200。
65.初级弹簧310的近端具体指呈拉伸状态下的近端,如图4所示,呈拉伸状态的初级弹簧310的近端伸入推送杆100内,此时第二导线314以及第一导线313均在穿引通道110内。固定时,将伸入推送杆100内的初级弹簧310外周先涂抹uv胶,然后将其与推送杆100内壁粘结固定,为了保证两者的粘结强度,初级弹簧310伸入推送杆100的长度大于5mm。
66.手柄200的近端还带有用于与外部电路连接的电路接头210,第一导线313以及第二导线314均连接至电路接头210,连接方式可以是直接或间接连接,在本实施例中为间接连接,第一导线313以及第二导线314均通过手柄200连接至电路接头210。
67.为了减少对初级弹簧310状态变化的干扰,在初级弹簧310的近端,加热丝300具有两条直段,其中一直段330为初级弹簧310的近端捋直,另一直段331为初级弹簧310的远端经第一腔道311折返并延伸出第一腔道311的部位;
68.第二导线314为两根,分别焊截至对应的直段上,且焊点315错位布置。
69.两焊点315错位布置能够防止两者距离过近产生短路的危险,进一步的,可在焊接
后的焊点315上涂覆uv胶进行绝缘。
70.手柄200内包括用于驱动静脉射频消融系统工作的驱动板,如图5所示,驱动板包括电路板211以及设置于电路板211上的电子元器件212,第一导线313的数量有两根,其中一根用于连接正极,另一根用于连接负极,两根第二导线314无正负极要求,在本实施例中,e-和e+两位置用于连接第二导线314(可任意选择其一连接),用于连接正极的第一导线313与rd位置焊接,连接负极的第一导线313与ye焊接。
71.为了启动和停止加热,手柄200上安装有与第二导线314相连、控制第二导线314的通断的开关220。只要操作开关220即可相应控制加热元件的启动或停止加热。
72.考虑到安全问题,加热丝300的外表带有绝缘层。当然,为了加强绝缘作用,加热丝300还可以选择套入绝缘热缩管进行双重绝缘保护。
73.在本实施例中,加热丝300的直径为0.1~0.2mm,优选的,加热丝300的直径为0.12mm。初级弹簧310的直径为0.6~1.0mm,优选的,初级弹簧310的直径为0.7mm。
74.二级弹簧320的直径为2~20mm,优选的,二级弹簧320的直径为4mm。
75.二级弹簧320的长度为3~20cm,优选的,二级弹簧320的长度为3cm、5cm和10cm。
76.本技术静脉射频消融系统具有如下技术效果:
77.1.导管直径为4f,相比于现有技术中6f及7f的导管直径较小,能置入更小的血管内。
78.2.二级弹簧的直径与长度有多重选择,能够根据血管的直径适应性的选择加热元件的尺寸,使其释放后能够与血管壁紧密贴合,采用较低的温度即可治疗静脉曲张、减小了血管灼伤的风险。
79.本发明还提供了采用前文所述的静脉射频消融系统的加工方法,如图8所示,包括:
80.步骤s100、提供导电的加热丝300,加热丝300的直径为0.1~0.2mm;
81.步骤s200、将加热丝300经螺旋绕制和热处理定型后得到初级弹簧310,初级弹簧310的直径为0.6~1.0mm;
82.步骤s300、将初级弹簧310整体上经螺旋绕置和热处理定型后得到二级弹簧320,二级弹簧320的直径为2~20mm,二级弹簧320的长度为3~20cm;
83.步骤s400、向二级弹簧320的一端安装具有手柄200的推送杆100;
84.步骤s500、将二级弹簧320拉伸后穿入带有导管座401的导管400,即可得到上文所述的静脉射频消融系统。
85.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。不同实施例中的技术特征体现在同一附图中时,可视为该附图也同时披露了所涉及的各个实施例的组合例。
86.以上所述实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对申请专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1