一种自适应板件封边热压装置的制作方法
1.本发明涉及一种夹具加工装置领域,尤其是涉及一种自适应板件封边热压装置。
背景技术:
2.当前家具板材的加工过程中,板材的正面和/或背面均通过喷涂的方式加工一层漆层,以此实现较好的力学性能和美观性,而侧边因为较为狭窄且常常需要实现与其它板材的连接,因此对侧边进行封边热压是较为适宜的。封边热压过程中将热熔胶薄板融化的同时将其辊压于板材的侧边上,待其冷却后使得板材的侧边具有较好的力学性能以及较好的光泽和透明度。
3.现有的封边热压过程中的通常使用热压机来实现,但现有的热压机需要人力来推动板材,使得板材的侧边抵压于热熔的树脂薄板上进行侧边的辊压,但通过人力的推压力作为辊压力会使得辊压过程中树脂薄板的厚度、宽度不同,从而导致完成的封边的力学性能不均,造成溢边、斜边的现象,即导致良率下降。针对侧边加工不合格的板材,需要对侧边热压上去的封边进行刮除,然后进行重新封边热压,导致生产效率下降。
技术实现要素:
4.本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种自适应板件封边热压装置,可实现对板件两侧边进行自适应的封边热压,根据预设辊压力实现智能调节。
5.本发明的目的可以通过以下技术方案来实现:
6.本发明中自适应板件封边热压装置包括基板、放料轴、定位辊、多个热压辊、加热器、多个递送轮、夹紧组件,其中具体地:
7.基板对称的设有两块。
8.放料轴设于所述的基板上,其上绕设有树脂料薄板带;
9.定位辊设于所述的基板上,辊压于由放料轴放出的树脂料薄板带两侧,通过转动来递送树脂料薄板带;
10.多个热压辊轴接于所述的基板上,热压辊抵压于板材的两侧,加热定位辊递送出的树脂料薄板带并将其辊压于板材的两侧;
11.加热器设于所述的基板上,实现对热压辊的加热;
12.多个递送轮轴接于所述的基板上,递送轮抵压于板材的两侧,通过转动驱动板材进行水平位移;
13.夹紧组件连接于所述的基板上,调节基板的水平位置。即调节两块基板之间的间距,用于实现调节热压辊对板材两侧的辊压力,调整好后可实现加工过程中辊压力标准施加。同时对于尺寸不同的板材实现适应性的调整,取得较为适宜的辊压力。
14.进一步地,所述的基板上还设有调整推杆,所述的下压推杆设于定位辊与热压辊之间,调整推杆通过水平推动实现对定位辊递送出的树脂料薄板带进行弯曲调节。通过弯曲调节以此适配热压辊的热压时树脂料薄板带与板材侧边的夹角,实现对该夹角的调整,
夹角越大使得加热的时间越长,通过调整以此适配各种厚度、材料的树脂料薄板带。
15.进一步地,与热压辊对应的加热器的温度按照辊压次序逐个升高。逐渐升温有利于热压后封边处的力学性能、避免表面的过热变黑,以此同时提升了力学性能和美观性。
16.进一步地,所述的加热器为电磁加热器。
17.进一步地,所述的树脂料薄板带为eva材料。
18.进一步地,所述的热压辊的辊面为下凹的凹弧面。
19.进一步地,所述的夹紧组件包括夹紧电机和夹紧螺杆;
20.所述的夹紧螺杆与夹紧电机的输出端连接;
21.所述的基板中设有内螺纹孔,所述内螺纹孔的内螺纹与所述的夹紧螺杆的外螺纹匹配。
22.进一步地,所述的夹紧电机的输出端与夹紧螺杆之间设有压力传感器。
23.进一步地,所述的自适应板件封边热压装置还包括微处理器,所述的微处理器分别与夹紧电机、压力传感器、定位辊的驱动电机、调整推杆的驱动电机、热压辊的驱动电机、加热器电连接。
24.在夹紧调节方面,微处理器实时获得压力传感器输出的压力信号,该压力信号对应的压力值即为本发明中自适应板件封边热压装置夹持于板材两侧的压力,该压力可根据实际的热压压力需求、树脂料薄板带的厚度来适用性的预设,微处理器可向夹紧电机发出指令,使得施加于两侧的压力值达到该预设值。同时微处理器根据预设的热压速度向定位辊的驱动电机、调整推杆的驱动电机、热压辊的驱动电机发出指令信号,控制各电机处于预设的速度运行。
25.进一步地,所述的微处理器为arm处理器。
26.与现有技术相比,本发明具有以下优点:
27.1)本发明中的自适应板件封边热压装置实现了封边热压过程中的全自动化的递送与封边过程,通过微处理器构成了辊压力的反馈调节,使得辊压力稳定为预设值,使得辊压后得到的封边的力学性能均一,避免了溢边、斜边的现象,使得良率显著提升。
28.2)本发明中的自适应板件封边热压装置可自适应的根据板材的尺寸进行调节,同时对于尺寸不同的板材实现适应性的调整,取得较为适宜的辊压力。
29.3)本发明中热压辊对应的加热器的温度按照辊压次序逐个升高,逐渐升温有利于热压后封边处的力学性能、避免表面的过热变黑,以此同时提升了力学性能和美观性。
30.4)本发明中通过弯曲调节以此适配热压辊的热压时树脂料薄板带与板材侧边的夹角,实现对该夹角的调整,夹角越大使得加热的时间越长,通过调整以此适配各种厚度、材料的树脂料薄板带。
附图说明
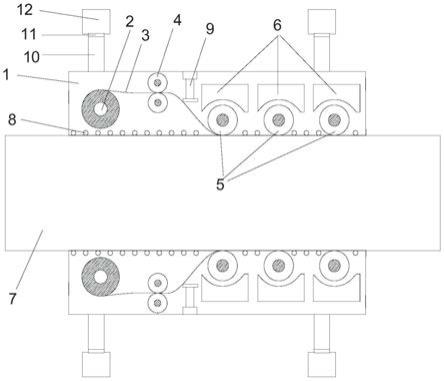
31.图1为本发明中自适应板件封边热压装置的结构示意图;
32.图2为本发明中基板的结构示意图;
33.图3为本发明中热压辊辊压时的结构示意图。
34.图中:1、基板,2、放料轴,3、树脂料薄板带,4、定位辊,5、热压辊,6、加热器,7、板材,8、递送轮,9、下压推杆,10、夹紧螺杆,11、夹紧螺杆,12、夹紧电机。
具体实施方式
35.下面结合附图和具体实施例对本发明进行详细说明。
36.实施例
37.本发明的目的可以通过以下技术方案来实现:
38.本发明中自适应板件封边热压装置包括基板1、放料轴2、定位辊4、多个热压辊5、加热器6、多个递送轮8、夹紧组件,参见图1。
39.基板1对称的设有两块。基板1上还设有调整推杆9,所述的下压推杆9设于定位辊4与热压辊5之间,调整推杆9通过水平推动实现对定位辊4递送出的树脂料薄板带3进行弯曲调节。通过弯曲调节以此适配热压辊5的热压时树脂料薄板带3与板材7侧边的夹角,实现对该夹角的调整,夹角越大使得加热的时间越长,通过调整以此适配各种厚度、材料的树脂料薄板带3。放料轴2设于所述的基板1上,其上绕设有树脂料薄板带3,树脂料薄板带3为eva材料。定位辊4设于所述的基板1上,辊压于由放料轴2放出的树脂料薄板带3两侧,通过转动来递送树脂料薄板带3。
40.多个热压辊5轴接于所述的基板1上,热压辊5抵压于板材7的两侧,加热定位辊4递送出的树脂料薄板带3并将其辊压于板材7的两侧。加热器6设于所述的基板1上,实现对热压辊5的加热。热压辊5对应的加热器6的温度按照辊压次序逐个升高。逐渐升温有利于热压后封边处的力学性能、避免表面的过热变黑,以此同时提升了力学性能和美观性。加热器6为电磁加热器,热压辊5的辊面为下凹的凹弧面,使得辊压后的封边为凸弧面,参见图3,以此实现较好的封边力学性能以及美观度。
41.多个递送轮8轴接于所述的基板1上,递送轮8抵压于板材7的两侧,通过转动驱动板材7进行水平位移。
42.夹紧组件连接于所述的基板1上,调节基板的水平位置。即调节两块基板1之间的间距,用于实现调节热压辊5对板材7两侧的辊压力,调整好后可实现加工过程中辊压力标准施加。同时对于尺寸不同的板材7实现适应性的调整,取得较为适宜的辊压力。夹紧组件包括夹紧电机12和夹紧螺杆10。夹紧螺杆10与夹紧电机12的输出端连接。基板1中设有内螺纹孔13,所述内螺纹孔13的内螺纹与所述的夹紧螺杆10的外螺纹匹配,参见图2。夹紧电机12的输出端与夹紧螺杆10之间设有压力传感器11。
43.自适应板件封边热压装置还包括微处理器,微处理器分别与夹紧电机12、压力传感器11、定位辊4的驱动电机、调整推杆9的驱动电机、热压辊5的驱动电机、加热器6电连接。在夹紧调节方面,微处理器实时获得压力传感器11输出的压力信号,该压力信号对应的压力值即为本发明中自适应板件封边热压装置夹持于板材2两侧的压力,该压力可根据实际的热压压力需求、树脂料薄板带3的厚度来适用性的预设,微处理器可向夹紧电机12发出指令,使得施加于两侧的压力值达到该预设值。同时微处理器根据预设的热压速度向定位辊4的驱动电机、调整推杆9的驱动电机、热压辊5的驱动电机发出指令信号,控制各电机处于预设的速度运行。具体选型时微处理器为arm处理器。
44.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的
保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1