一种破蔑机
1.本发明涉及破蔑机技术领域,具体为一种破蔑机。
背景技术:
2.随着现代生活水平的提高,人们对竹条的需求也在不断的提高,越来越多的人使用竹条片编成的生活用具和观赏陈设品等。
3.现有破竹有两种方式:一是采用人工进行破竹;二是采用破蔑机进行破竹。
4.现有的破蔑机虽然减轻了人工破竹的工作量,但是现有的破蔑机仍存在一定的问题:1.破蔑机只解决破竹的工序,未完全的自动化,上料和收集都还需要人工来进行操作。
5.2.现有破蔑机切出的竹条片首尾的宽度不相同。
6.3.切割竹条会产生大量锯屑,现有的破蔑机在切割竹条时,锯屑会堆积在刀片附近上,影响破蔑机切割竹条的效率。
技术实现要素:
7.1.要解决的技术问题针对现有技术中存在的问题,本发明的目的在于提供一种破蔑机,它能够能解决竹条片首尾的宽度不相同的问题,同时能自动对竹条进行上料、切割竹条、收集竹条片及倾倒竹条片。
8.2.技术方案为解决上述问题,本发明采用如下的技术方案。
9.一种破蔑机,包括第一送料轮、第二送料轮和破竹装置;第二送料轮和第一送料轮上下放置,第一送料轮和第二送料轮之间具有竹条进入通道;破竹装置包括对心装置和锥形片竹刀,锥形片竹刀用于将竹条等分成片状;且锥形片竹刀的尖部靠近所述竹条进入通道;所述对心装置包括距离检测模块和调节模块;距离检测模块用于检测每根竹条放入竹条进入通道后,第二送料轮因竹条直径不同所移动的距离并记录,根据上一次记录距离与下一次记录距离差值控制调节模块来使得锥形片竹刀移动相应的距离差值的一半;当距离差值为正时,调节模块控制锥形刀片下移,反之上移,从而使得锥形片竹刀的中心轴线与竹条的中心轴线在片竹时始终保持在一条直线上。
10.优选的,调节模块为设置在锥形片竹刀底端的第一气缸;第一气缸受距离检测模块的控制推动锥形片竹刀进行向下移动,使得竹条的中心轴线与锥形片竹刀的中心轴线重合。
11.优选的,第一送料轮和第二送料轮的两端分别转动连接有相互平行的两块第一固定板和相互平行的两块第二固定板;第一固定板和第二固定板之间固定设置有弹簧;第一固定板底端安装有第二底座;第二底座上安装有第三电机,第三电机带动第一送料轮转动
使得位于竹条进入通道的竹条向锥形片竹刀的方向移动;第二固定板靠近锥形片竹刀的一侧安装有水平安装板,水平安装板延伸至距离检测模块正上方,距离检测模块通过实时测量水平安装板在垂直方向移动的距离来记录第二送料轮因竹条直径不同所移动的距离。
12.优选的,破竹装置远离竹条进入通道的一侧设置有竹条收纳装置;竹条收纳装置包括收纳盒、两个第一支撑架和转动装置;收纳盒转动连接在两个第一支撑架之间;转动装置设置于收纳盒底端并位于两个第一支撑架之间,转动装置转动带动收纳盒进行翻转,实现收纳盒中的竹条片的自动倾倒。
13.优选的,收纳盒截面为弧形;转动装置包括第二支撑架、固定设置在第二支撑架顶端的第一电机、第一齿轮、位于第一齿轮上方的第一转动轴、固定设置在第一转动轴两端部的两个第三齿轮、设于两个第三齿轮之间的第二齿轮和两个第四齿轮;第二支撑架位于两个第一支撑架之间并与第一支撑架底端固定连接;第一齿轮固定连接在第一电机的输出端;第二齿轮固定连接在第一转动轴上并与第一齿轮相啮合;两个第四齿轮设置在收纳盒底端,第四齿轮与第三齿轮相啮合。
14.优选的,竹条进入通道进入口处设置有自动送料装置;自动送料装置包括竹条放置箱、竹条递送装置、滑板、竹条定位加工槽、固定设置在竹条定位加工槽底端的第三底座和竹条推送装置;竹条定位加工槽设置在竹条进入通道远离破竹装置的一侧,竹条推送装置位于竹条定位加工槽远离竹条进入通道远离的一侧,用于将位于竹条定位加工槽上的竹条进入竹条进入通道;竹条放置箱位于竹条定位加工槽的一侧,滑板设置在竹条定位加工槽和竹条放置箱之间,竹条放置箱通过滑板与竹条定位加工槽相连接;竹条递送装置设置在竹条放置箱上。
15.优选的,竹条递送装置包括第二电机、联轴器、第二转动轴、平行对称设置的两个转动盘和多个定位槽;第二电机位于竹条放置箱的一侧;联轴器设置在第二电机和第二转动轴之间,第二电机的输出端通过联轴器与第二转动轴相连接;第二转动轴远离联轴器的一端穿过竹条放置箱一外侧壁延伸至竹条放置箱另一外侧壁,第二转动轴转动连接于竹条放置箱上;两个转动盘固定设置在第二转动轴上并位于竹条放置箱内,多个定位槽呈环形均匀开设在两个转动盘上。
16.优选的,转动盘与竹条放置箱相对的两内侧壁之间设置有限位板;限位板包括第一限位板和位于第一限位板上方的第二限位板,第一限位板与竹条放置箱内侧壁固定连接,第二限位板与竹条放置箱内底壁固定连接,第一限位板与第二限位板之间留有仅供一根竹条穿过的间隙,滑板远离竹条定位加工槽的一端固定连接在第一限位板侧壁。
17.优选的,所述间隙的截面包括倾斜平直间隙、弧形间隙和水平平直间隙;倾斜平直间隙和水平平直间隙分别设置在弧形间隙两侧,水平平直间隙靠近滑板。
18.优选的,竹条推送装置包括第二气缸、活塞杆和推板;活塞杆一端与第二气缸输出端相固定,另一端与推板固定连接,推板设置在竹条定位加工槽右侧。
19.3.有益效果相比于现有技术,本发明的优点在于:(1)通过破竹装置、竹条收纳装置和自动送料装置的设置,可以对竹条进行自动上料,切割竹条和收集竹条片。
20.(2)通过收纳盒底端设置有转动装置,可以对收纳盒进行翻转从而实现自动倾倒
竹条片。
21.(3)通过第二送料轮、第一送料轮、弹簧及对心装置的设置,使得竹条可以平行进行传送,且竹条的中心轴线和锥形片竹刀的中心轴线重合,避免切割的竹条片首尾宽度不相同。
22.(4)通过空心圆柱形刀具的设置,可以将竹条中间的杂物剔除。
23.(5)通过空锥形片竹刀为锥形,片状切割刀具设置在环形圈和空心圆柱形刀具之间,使得切割竹条产生的锯屑不会堆积在片状切割刀具附近,从而不会影响破蔑机的切割竹条的效率。
24.(6)通过第一固定板和第二固定板之间设置弹簧,弹簧可以使得第一送料轮和第二送料轮之间的距离可以调节,从而提高破竹尺寸的灵活性。
附图说明
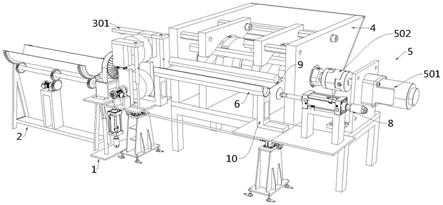
25.图1为本发明的结构示意图;图2为本发明的自动送料装置的立体结构示意图;图3为本发明的破竹装置、第一送料轮和第二送料轮的结构示意图;图4为本发明的第一送料轮和第二送料轮的结构示意图;图5为本发明的破竹装置的结构示意图;图6为本发明锥形片竹刀的结构示意图;图7为本发明的竹条收纳装置的结构示意图;图8为本发明的第二底座、第三电机、第一送料轮、第二固定板、第二送料轮、第三固定板、伸缩杆、弹簧、第一固定板和水平安装板的结构示意图;图9为本发明的转动盘的结构示意图;图10为本发明的第一限位板、第二限位板、间隙、竹条、转动盘和第二转动轴的结构示意图;图11为本发明的竹条递送装置的结构示意图。
26.图中标号说明:1破竹装置、102空心圆柱形刀具、103片状切割刀具、104环形圈、105第一气缸、302距离测量仪、2竹条收纳装置、201收纳盒、202第一支撑架、203第二支撑架、204第一电机、205第一齿轮、209第一转动轴、206第二齿轮、207第三齿轮、208第四齿轮、209第一转动轴、4竹条放置箱、5竹条递送装置、501第二电机、502联轴器、503第二转动轴、504转动盘、505定位槽、506第一限位板、507第二限位板、508倾斜平直间隙、509弧形间隙、510水平平直间隙、6竹条定位加工槽、701第二底座、702第三电机、703第一送料轮、704第二固定板、705第二送料轮、706第三固定板、707伸缩杆、711弹簧、712第一固定板、301水平安装板、8竹条推送装置、801第二气缸、802活塞杆、803推板、9滑板、10第三底座。
具体实施方式
27.请参阅图1-10的一种破蔑机,包括第一送料轮703、第二送料轮705和破竹装置1;第二送料轮705和第一送料轮703上下放置,第一送料轮703和第二送料轮705之间具有竹条进入通道;破竹装置1包括对心装置和锥形片竹刀,锥形片竹刀用于将竹条等分成片状;且锥形片竹刀的尖部靠近所述竹条进入通道;所述对心装置包括距离检测模块302和调节模块;距离检测模块302用于检测每根竹条放入竹条进入通道后,第二送料轮705因竹条直径不同所移动的距离并记录,根据上一次记录距离与下一次记录距离差值控制调节模块来使得锥形片竹刀移动相应的距离差值的一半;当距离差值为正时,调节模块控制锥形刀片下移,反之上移,从而使得锥形片竹刀的中心轴线与竹条的中心轴线在片竹时始终保持在一条直线上。
28.调节模块为设置在锥形片竹刀底端的第一气缸105;第一气缸105受距离检测模块302的控制推动锥形片竹刀进行向下移动,使得竹条的中心轴线与锥形片竹刀的中心轴线重合。
29.第一送料轮703和第二送料轮705的两端分别转动连接有相互平行的两块第一固定板712和相互平行的两块第二固定板704;第一固定板712和第二固定板704之间固定设置有弹簧711;第一固定板712底端安装有第二底座701;第二底座701上安装有第三电机702,第三电机702带动第一送料轮703转动使得位于竹条进入通道的竹条向锥形片竹刀的方向移动;第二固定板704靠近锥形片竹刀的一侧安装有水平安装板301,水平安装板301延伸至距离检测模块302正上方,距离检测模块302通过实时测量水平安装板301在垂直方向移动的距离来记录第二送料轮705因竹条直径不同所移动的距离。
30.第二固定板704右侧壁设置有第三固定板706,第三固定板706与第二底座701之间设置有伸缩杆707;伸缩杆707随着第二送料轮705的上移而变长,随着第二送料轮705的下移而收缩,使得第二送料轮705仅沿竖直方向进行上下移动。
31.破竹装置1远离竹条进入通道的一侧设置有竹条收纳装置2;竹条收纳装置2包括收纳盒201、两个第一支撑架202和转动装置;收纳盒201转动连接在两个第一支撑架202之间;转动装置设置于收纳盒201底端并位于两个第一支撑架202之间,转动装置转动带动收纳盒201进行翻转,实现收纳盒201中的竹条片的自动倾倒。
32.收纳盒201用于收集已切割好的竹条片,收纳盒201截面为弧形,方便转动装置带动收纳盒201进行旋转,方便倾倒收集的竹条片。
33.转动装置包括第二支撑架203、固定设置在第二支撑架203顶端的第一电机204、第一齿轮205、位于第一齿轮205上方的第一转动轴209、固定设置在第一转动轴209两端部的两个第三齿轮207、设于两个第三齿轮207之间的第二齿轮206和两个第四齿轮208;第二支撑架203位于两个第一支撑架202之间并与第一支撑架202底端固定连接;第一齿轮205固定连接在第一电机204的输出端;第二齿轮206固定连接在第一转动轴209上并与第一齿轮205相啮合;两个第四齿轮208设置在收纳盒201底端,第四齿轮208与第三齿轮207相啮合。
34.第一电机204上设置有计时控制器,计时控制器可控制第一电机204工作,使得第一电机204控制带动收纳盒201定时完成倒料的工作。
35.竹条进入通道进入口处设置有自动送料装置;自动送料装置包括竹条放置箱4、竹条递送装置5、滑板9、竹条定位加工槽6、固定设置在竹条定位加工槽6底端的第三底座10和
竹条推送装置8;竹条定位加工槽6设置在竹条进入通道远离破竹装置1的一侧,竹条推送装置8位于竹条定位加工槽6远离竹条进入通道远离的一侧,用于将位于竹条定位加工槽6上的竹条进入竹条进入通道;竹条放置箱4位于竹条定位加工槽6的一侧,滑板9设置在竹条定位加工槽6和竹条放置箱4之间,竹条放置箱4通过滑板9与竹条定位加工槽6相连接;竹条递送装置5设置在竹条放置箱4上。
36.竹条定位加工槽6内底端与第一送料轮703顶端在同一水平线上,使得竹条从定位加工槽6移动至第一送料轮703和第二送料轮705之间时,竹条始终在同一水平线上,避免破竹装置1切割的竹条片首尾的宽度不相同。
37.竹条递送装置5包括第二电机501、联轴器502、第二转动轴503、平行对称设置的两个转动盘504和多个定位槽505;第二电机501位于竹条放置箱4的一侧;联轴器502设置在第二电机501和第二转动轴503之间,第二电机501的输出端通过联轴器502与第二转动轴503相连接;第二转动轴503远离联轴器502的一端穿过竹条放置箱4一外侧壁延伸至竹条放置箱4另一外侧壁,第二转动轴503转动连接于竹条放置箱4上;两个转动盘504固定设置在第二转动轴503上并位于竹条放置箱4内,多个定位槽505呈环形均匀开设在两个转动盘504上。
38.转动盘504与竹条放置箱4相对的两内侧壁之间设置有限位板;限位板包括第一限位板506和位于第一限位板506上方的第二限位板507,第一限位板506与竹条放置箱4内侧壁固定连接,第二限位板507与竹条放置箱4内底壁固定连接,第一限位板506与第二限位板507之间留有仅供一根竹条穿过的间隙,滑板9远离竹条定位加工槽6的一端固定连接在第一限位板506侧壁。
39.竹条放置箱4顶端和靠近滑板9的一端均为开口设计。
40.所述间隙的截面包括倾斜平直间隙508、弧形间隙509和水平平直间隙510;倾斜平直间隙508和水平平直间隙510分别设置在弧形间隙509两侧,水平平直间隙510靠近滑板9。
41.放置箱4远离滑板9的内侧壁为倾斜面,倾斜平直间隙508也是倾斜的,第二限位板507远离弧形间隙509的一端与放置箱4远离滑板9的内侧壁相抵,放置箱4内的竹条会直接沿放置箱4远离滑板9的内侧壁滚落至倾斜平直间隙508中,当转动盘504上的定位槽505与倾斜平直间隙508相互平行时,竹条会自动落入至定位槽505中,方便转动盘504将位于放置箱4中的竹条转移至滑板9上,从而实现逐一递送竹条。
42.竹条推送装置8包括第二气缸801、活塞杆802和推板803;活塞杆802一端与第二气缸801输出端相固定,另一端与推板803固定连接,推板803设置在竹条定位加工槽6右侧。
43.工作过程:将大批竹条放置到竹条放置箱4内,启动第二电机501,第二电机501通过联轴器502带动第二转动轴503旋转,第二转动轴503带动转动盘504旋转,转动盘504将定位槽505内的竹条从放置槽4内转移到滑板9上,竹条顺着滑板9滚动到竹条定位加工槽6内,启动第二气缸801,第二气缸801的输出端带动活塞杆802向左或向右移动。
44.当活塞杆802向左移动时,活塞杆802使得推板803可以将位于竹条定位加工槽6内的竹条移动至第一送料轮703和第二送料轮705之间,第第一送料轮703和第二送料轮705将竹条夹紧,启动第三电机702,第三电机702的输出端带动第一送料轮703进行转动,通过第一送料轮703和第二送料轮705的配合使得竹条向锥形片竹刀的方向移动,竹条被递送到破竹装置1上,破竹装置1上的片状切割刀具103对竹条进行切割,空心圆柱形刀具102将竹条
中间的杂物剔除。
45.由于竹条粗细不同,当竹条穿过第一送料轮703和第二送料轮705之间时,第二送料轮705会根据不同粗细的竹条在弹簧711的带动下进行上下移动,第二送料轮705会带动安装在第二固定板704上的水平安装板301进行上下移动,距离检测模块302通过实时测量水平安装板301在垂直方向移动的距离来记录第二送料轮705因竹条直径不同所移动的垂直距离;距离检测模块302根据上一次记录距离与下一次记录距离差值控制调节模块来使得锥形片竹刀移动相应的距离差值的一半;当距离差值为正时,调节模块控制锥形刀片下移,反之上移,从而使得锥形片竹刀的中心轴线与竹条的中心轴线在片竹时始终保持在一条直线上。
46.每个定位槽505只能放置一根竹条,转动盘504转动时,竹条两端沿第一限位板506与第二限位板507之间的间隙穿过,该间隙仅能供一根竹条穿过,使得竹条递送装置5是逐一递送竹条的。
47.竹条推送装置8推动竹条定位加工槽6上即将送往第一送料轮703和第二送料轮705之间的竹条进入竹条进入通道,竹条推送装置8正在推动的竹条会推动正在切割的竹条,能将将已经切割好的竹条片送到竹条收纳装置2内,竹条收纳装置2用于对切割好的竹条片进行收集。
48.启动第一电机204,第一电机204的输出端带动第一齿轮205进行旋转,第一齿轮205通过与第二齿轮206啮合使得转动轴209进行旋转,转动轴209带动第三齿轮207旋转,第三齿轮207通过与收纳盒201底端的第四齿轮208的啮合使得收纳盒201翻转,从而完成竹条片的倾倒工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1