竹材一体化加工设备的控制系统及方法
本发明属于竹材加工设备,特别涉及竹材一体化加工设备的控制系统及方法。
背景技术:
1、竹类植物具有生长速度快、周期短、种类多的特性,非常适合作为日常使用量大的木制产品替代品。同时竹材韧性好、可塑性强、纤维长度长的特点使其在地板、家具、纸等产品的原材料领域也具有非常强的竞争性。竹原纤维是从自然生长的竹子中提取出的纤维素纤维,是继棉、麻、毛、丝后的第五大天然纤维,具有良好的透气性、瞬间吸水性和抗菌、抑菌等优点,是制作服装面料、凉席、床单、窗帘、围巾的优质原材料。
2、为了获得竹子的长纤维,需要对竹材进行处理,生产竹原纤维的过程中要经过竹材切断、压片(并刺破表皮)及浸泡、抽纤、干燥等一系列工序,而竹材切断、压片是必需的前端工序,压制好的竹片装筐后转运至下一工位继续加工。现有技术的竹材加工设备大多是进行定长切断或者对单根竹子进行破片,劳动强度大、生产效率低,不能进行切断、压片(同时刺破表皮)、装筐的一体化连续加工和控制,严重制约了竹原纤维生产效率的提高,而且不能进行加工速度的控制调节,自动化程度不够。
技术实现思路
1、针对上述问题,本发明能进行加工速度的控制调节,加工节拍自动匹配,可保证整个生产线高效有序运行,自动化程度高。
2、本发明为克服现有技术存在的问题,提供如下技术方案:
3、竹材一体化加工设备的控制系统,包括:
4、plc控制器、电机驱动器、传感器,所述plc控制器与电机驱动器电连接,所述plc控制器配置为能够接收来自传感器的检测信号,以实现对加工设备运行状态的监控;所述电机驱动器根据plc控制器的指令启停对应的电机;
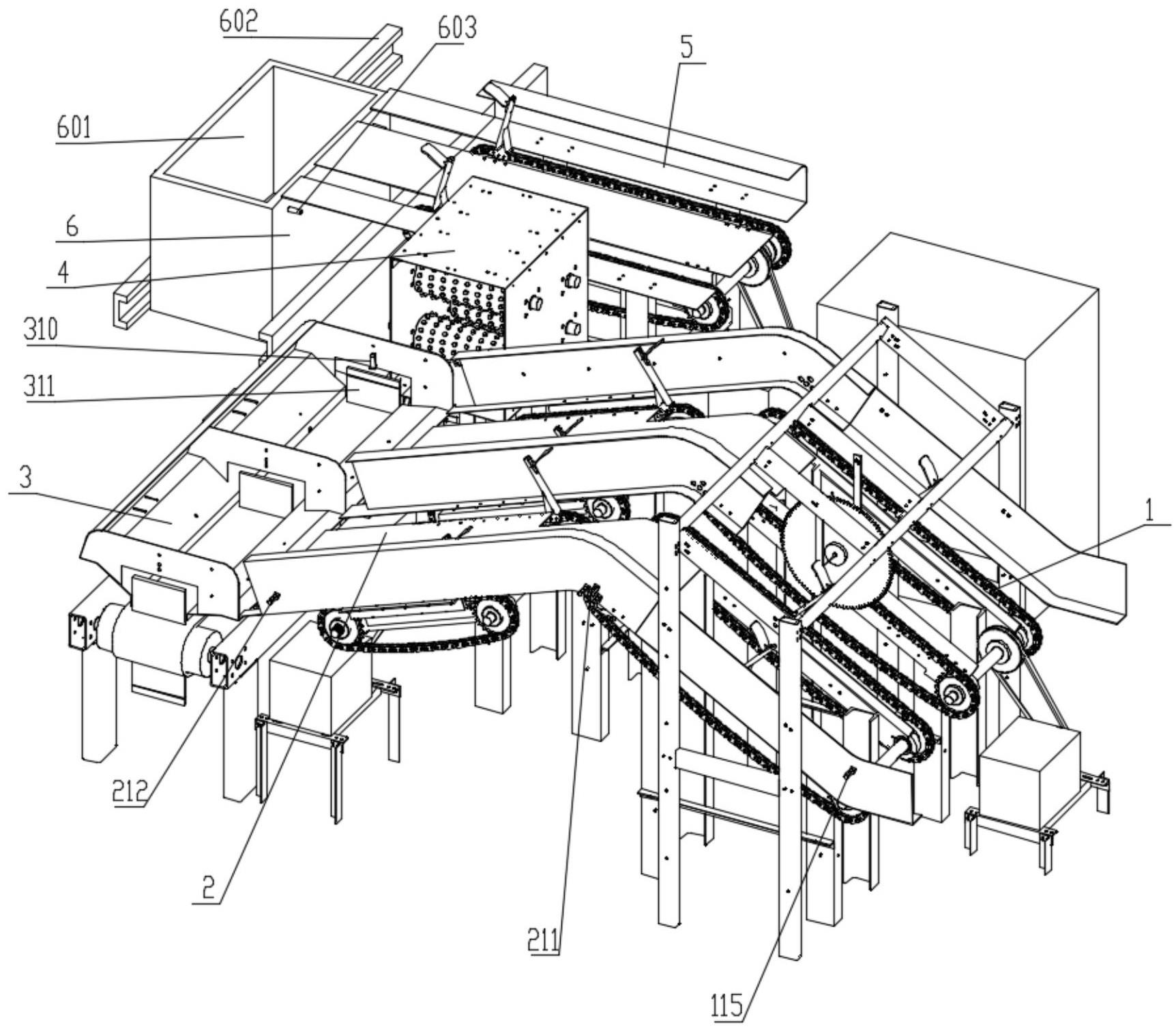
5、其中,加工设备包括依次连接的上料锯切机构、竹段缓冲机构、竹段输送机构、压片机构、卸料机构、竹片传输机构,所述上料锯切机构、竹段缓冲机构、竹段输送机构、压片机构、竹片传输机构上设置有传感器。
6、进一步地,所述传感器包括上料感应传感器、缓冲区进料传感器、缓冲区出料传感器、压片机进料传感器、压片机出料传感器、装料感应传感器;所述上料感应传感器安装在上料锯切机构上,所述缓冲区进料传感器、缓冲区出料传感器安装在竹段缓冲机构上,所述压片机进料传感器、传送带送料感应板安装在竹段输送机构上,所述压片机出料传感器安装在压片机构上,所述装料感应传感器安装在竹片传输机构上。
7、进一步地,所述电机驱动器包括电机驱动器a、电机驱动器b、电机驱动器c、电机驱动器d、电机驱动器e,所述电机驱动器a连接电机a,所述电机驱动器b连接电机b,所述电机驱动器c连接电机c,所述电机驱动器d连接电机d,所述电机驱动器e连接电机e。
8、进一步地,所述上料锯切机构包括上料区链传动机构、上料区传送钩、上料区机架、竹材支撑架、上料左挡板、上料右挡板、驱动装置a、挡板安装架和切断锯片;所述上料区传送钩等距固定在上料区链传动机构的传送链上;所述上料感应传感器安装在上料左挡板上,所述上料右挡板与上料左挡板对向安装在挡板安装架上;所述挡板安装架与上料输送机构平行放置;所述切断锯片对称设置在挡板安装架上,所述竹材支撑架安装于上料区机架上;所述上料右挡板和上料左挡板上平面与竹材支撑架上平面共平面;竹材支撑架与链条平行。
9、进一步地,所述竹段缓冲机构包括缓冲区链传动机构、缓冲区传送钩、缓冲区托板、中间挡板、缓冲区左挡板、缓冲区右挡板、驱动装置b和缓冲区机架;所述缓冲区链传动机构固定于缓冲区机架上;所述缓冲区链传动机构与上料区链传动机构连接处等高;所述缓冲区传送钩等距固定在缓冲区链传动机构的传送链上;所述缓冲区托板、缓冲区左挡板和缓冲区右挡板固定于缓冲区机架上;所述缓冲区进料传感器安装在缓冲区左挡板的进料端,缓冲区出料传感器安装在缓冲区左挡板的出料端;所述缓冲区左挡板、缓冲区右挡板及中间挡板平行安装;中间挡板位于缓冲区左挡板和缓冲区右挡板对称中心面;驱动装置b包括带传动装置和电机b,电机b和缓冲区链传动机构的第二主动轴通过第二皮带和第二皮带轮进行连接;所述中间挡板与切断锯片中心面共面安装。
10、进一步地,所述竹段输送机构包括带式输送机、斜挡板、门形隔断、驱动装置c;带式输送机包括输送机机架、托辊、积放滚筒、从动辊筒、挡板、传送带;托辊、从动辊筒、积放滚筒等距分布在输送机机架上;斜挡板固定于输送机机架上;驱动装置c包括带传动装置和电机c,积放滚筒通过带传动装置与电机c连接;所述竹段输送机构的传送带上设有传送带送料感应板;所述传送带上有6个传送带送料感应板,分为两组,每组有2个传送带送料感应板,两个传送带送料感应板之间的间距与门形隔断间距离相同;所述斜挡板上安装有3个门形隔断,门形隔断间距离比上料锯切后的竹段长5-10cm,所述压片机进料传感器安装在门形隔断的一侧。
11、进一步地,所述压片机构包括压片机机架、压片机箱、压片辊筒、及驱动装置d;所述压片机机架设有压片机箱,所述压片机箱内安装有压片辊筒,所述压片辊筒上具有类似狼牙棒的齿状凸起,所述压片辊筒上下成对布置,间距逐渐缩小,所述压片机箱的出料端设有压片机出料门板,所述压片机出料门板上方安装压片机出料传感器;所述驱动装置d包括带传动装置和电机d,压片辊筒通过带传动装置与电机d连接。
12、进一步地,所述卸料机构包括卸料区链传动机构、卸料区传送钩、卸料托板,卸料左挡板、卸料右挡板、驱动装置e及卸料区机架;卸料区链传动机构、卸料托板以及卸料左挡板和卸料右挡板均固定于卸料区机架上;驱动装置e包括带传动装置和电机e,电机e和卸料区链传动机构的第三主动轴通过第三皮带和第三皮带轮进行连接。
13、进一步地,所述上料锯切机构、竹段缓冲机构、竹段输送机构、压片机构、卸料机构都包括驱动装置,所述驱动装置a、驱动装置b、驱动装置c、驱动装置d、驱动装置e的结构和功能相同,所述驱动装置a包括电机a、电机座、大带轮、小带轮和第一皮带;小带轮固定在电机a上;大带轮和小带轮通过第一皮带连接;大带轮固定于上料区链传动机构的第一主动轴上;电机a固定在电机座上。
14、进一步地,所述上料区链传动机构、缓冲区链传动机构链和卸料区链传动机构结构和功能相同,所述上料区链传动机构包括从动链轮、主动链轮、第一主动轴、从动轴和链条;所述第一主动轴两端各固定一个主动链轮,从动轴两端各固定一个从动链轮,第一主动轴通过主动链轮、链条和从动链轮带动从动轴。
15、进一步地,所述竹片传输机构包括装料筐、轨道;装料筐安装在轨道上,所述装料感应传感器安装在卸料机构末端,装料感应传感器对应装料筐顶部位置。
16、竹材一体化加工设备的控制方法,包括:通过上述的控制系统对加工设备进行控制,通过所述传感器向plc控制器发出检测信号,控制加工设备对竹材进行连续加工。
17、进一步地,当竹片压制速度慢于竹段传送速度时,积放辊筒自动打滑,实现竹段传输和压片速度匹配。
18、本发明的有益效果:本发明实现成捆的竹材切断、制片、装筐一体化加工,降低劳动强度,生产效率高,并可根据后续抽纤、干燥等工序的需要调节压片速度,压片速度改变后,锯切、竹段传送及装筐速度自动调整,加工节拍自动匹配,可保证整个生产线高效有序运行。
19、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书以及附图中所指出的结构来实现和获得。
- 还没有人留言评论。精彩留言会获得点赞!