一种纺织面料染色后自动化梳理系统的制作方法
1.本发明涉及纺织技术领域,具体提出了一种纺织面料染色后自动化梳理系统。
背景技术:
2.在纺织面料加工领域,印染是一种面料加工处理方法,又称之为染整,染色,印花,后整理,洗水等的总称。当面料完成染色后需要进一步对面料进行梳理、干燥等后处理加工,从而使得面料最终定型。当面料完成印染后,由于染色剂对面料纤维存在浸润、附着使得染色后面料纤维呈现错乱结节的状态,而在实际拉幅定型过程中常常忽略了对于染色面料的舒展,从而造成定型后的面料的柔性变差,另外,现有的拉幅装置的拉幅间距固定,不便于对于不同宽度的面料以及不同弹性的面料进行拉幅定型处理,存在一定的局限性。
3.基于上述问题,本发明提供了一种纺织面料染色后自动化梳理系统。
技术实现要素:
4.为了解决上述问题,本发明提供了一种纺织面料染色后自动化梳理系统,用于解决上述背景技术中提到的问题。
5.为了实现上述目的,本发明采用以下技术方案来实现:一种纺织面料染色后自动化梳理系统,包括机架,所述梳理系统还包括抖动舒展机构、面料输送辊组、进位平台机构和面料拉幅机构;所述抖动舒展机构设置在所述机架上,所述机架上设置有两个所述面料输送辊组,所述抖动舒展机构和两个所述面料输送辊组沿面料输送方向依次分布,所述机架上在位于两个所述面料输送辊组之间设置有两个所述进位平台机构,两个所述进位平台机构镜像对称分布设置在面料输送方向的两侧;两个所述进位平台机构上均对应设置有所述面料拉幅机构,两个所述面料拉幅机构镜像对称分布在面料输送方向的两侧;其中:
6.所述进位平台机构包括可垂直于面料输送方向水平滑动的滑动平台;所述面料拉幅机构设置在所述滑动平台上;
7.所述面料拉幅机构包括牵引输送电机、两个传动轴、传动皮带、输送链条和牵引拉幅组件;所述牵引输送电机通过电机固定架固定安装在所述滑动平台上端面上,所述牵引输送电机的输出轴端设置有主动带轮;两个所述传动轴通过轴承竖直转动设置在所述滑动平台上端面上,所述传动轴的轴上从上到下依次设置有传动链轮和从动带轮;所述主动带轮和两个所述从动带轮之间通过所述传动皮带传动连接;所述输送链条啮合在两个所述传动链轮之间,且整条所述输送链条的外侧端均匀分布设置有若干固定头,每个所述固定头上均对应安装有所述牵引拉幅组件;所述牵引拉幅组件包括匚形板、两个拉簧、两个滑块和两个夹辊;所述匚形板固定安装在所述固定头上,所述匚形板内侧壁上设置有竖直的滑轨,两个所述滑块均滑动设置在所述滑轨上,所述匚形板的上下水平内端面与相邻的所述滑块之间均通过所述拉簧连接;两个所述夹辊一一对应水平转动设置在两个所述滑块的前端;
8.位于面料输送方向两侧的两个所述输送链条的相对间距从靠近所述抖动舒展机构的一侧逐渐增大。
9.优选的,所述抖动舒展机构包括驱动电机、曲轴、连杆和抖动辊组组件;所述机架的两侧均设置有多个沿面料输送方向均匀分布的矩形状的行程孔,且分布在所述机架两侧的所述行程孔一一对应设置;所述机架两外侧壁上在每个所述行程孔处均对应设置有竖直导向的导轨;所述驱动电机固定安装在所述机架上,所述曲轴水平转动设置在所述机架上且与所述驱动电机的输出轴固定连接,所述曲轴的轴向沿面料输送方向;两侧对应设置的多组所述行程孔之间均设置有所述抖动辊组组件;所述抖动辊组组件包括辊架和两个竖直分布水平转动设置在所述辊架上的转动辊,所述辊架两侧端对应设置有与两侧所述导轨滑动配合的滑动端头;所述曲轴上相邻的两个连杆颈绕主轴的周向夹角为180
°
,所述曲轴上若干连杆颈与多个所述辊架的底端均通过所述连杆两端铰接设置。
10.优选的,所述进位平台机构还包括导向架和进位气缸,所述导向架水平固定连接在所述机架的外侧壁上,所述进位气缸水平固定安装在所述导向架的外侧壁上,所述滑动平台与所述进位气缸的输出端固定连接且水平滑动设置在所述导向架上。
11.优选的,所述面料输送辊组组件包括两个输送辊,两个所述输送辊均水平转动设置在所述机架上且竖直分布设置。
12.优选的,所述夹辊的前端做倒角加工处理;两个所述面料输送辊组组件分布在同一水平高度,且两个所述输送辊的间隙等分面与所述牵引拉幅组件中两个所述夹辊的间隙等分面重合。
13.上述技术方案具有如下优点或者有益效果:
14.1、本发明提供了一种纺织面料染色后自动化梳理系统,设置的抖动舒展机构通过快速抖动的方式可对染色面料进行充分的抖动舒展,从而可消除染色后面料纤维呈现错乱结节的状况,有利于在后续拉幅定型后面料呈现更加的柔性,从而提高染色面料成品的质量;
15.2、本发明提供了一种纺织面料染色后自动化梳理系统,通过两个进位平台机构与两个面料拉幅机构一一对应设置,从而可针对不同宽度、不同弹性的面料合理调节两个面料拉幅机构的相对间距,提高了系统的适应性和合理性;
16.3、本发明提供了一种纺织面料染色后自动化梳理系统,面料拉幅机构中设置有若干随输送链条运动的牵引拉幅组件,在实际拉幅处理过程中,可以在对面料进行自动输送的过程中进行拉幅定型;
17.综上所述,本发明提供了一种纺织面料染色后自动化梳理系统,可针对不同宽度、不同弹性特点的面料在染色后先经过抖动舒展提高面料定型后的柔性,并且在完成舒展后对面料再进行拉幅定型,能够对染色面料实现自动化、连续性的梳理加工。
附图说明
18.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明及其特征、外形和优点将会变得更加明显。在全部附图中相同的标记指示相同的部分,并未刻意按照比例绘制附图,重点在于示出本发明的主旨。
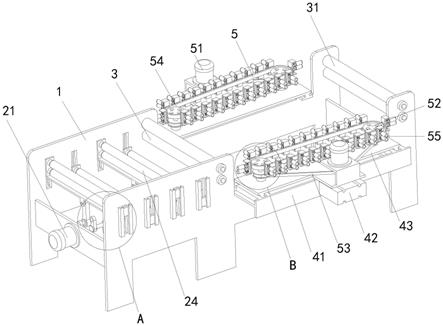
19.图1是本发明提供的一种纺织面料染色后自动化梳理系统在一个视角下的立体结构示意图;
20.图2是图1中a处的局部放大示意图;
21.图3是图1中b处的局部放大示意图;
22.图4是本发明提供的一种纺织面料染色后自动化梳理系统在另一个视角下的立体结构示意图;
23.图5是本发明提供的一种纺织面料染色后自动化梳理系统的俯视图;
24.图6是图5中c
‑
c的剖视图;
25.图7是本发明提供的一种纺织面料染色后自动化梳理系统的正视图;
26.图8是牵引拉幅组件的立体结构示意图。
27.图中:1、机架;11、行程孔;12、导轨;2、抖动舒展机构;21、驱动电机;22、曲轴;23、连杆;24、抖动辊组组件;241、辊架;2411、滑动端头;242、转动辊;3、面料输送辊组;31、输送辊;4、进位平台机构;41、导向架;42、进位气缸;43、滑动平台;5、面料拉幅机构;51、牵引输送电机;511、主动带轮;52、传动轴;521、传动链轮;522、从动带轮;53、传动皮带;54、输送链条;541、固定头;55、牵引拉幅组件;551、匚形板;5511、滑轨;552、拉簧;553、滑块;554、夹辊。
具体实施方式
28.下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本发明的构思、技术方案有更完整、准确和深入的理解,并有助于其实施,但不作为对本发明的限定。
29.参阅附图1
‑
8所示,一种纺织面料染色后自动化梳理系统,包括机架1,梳理系统还包括抖动舒展机构2、面料输送辊组3、进位平台机构4和面料拉幅机构5;抖动舒展机构2设置在机架1上,机架1上设置有两个面料输送辊组3,抖动舒展机构2和两个面料输送辊组3沿面料输送方向依次分布,机架1上在位于两个面料输送辊组3之间设置有两个进位平台机构4,两个进位平台机构4镜像对称分布设置在面料输送方向的两侧;两个进位平台机构4上均对应设置有面料拉幅机构5,两个面料拉幅机构5镜像对称分布在面料输送方向的两侧;
30.抖动舒展机构2包括驱动电机21、曲轴22、连杆23和抖动辊组组件24;机架1的两侧均设置有四个沿面料输送方向均匀分布的矩形状的行程孔11,且分布在机架1两侧的行程孔11一一对应设置;机架1两外侧壁上在每个行程孔11处均对应设置有竖直导向的导轨12;驱动电机21通过螺栓固定安装在机架1上,曲轴22水平转动设置在机架1上且与驱动电机21的输出轴固定连接,曲轴22的轴向沿面料输送方向;两侧对应设置的四组行程孔11之间均设置有抖动辊组组件24;抖动辊组组件24包括辊架241和两个竖直分布水平转动设置在辊架241上的转动辊242,辊架241两侧端对应设置有与两侧导轨12滑动配合的滑动端头2411;曲轴22上相邻的两个连杆23颈绕主轴的周向夹角为180
°
(即可使得相邻的两个抖动辊组组件24中,当其中抖动辊组组件24处于最高处时,另一个抖动辊组组件24必然处于最低处),曲轴22上若干连杆23颈与四个辊架241的底端均通过连杆23两端铰接设置。
31.染色后待后处理梳理的面料将依次从四个抖动辊组组件24的转动辊242间隙中穿过,随后通过抖动舒展机构2对穿过的面料进行抖动舒展,具体的,通过启动驱动电机21带动曲轴22转动,曲轴22将通过四个连杆23带动四个抖动辊组组件24顺着两侧的导轨12上下滑动,且因在曲轴22的驱动下使得相邻的抖动辊组组件24逆向运动,因此可通过四个抖动辊组组件24带动路径上面料呈破浪状起伏抖动,从而通过快速抖动的方式对染色后的面料
进行充分舒展用于消除染色过程中面料纤维呈错乱结节的状态,便于后续通过面料拉幅机构5进行面料拉幅定型。
32.面料输送辊组3包括两个输送辊31,两个输送辊31均水平转动设置在机架1上且竖直分布设置。输送辊31可采用电动辊结构,分布设置的两个面料输送辊组3用于对面料进行输送。
33.当面料从抖动舒展机构2的路径中穿过后经过抖动舒展后便可穿过相邻的第一个面料输送辊组3中两个输送辊31的间隙。
34.进位平台机构4包括可垂直于面料输送方向水平滑动的滑动平台43;进位平台机构4还包括导向架41和进位气缸42,导向架41水平焊接在机架1的外侧壁上,进位气缸42通过螺栓水平固定安装在导向架41的外侧壁上,滑动平台43与进位气缸42的输出端固定连接且水平滑动设置在导向架41上。
35.进位分布在机架1两侧且与两个面料拉幅机构5一一对应设置,从而可根据染色面料的实际宽度和面料弹性特点,通过两个进位平台机构4调节两个面料拉幅机构5的相对间距,使得间距合理化;具体的,在进行进位调节时,同步启动位于两侧的进位气缸42,从而各自带动滑动平台43顺着导向架41滑动,两个滑动平台43将相向运动或背向运动,继而两个面料拉幅机构5将随之运动完成相对间距的调节。
36.面料拉幅机构5设置在滑动平台43上;面料拉幅机构5包括牵引输送电机51、两个传动轴52、传动皮带53、输送链条54和牵引拉幅组件55;牵引输送电机51通过电机固定架固定安装在滑动平台43上端面上,牵引输送电机51的输出轴端设置有主动带轮511;两个传动轴52通过轴承竖直转动设置在滑动平台43上端面上,传动轴52的轴上从上到下依次设置有传动链轮521和从动带轮522;主动带轮511和两个从动带轮522之间通过传动皮带53传动连接;输送链条54啮合在两个传动链轮521之间,且整条输送链条54的外侧端均匀分布设置有若干固定头541,每个固定头541上均对应安装有牵引拉幅组件55;牵引拉幅组件55包括匚形板551、两个拉簧552、两个滑块553和两个夹辊554;匚形板551固定安装在固定头541上,匚形板551内侧壁上设置有竖直的滑轨5511,两个滑块553均滑动设置在滑轨5511上,匚形板551的上下水平内端面与相邻的滑块553之间均通过拉簧552连接;两个夹辊554一一对应水平转动设置在两个滑块553的前端(牵引拉幅组件55的结构设计使得两个夹辊554的相对间隙可以自适应微调,继而可针对不同厚度的面料进行夹紧,另外夹辊554采用水平转动设置使得在保持夹紧状态下不影响对于面料的输送);位于面料输送方向两侧的两个输送链条54的相对间距从靠近抖动舒展机构2的一侧逐渐增大。
37.夹辊554的前端做倒角加工处理;两个面料输送辊组3分布在同一水平高度,且两个输送辊31的间隙等分面与牵引拉幅组件55中两个夹辊554的间隙等分面重合。采用该种布局设置使得位于两个面料输送辊组3中的面料基本处于水平状态,便于每个牵引拉幅组件55随输送链条54运动过程中面料可自动进入并加紧在两个夹辊554的间隙中。
38.在完成两个面料拉幅机构5相对间距的前期调节后,穿过第一个面料输送辊组3的面料通过人工穿过最靠近的相对的一组牵引拉幅组件55的夹辊554间隙;在进行牵引拉幅定型的过程中,通过启动牵引输送电机51带动主动带轮511转动,主动带轮511将通过传动皮带53带动亮哥从动带轮522随之同步转动,继而两个传动链轮521将同步转动用于驱动输送链条54,继而若干牵引拉幅组件55将随着输送链条54运动,随着运动,面料将依次穿过位
于输送链条54同一侧所有的牵引拉幅组件55,一方面,通过牵引拉幅组件55的夹紧作用将牵引面料向前输送,另一方面,随着向前输送,位于两侧的输送链条54的相对间距逐渐增大,继而面料在向前输送的同时,牵引拉幅组件55将对面料向两侧牵拉使得染色后的面料通过拉幅实现定型,防止缩水。
39.通过面料拉幅机构5后的染色面料可进一步通过人工从第二个面料输送辊组3的转动辊242间隙中穿过,至此在处理过程中,通过两个面料输送辊组3的配合输送将可以自动连续化地完成对染色面料的抖动舒展以及拉幅定型的梳理加工。
40.本领域技术人员应该理解,本领域技术人员结合现有技术以及上述实施例可以实现所述变化例,在此不予赘述。这样的变化例并不影响本发明的实质内容,在此不予赘述。
41.以上对本发明的较佳实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,其中未尽详细描述的设备和结构应该理解为用本领域中的普通方式予以实施;任何熟悉本领域的技术人员,在不脱离本发明技术方案作出许多可能的变动和修饰,或修改为等同变化的等效实施例,这并不影响本发明的实质内容。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本发明技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1