一种板材梳齿接长一体机的制作方法
1.本发明涉及一种板材梳齿接长一体机,属于板材加工技术领域。
背景技术:
2.现有木材资源不足,重复利用率不高,影响木材产品的成本。故出现接长机,利用接长机将短木接长不仅可提高木材的利用率,减少木材资源的浪费,合理使用木材不仅能节约木材资源,而且其所带来的生态效益比植树造林更加明显。
3.短木接长是将待接长的相邻板材的端部通过梳齿刀具加工出榫齿状接口,使两端部交叉对接而连成长料,制成满足要求尺寸或规格的板材,实现了短料长用、小材大用的效果,提高了木材利用率,缓解木材资源尤其是优质木材资源紧缺上具有显著作用,因而得到越来越广泛的应用。
4.具体生产时,需要通过梳齿机先对要接长的短板的一端梳铣榫齿,梳齿加工过程多个短板材是立式放置在输送轨道上,然后一端对齐调整到位后将板材压紧,然后经过梳齿机对短板材的一端进行梳齿,之后短板材在通过输送带输送至另一个梳齿机位置对短板材的另一端进行梳齿,之后对短板材的两端梳齿的齿面进行涂胶处理,然后再将涂完胶的板条送入接长机中进行躺接接长处理,榫齿对接,从而将两端带有榫齿的板材沿长度方向不断地接长,直至达到需要的长度板材为止,后续还可以根据所需规格进行定尺截断获得同长度的板材。
5.此种工艺存在如下问题,最大的问题是梳齿时的基准和接长的基准不一样,梳齿时板材是立式放置进行梳齿,待梳齿完成后,将板材放平,然后进入接长机进行躺接接长,当板材扭曲时,在接长时会发生错齿和高低齿,导致废品率增加,产品出材率降低,导致板材成本的增加;现有的梳齿接长是分别通过梳齿机与接长机两个设备完成,导致整套设备占地空间大,用人多,人工及加工成本高。
技术实现要素:
6.本发明针对现有技术存在的不足,提供一种结构简单紧凑,占据空间小,在一台设备上同一基准下便可完成板材的梳齿、喷胶及接长作业,保证产品合格率,降低工人劳动强度的板材梳齿接长一体机。
7.本发明解决上述技术问题的技术方案如下:一种板材梳齿接长一体机,包括机架、设置在机架上的进料机构、前下压移动总成、梳齿喷胶总成、后下压固定总成及出料机构,所述机架上设有用于所述梳齿喷胶总成上、下活动的活动空间,所述进料机构用于板材的进料,所述出料机构用于板材的出料;
8.所述前下压移动总成包括移动平台及设于移动平台上方的前下压板,所述前下压板在前下压动力机构作用下上、下动作松开或压紧移动平台上的板材,所述移动平台通过平台动力机构设置在所述机架上,且在平台动力机构作用下前、后移动;
9.所述梳齿喷胶总成包括梳齿头、设于梳齿头上的前梳齿刀组、后梳齿刀组及用于
对梳齿后的板材进行喷胶的喷胶机构,所述梳齿头在梳齿头升降机构的作用下上、下动作,所述前梳齿刀组及后梳齿刀组在梳齿刀组驱动机构的作用转动对板材进行梳齿作业;
10.所述后下压固定总成包括固定平台及设于固定平台上方的后下压板,所述固定平台设置在所述机架上,所述后下压板在后下压动力机构的作用下上、下动作松开或压紧固定平台上的板材。
11.本发明的有益效果是:前、后梳齿刀组在梳齿刀组驱动机构的作用下转动。梳齿喷胶总成下移到活动空间内,一板材在进料机构的作用下在移动平台上移动进料,并通过前下压板压紧,另一板材在出料机构的反转作用下在固定平台上向前移动,并通过后下压板压紧,二者可同时进行,使得待接长板材在梳齿喷胶总成的前、后侧,梳齿喷胶总成上移过程对两板材端部梳齿及喷胶,待梳齿喷胶总成离开活动空间后,移动平台向后移动,将开齿的两板材接在一起,前、后下压板升起,移动平台复位,出料机构动作带动接长板材向后输送,直到板材末端到活动空间的后侧,出料机构停止动作,重复上述动作可继续梳齿喷胶及接长。总之,本发明结构简单紧凑,梳齿、喷胶及接长在一台设备上即可完成,操作方便,省去中间输送线的输送,占据空间小,梳齿、喷胶及接长的基准一致,不仅可加工质量高板材,对于有变形的板材也可以加工,如扭曲的板材,降低板材原料成本,保证了板材的接长质量,而且大大提高了产品的加工效率,降低工人劳动强度。
12.在上述技术方案的基础上,本发明还可以做如下改进。
13.进一步的,所述进料机构包括进料压辊架、设置在进料压辊架上的上进料压辊、下进料压辊及用于调整上、下进料压辊之间间距的进料驱动缸,所述上、下进料压辊分别在进料压辊动力机构作用下转动。
14.采用上述进一步方案的有益效果是,上、下进料辊转动配合实现板材输送,进料驱动缸设有一对,分别设置在进料压辊的两端,通过进料驱动缸来调整上进料压辊与下进料压辊之间的间距,上、下进料压辊间距减小配合夹紧板材实现板材的输送,上、下进料压辊间距增大远离板材,不影响板材的其它动作,如上、下出料压辊的出料输送,同时也满足不同厚度的板材的输送需求。
15.进一步的,所述进料机构还包括进料浮动支撑机构,所述进料浮动支撑机构包括进料浮动架及设于进料浮动架上的进料浮动驱动缸,所述进料压辊架在所述进料浮动驱动缸的作用下在所述进料浮动架内上、下动作。
16.采用上述进一步方案的有益效果是,所述进料浮动架上设有进料导柱,所述进料压辊架上设有与进料导柱相配合的进料导槽,所述进料浮动驱动缸的活塞杆与所述进料压辊架连接。对于表面有凹凸不平的板材来说,在输送过程会可能会存在卡料的问题,为了解决这个问题,故将进料压辊设置成浮动式,在浮动驱动缸的作用下,上、下进料压辊会根据所夹持板材表面情况上、下浮动,保证凹凸不平的板材顺利进料及出料。
17.进一步的,所述进料浮动架上设有第一齿条,所述进料压辊架上对应设有与所述第一齿条啮合的第一齿轮。
18.采用上述进一步方案的有益效果是,第一齿轮可转动的设置在进料压辊架上,通过齿条与齿轮的配合使得压辊两端的上、下浮动保持一致,避免压辊两端出现高低不平的情况,确保浮动过程运行平稳,承载力大,能减少浮动驱动缸的轴向受力,延长浮动驱动缸的使用寿命。
19.进一步的,所述出料压辊总成包括出料压辊架、转动设置在出料压辊架上的上出料压辊、下出料压辊及用于调整上、下出料压辊之间间距的出料驱动缸,所述上、下出料压辊分别在出料压辊动力机构作用下转动。
20.采用上述进一步方案的有益效果是,上、下出料辊转动配合实现板材向后输送或向前输送,出料驱动缸设有一对,分别设置在出料压辊的两端,通过出料驱动缸来调整上出料压辊与下出料压辊之间的间距,不仅能满足不同厚度的板材的输送需求,而且通过控制上、下出料压辊间距配合夹紧板材实现板材的输送,如正转可以实现板材的出料,反转则可以将板材输送至梳齿喷胶总成位置进行梳齿、喷胶及接长作业。
21.进一步的,所述出料机构还包括出料浮动支撑机构,所述出料浮动支撑机构包括出料浮动架及设于出料浮动架上的出料浮动驱动缸,所述出料压辊架在所述出料浮动驱动缸的作用下在所述出料浮动架内上、下动作。
22.采用上述进一步方案的有益效果是,所述出料浮动架上设有出料导柱,所述出料压辊架上设有与出料导柱相配合的出料导槽,所述出料浮动驱动缸的活塞杆与所述出料压辊架连接。对于表面有凹凸不平的板材来说,在输送过程会可能会存在卡料的问题,为了解决这个问题,故将出料压辊设置成浮动式,在浮动驱动缸的作用下,上、下出料压辊会根据所夹持板材表面情况上、下浮动,保证凹凸不平的板材顺利向前输送或出料。
23.进一步的,所述出料浮动架上设有第二齿条,所述出料压辊架上对应设有与所述第二齿条啮合的第二齿轮。
24.采用上述进一步方案的有益效果是,第二齿轮可转动的设置在出料压辊架上,通过齿条与齿轮的配合使得压辊两端的上、下浮动保持一致,避免压辊两端出现高低不平的情况,确保浮动过程运行平稳,承载力大,能减少浮动驱动缸的轴向受力,延长浮动驱动缸的使用寿命。
25.进一步的,还包括分别设置在所述移动平台及固定平台上的侧压总成,所述侧压总成包括侧压板,所述侧压板在至少一个侧压驱动缸的作用下对位于所述移动平台或固定平台上的板材进行侧定位。
26.采用上述进一步方案的有益效果是,进料位置处的侧压驱动缸设置在移动平台上,出料位置的侧压驱动缸设置在所述机架或固定平台的侧部。移动平台及固定平台上有对所要加工板材进行导向定位的挡板,尽管可以从开始就将板材侧部紧贴挡板,但是输送过程板材可能会存在偏移,为了进一步提高板材的梳齿精度,故设置了侧压总成,从板材的侧部对其进行压紧保证板材定位准确性,提高板材的加工质量。
27.进一步的,所述喷胶机构包括前喷胶梳及后喷胶梳,所述前喷胶梳及后喷胶梳分别设于所述梳齿头下部的前侧及后侧位置。
28.采用上述进一步方案的有益效果是,前、后喷胶梳的梳体上有与胶管连通的接口,前、后喷胶梳的梳齿上有喷胶孔,前喷胶梳与前侧板材的后端所加工的梳齿相适配,后喷胶梳与后侧板材的前端所加工的梳齿相适配,使得喷胶梳能伸入到梳齿内进行喷胶,保证对梳齿位置喷胶更加均匀充分,从而满足接长后板材连接处稳定性的要求。
29.进一步的,还包括设于所述梳齿头底部的喷胶驱动缸,所述前喷胶梳及后喷胶梳分别设于所述梳齿头底部的前侧及后侧位置,所述前喷胶梳与后喷胶梳在所述喷胶驱动缸的作用下靠近或远离动作。
30.采用上述进一步方案的有益效果是,喷胶梳采用固定方式安装在梳齿头的侧部,为了保证喷胶梳能对梳齿有一个的涂胶或喷胶效果,故喷胶梳要伸出梳齿头的壳体侧部,那么就会存在梳齿头上、下动作的时候会碰撞移动平台或固定平台的问题,为了解决这一问题,故将喷胶梳设置成位置可调,喷胶梳设置在梳齿头的底部,在无需喷胶时,则喷胶梳复位在壳体所在平面内,不会影响梳齿头的上下动作,在梳齿后需要喷胶时,则在喷胶驱动缸的作用下前、后喷胶梳伸出作用于板材开齿位置,喷胶完成后复位即可,既不会损坏喷胶机构,也不会碰撞到设备的其它部件。
31.进一步的,所述梳齿头升降机构包括梳齿升降电机、传动链轮、传动链条及配重,所述梳齿升降电机设于所述机架上,所述传动链轮设置在所述梳齿升降电机的输出轴上,所述传动链条的一端与所述梳齿头连接,另一端绕过所述传动链轮与所述配重连接。
32.采用上述进一步方案的有益效果是,升降电机转动,传动链轮转动,带动传动链条,梳齿头的升降采用了配重,配重一方面能起到平衡梳齿头的作用,能保持升降过程的梳齿头平稳不晃动,另一方面还能提高梳齿头的安全可靠性。
33.进一步的,所述前梳齿刀组包括前梳齿刀具,所述后梳齿刀组包括后梳齿刀具,所述梳齿刀组驱动机构包括梳齿刀组驱动电机,所述梳齿刀组驱动电机的驱动端通过传动机构与所述前梳齿刀具的刀轴及后梳齿刀具的刀轴连接驱动所述前、后梳齿刀具转动。
34.采用上述进一步方案的有益效果是,前梳齿刀具从梳齿头的前侧露出作用于前侧板材的端部,后梳齿刀具从梳齿头的后侧露出作用于后侧板材的端部。驱动电机动作驱动前、后梳齿刀具轴转动,从而驱动前、后梳齿刀具转动对板材端部进行开齿加工,为了保证板材开齿端部顺利接在一起,前、后梳齿刀具的刀片位置有所不同,以一板材梳齿能插入另一板材梳齿的齿槽内为准。
35.进一步的,所述传动机构包括梳齿传动带轮、梳齿驱动带轮及梳齿传动皮带,所述梳齿传动带轮设置在所述梳齿刀组驱动电机的输出轴上,所述梳齿驱动带轮设置在所述所述梳齿传动皮带轮通过传动带与所述梳齿驱动带轮连接。
36.采用上述进一步方案的有益效果是,梳齿刀组驱动电机可以为一个或两个,无论一个还是两个只要能实现对前、后梳齿刀具转动驱动即可,如可以采用带轮及皮带实现对梳齿刀具的动力的传递,以满足梳齿刀具转动要求。
37.进一步的,在所述出料机构的后方还设有定尺机构及锯切机构。
38.采用上述进一步方案的有益效果是,定尺机构可以采用计米器,可根据需要板材的长度对接长后的板材进行定尺截断,获得同长度的板材以便于后续对其进行加工。
附图说明
39.图1为本发明的结构示意图;
40.图2为本发明的主视结构示意图;
41.图3为本发明的右视结构示意图;
42.图4为本发明的左视结构示意图;
43.图5为本发明的俯视结构示意图;
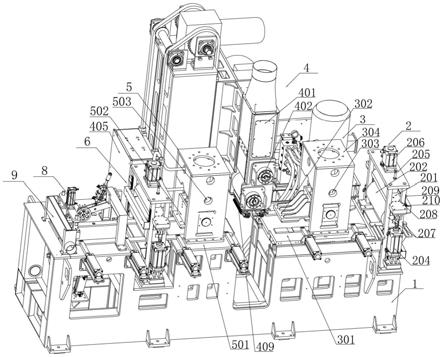
44.图6为本发明的立体结构示意图;
45.图7为本发明的前喷胶梳的结构示意图;
46.图8为图7中a处的局部放大图;
47.图9为图7中b处的局部放大图;
48.图中,1、机架;11、活动空间;2、进料机构;201、进料压辊架;202、上进料压辊;203、下进料压辊;204、进料驱动缸;205、进料浮动架;206、进料浮动驱动缸;207、进料导柱;208、进料导槽;209、第一齿条;210、第一齿轮;3、前下压移动总成;301、移动平台;302、前下压板;303、前下压油缸;304、前压板架;4、梳齿喷胶总成;401、梳齿头;402、前梳齿刀组;403、后梳齿刀组;404、梳齿升降电机;405、配重;406、传动链条;407、梳齿刀组驱动电机;408、前喷胶梳;409、后喷胶梳;410、胶管;5、后下压固定总成;501、固定平台;502、后下压板;503、后下压油缸;504、后压板架;6、出料机构;601、出料压辊架;602、上出料压辊;603、下出料压辊;604、出料驱动缸;605、出料浮动架;606、出料浮动驱动缸;607、出料导柱;608、出料导槽;609、第二齿条;610、第二齿轮;7、侧压总成;701、侧压板;702、侧压驱动缸;8、计米器;9、锯切机构;10、液压站;101、油泵驱动电机。
具体实施方式
49.以下结合实例对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
50.如图1-图9所示,一种板材梳齿接长一体机,包括机架1、设置在机架1上的进料机构2、前下压移动总成3、梳齿喷胶总成4、后下压固定总成5及出料机构6,所述机架1上设有用于所述梳齿喷胶总成4上、下活动的活动空间11,所述进料机构2用于板材的进料,所述出料机构6用于板材的出料;
51.所述前下压移动总成3包括移动平台301及设于移动平台301上方的前下压板302,所述前下压板302在前下压动力机构作用下上、下动作松开或压紧移动平台301上的板材,所述移动平台301通过平台动力机构设置在所述机架1上,且在平台动力机构作用下前、后移动;所述移动平台301与机架1之间设有平台导向机构,所平台导向机构包平台导轨及平台滑块,所述平台导轨设置在所述机架1上,所述平台滑块设置所述移动平台301上;
52.所述梳齿喷胶总成4包括梳齿头401、设于梳齿头401上的前梳齿刀组402、后梳齿刀组403及用于对梳齿后的板材进行喷胶的喷胶机构,所述梳齿头401在梳齿头401升降机构的作用下上、下动作,所述前梳齿刀组402及后梳齿刀组403在梳齿刀组驱动机构的作用转动对板材进行梳齿作业;
53.所述后下压固定总成5包括固定平台501及设于固定平台501上方的后下压板502,所述固定平台501设置在所述机架1上,所述后下压板502在后下压动力机构的作用下上、下动作松开或压紧固定平台501上的板材。
54.所述前下压动力机构包括前下压油缸303,所述前下压油缸303的缸体通过前压板架304设置在所述移动平台301上,其活塞杆与所述前下压板302连接;所述平台动力机构包括平台驱动油缸,所述平台驱动油缸的缸体设置在所述机架1上,所述平台驱动油缸的活塞杆与所述移动平台301的底部或侧部连接。
55.所述后下压动力机构包括后下压油缸503,所述后下压油缸503的缸体通过后压板架504与固定平台501或机架1连接,其活塞杆与所述后下压板502连接。
56.所述喷胶机构设于所述前梳齿刀组402及后梳齿刀组403的下方的所述梳齿头401
上。
57.所述进料机构2包括进料压辊架201、转动设置在进料压辊架201上的上进料压辊202、下进料压辊203及用于调整上、下进料压辊203之间间距的进料驱动缸204,所述上、下进料压辊203分别在进料压辊动力机构作用下转动。通过进料驱动缸204来调整上进料压辊202与下进料压辊203之间的间距,上、下进料压辊203间距减小配合夹紧板材实现板材的输送,上、下进料压辊203间距增大远离板材,不影响板材的其它动作,如上、下出料压辊603的出料输送,同时也满足不同厚度的板材的输送需求。
58.所述进料机构2还包括进料浮动支撑机构,所述进料浮动支撑机构包括进料浮动架205及设于进料浮动架205上的进料浮动驱动缸206,所述进料压辊架201在所述进料浮动驱动缸206的作用下在所述进料浮动架205内上、下动作。所述进料浮动架205上设有进料导柱207,所述进料压辊架201上设有与进料导柱207相配合的进料导槽208,所述进料浮动驱动缸206的活塞杆与所述进料压辊架201连接。对于表面有凹凸不平的板材来说,在输送过程会可能会存在卡料的问题,为了解决这个问题,故将进料压辊设置成浮动式,在浮动驱动缸的作用下,上、下进料压辊203会根据所夹持板材表面情况上、下浮动,保证凹凸不平的板材顺利进料及出料。
59.所述进料浮动架205上设有第一齿条209,所述进料压辊架201上对应设有与所述第一齿条209啮合的第一齿轮210。第一齿轮210可转动的设置在进料压辊架201上,通过齿条与齿轮的配合确保浮动过程运行平稳,承载力大,能减少浮动驱动缸的轴向受力,延长浮动驱动缸的使用寿命。
60.所述出料压辊总成包括出料压辊架601、转动设置在出料压辊架601上的上出料压辊602、下出料压辊603及用于调整上、下出料压辊603之间间距的出料驱动缸604,所述上、下出料压辊603分别在出料压辊动力机构作用下转动。通过出料驱动缸604来调整上出料压辊602与下出料压辊603之间的间距,不仅能满足不同厚度的板材的输送需求,而且通过控制上、下出料压辊603间距配合夹紧板材实现板材的输送,如正转可以实现板材的出料,反转则可以将板材输送至梳齿喷胶总成4位置进行梳齿、喷胶及接长作业。所述上、下进料压辊203及上、下出料压辊603分别采用电动辊。
61.所述出料机构6还包括出料浮动支撑机构,所述出料浮动支撑机构包括出料浮动架605及设于出料浮动架605上的出料浮动驱动缸606,所述出料压辊架601在所述出料浮动驱动缸606的作用下在所述出料浮动架605内上、下动作。所述出料浮动架605上设有出料导柱607,所述出料压辊架601上设有与出料导柱607相配合的出料导槽608,所述出料浮动驱动缸606的活塞杆与所述出料压辊架601连接。对于表面有凹凸不平的板材来说,在输送过程会可能会存在卡料的问题,为了解决这个问题,故将出料压辊设置成浮动式,在浮动驱动缸的作用下,上、下出料压辊603会根据所夹持板材表面情况上、下浮动,保证凹凸不平的板材顺利向前输送或出料。
62.所述出料浮动架605上设有第二齿条609,所述出料压辊架601上对应设有与所述第二齿条609啮合的第二齿轮610。第二齿轮610可转动的设置在出料压辊架601上,通过齿条与齿轮的配合确保浮动过程运行平稳,承载力大,能减少浮动驱动缸的轴向受力,延长浮动驱动缸的使用寿命。
63.还包括分别设置在所述移动平台301及固定平台501上的侧压总成7,所述侧压总
成7包括侧压板701,所述侧压板701在至少一个侧压驱动缸702的作用下对位于所述移动平台301或固定平台501上的板材进行侧定位。进料位置处的侧压驱动缸702设置在移动平台301上,出料位置的侧压驱动缸702设置在所述机架1或固定平台501的侧部。移动平台301及固定平台501上有对所要加工板材进行导向定位的挡板,尽管可以从开始就将板材侧部紧贴挡板,但是输送过程板材可能会存在偏移,为了进一步提高板材的梳齿精度,故设置了侧压总成7,从板材的侧部对其进行压紧保证板材定位准确性,提高板材的加工质量。
64.所述喷胶机构包括前喷胶梳408及后喷胶梳409,所述前喷胶梳408及后喷胶梳409分别设于所述梳齿头401下部的前侧及后侧位置。前、后喷胶梳409的梳体上有与胶管410连通的接口,前、后喷胶梳409的梳齿上有喷胶孔,胶管410上有控制阀。前喷胶梳408与前侧板材的后端所加工的梳齿相适配,后喷胶梳409与后侧板材的前端所加工的梳齿相适配,使得喷胶梳能伸入到梳齿内进行喷胶,保证对梳齿位置喷胶更加均匀充分,从而满足接长后板材连接处稳定性的要求。
65.还包括设于所述梳齿头401底部的喷胶驱动缸,所述前喷胶梳408及后喷胶梳409分别设于所述梳齿头401底部的前侧及后侧位置,所述前喷胶梳408与后喷胶梳409在所述喷胶驱动缸的作用下靠近或远离动作。喷胶驱动缸可以采用双活塞杆气缸,两个活塞杆分别驱动前、后喷胶梳409的前、后动作。也可以是两个气缸,分别驱动前、后喷胶梳409的前后动作。喷胶梳采用固定方式安装在梳齿头401的侧部,为了保证喷胶梳能对梳齿有一个的涂胶或喷胶效果,故喷胶梳要伸出梳齿头401的壳体侧部,那么就会存在梳齿头401上、下动作的时候会碰撞移动平台301或固定平台501的问题,为了解决这一问题,故将喷胶梳设置成位置可调,喷胶梳设置在梳齿头401的底部,在无需喷胶时,则喷胶梳复位在壳体所在平面内,不会影响梳齿头401的上下动作,在梳齿后需要喷胶时,则在喷胶驱动缸的作用下前、后喷胶梳409伸出作用于板材开齿位置,喷胶完成后复位即可,既不会损坏喷胶机构,也不会碰撞到设备的其它部件。
66.所述前、后喷胶梳409与所述梳齿头401之间还设有喷胶导向机构,所述喷胶导向机构包括滑轨及与滑轨相配合的滑块,所述滑轨设于所述梳齿头401的底部,所述前、后喷胶梳409上分别设有与所述滑块。设置导向机构一方面保证前、后喷胶梳409前、后动作的精度,另一方面减少喷胶驱动缸的径向受力,延长喷胶驱动缸的使用寿命。
67.所述梳齿头401升降机构包括梳齿升降电机404、传动链轮、传动链条406及配重405,所述梳齿升降电机404设于所述机架1上,所述传动链轮设置在所述梳齿升降电机404的输出轴上,所述传动链条406的一端与所述梳齿头401连接,另一端绕过所述传动链轮与所述配重405连接。升降电机转动,传动链轮转动,带动传动链条406,梳齿头401的升降采用了配重405,配重405一方面能起到平衡梳齿头401的作用,能保持升降过程的梳齿头401平稳不晃动,另一方面还能提高梳齿头401的安全可靠性。
68.所述前梳齿刀组402包括前梳齿刀具,所述后梳齿刀组403包括后梳齿刀具,所述梳齿刀组驱动机构包括梳齿刀组驱动电机407,所述梳齿刀组驱动电机407的驱动端通过传动机构与所述前梳齿刀具的刀轴及后梳齿刀具的刀轴连接驱动所述前、后梳齿刀具转动。前梳齿刀具从梳齿头401的前侧露出作用于前侧板材的端部,后梳齿刀具从梳齿头401的后侧露出作用于后侧板材的端部。驱动电机动作驱动前、后梳齿刀具轴转动,从而驱动前、后梳齿刀具转动对板材端部进行开齿加工,为了保证板材开齿端部顺利接在一起,前、后梳齿
刀具的刀片位置有所不同,以一板材梳齿能插入另一板材梳齿的齿槽内为准。
69.所述传动机构包括梳齿传动带轮、梳齿驱动带轮及梳齿传动皮带,所述梳齿传动带轮设置在所述梳齿刀组驱动电机407的输出轴上,所述梳齿驱动带轮设置在所述所述梳齿传动皮带轮通过传动带与所述梳齿驱动带轮连接。梳齿刀组驱动电机407可以为一个或两个,无论一个还是两个只要能实现对前、后梳齿刀具转动驱动即可,如可以采用带轮及皮带实现对梳齿刀具的动力的传递,以满足梳齿刀具转动要求。
70.在所述出料机构6的后方还设有定尺机构及锯切机构。定尺机构可以采用计米器8,可根据需要板材的长度对接长后的板材进行定尺截断,获得同长度的板材以便于后续对其进行加工。
71.工作过程,梳齿升降电机404动作将梳齿头401升起,梳齿刀组驱动电机407驱动前梳齿刀组402及后梳齿刀组403转动。
72.第一块板通过进料机构2驱动通过梳齿头401的下方及后下压固定总成5,送入出料机构6的后上、下出料压辊603内,出料机构6动作将第一块板的末端送到后梳齿刀组403下落位置的后部;梳齿升降电机404驱动梳齿头401下落到位后,然后出料压辊反转,将第一块板末端送到梳齿头401处后,板材末端位置可通过梳齿头401的壳体后侧进行定位,侧压板701侧推,后下压板502下压,将第一块板压紧;通过进料机构2的进料压辊将第二块板端头送到梳齿头401位置,端头位置可通过梳齿头401的壳体前侧进行定位,侧压板701侧推,前下压板302下压,将第二块板压紧;梳齿升降电机404驱动梳齿头401升起,在梳齿头401升起过程中,通过旋转的前梳齿刀组402、后梳齿刀组403,对第一块板的末端和第二块板的端头开齿,开完齿后位于开梳齿头401下端的前喷胶梳408、后喷胶梳409对开好齿的末端及端头进行喷胶处理;梳齿头401升起到位后,平台驱动油缸动作驱动前下压移动总成3向后运动,携带第二块板向后移动,将开好齿的第一及第二两块板材接在一起;后下压板502上升,前下压板302上升,平台驱动油缸驱动前下压移动总成3向前移动到初绐位置,出料机构6将接好的板材向后输送,至到板材末端送过后梳齿刀组403下落位置。重复上述过程可实现多块板材的梳齿喷胶接长,板材到输送过程中,可通过计米器8对板材进行长度测量,当达到要求的长度后,出料压辊停止工作,锯切机构9工作,将板材进行定尺截断获得要求的同长度板材产品。对于板材原料存在变形或扭曲的情况,同样可采用该设备通过压板压紧之后对其端部进行梳齿、喷胶及接长,能加工出合格的板材产品,降低板材原料的成本,使得该设备应用更加广泛。
73.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1