一种玄武岩纤维无纺布及其制造方法与流程
1.本发明属于土木工程材料技术领域,具体涉及一种玄武岩纤维无纺布。
背景技术:
2.玄武岩纤维是一种新型高技术纤维,它是以玄武岩矿石为唯一原料在1500℃左右的高温下熔融连续拉制而成的无机纤维,在我国已有十几年的工业化发展历史。因其具有高强度高模量、耐酸碱、耐高温、耐低温(-269~+650℃)、防火阻燃、耐紫外线光照、不吸湿、电绝缘等多种优异的性能,被广泛应用于建筑、环保、消防、汽车船舶制造、交通基础设施、石油天然气、航空航天等多个国民经济工业领域。
3.无纺布产业被认为是21世纪的朝阳产业,它在建筑、医疗、环保、服装、汽车、航空航天等行业应用广泛,是重要的产业用纺织品。近年来,随着世界无纺布需求量的快速增长,以及无纺布生产技术的发展,无纺布的主要特点集中在高新技术的渗透和新型材料使用上,高技术纤维不断应用于无纺布产业,促进了无纺布应用领域的扩大,这也为玄武岩纤维在无纺布领域的应用推广提供了创新的机遇。
技术实现要素:
4.本发明的目的是提供一种工艺简单、成本低、可操作性强的可用于改善沥青地面的玄武岩纤维无纺布,采用玄武岩纤维短切纤维和聚丙烯纤维为原料制成,其中所述玄武岩纤维短切纤维含量为50-80%;所述玄武岩纤维无纺布的重量为120-150克/米2。
5.具体的,上述玄武岩纤维短切纤维长度小于20mm。
6.本发明还提供了上述玄武岩纤维无纺布的制造方法,包括以下步骤:
7.(1)原料:选配玄武岩纤维短切纤维和聚丙烯纤维,其中玄武岩纤维短切纤维含量为50-80%;
8.(2)开松:将原料放入开松机进行预开松、开松,使纤维松解;
9.(3)喂料:使用喂料机进行喂料;
10.(4)梳理:通过梳理机进行分梳、除杂、混合;
11.(5)交叉铺网:使用铺网装置将梳理后的玄武岩纤维短切纤维和聚丙烯纤维均匀铺叠成纤维网,保证纤维网克重在规定范围内;
12.(6)固结:采用针刺法或热粘合法对纤维网进行加固,制成玄武岩纤维无纺布;
13.(7)对玄武岩纤维无纺布成品进行分切卷曲入库。
14.具体的,上述步骤(6)中针刺法的步骤包括预刺、倒刺和主刺,将纤维网自上而下针刺巩固。
15.具体的,上述预刺的针刺密度为2-8针/英寸2,针刺深度为5-8mm,针刺速度为8-40次/分钟;所述倒刺的针刺密度为10-20针/英寸2,针刺深度为5-18mm,针刺速度为20-100次/分钟;所述主刺的针刺密度为10-50针/英寸2,针刺深度为5-20mm,针刺速度为360-650次/分钟。
16.具体的,上述步骤(6)中热粘合法的步骤包括在浸胶槽中使用粘结剂对纤维网进行上胶处理,通过压布辊浸压后,进入烘炉中烘干固化,固化后通过压布辊挤压,收卷到卷布纸管芯上。
17.具体的,上述粘结剂的用量为10%-20%。
18.具体的,上述粘结剂是固含量为20%-40%的水性或溶剂性胶料。
19.具体的,上述粘结剂是丙烯醛或酚醛树脂。
20.具体的,上述烘干固化分低温区、高温区、低温区三段温区进行;所述低温区温度为70-120℃;所述高温区温度为150-180℃。
21.与现有技术相比,本发明具有以下优点和有益效果:
22.本发明提供的这种玄武岩纤维无纺布是玄武岩纤维和聚丙烯纤维的混合物,组合了玄武岩纤维高强度、耐久性好和聚丙烯纤维柔韧性佳的优点;这种玄武岩纤维无纺布吸油性好,在快速吸收沥青材料后,形成一个优质结构层,具有防水、耐热、耐化学腐蚀的优异性能,还具有膨胀系数低,耐高温和耐超低温性能,克服了纯聚丙烯纤维无纺布有长期蠕变性的弱点;在较高温度下施工,与沥青组成复合层后,能大大提高沥青路面的抗高温、抗低温、抗裂性能、抗疲劳性能和抗紫外线性能,达到延长沥青路面使用寿命的目的;此外,该无纺布还具有提高改性沥青混凝土的施工温度、防渗透性好、防止和延缓放射裂缝发生、可回收、老路面粉碎后可再生利用等特点。
23.以下将结合附图对本发明做进一步详细说明。
附图说明
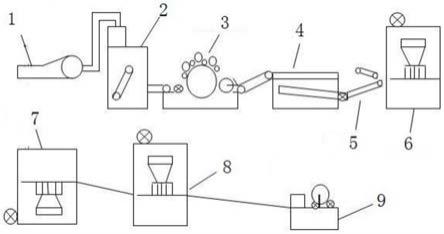
24.图1是本发明的玄武岩纤维无纺布采用针刺法的生产示意图。
25.附图标记:1、开松机;2、喂料机;3、梳理机;4、交叉铺网机;5、喂入机;6、预针刺机;7、倒针刺机;8、主针刺机;9、切边卷绕机。
具体实施方式
26.下面将结合实施例对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。尽管已经详细描述了本发明的代表性实施例,但是本发明所属技术领域的普通技术人员将理解,在不脱离本发明范围的情况下可以对本发明进行各种修改和改变。因此,本发明的范围不应局限于实施方案,而应由所附权利要求及其等同物来限定。
27.本发明提供了一种玄武岩纤维无纺布,采用玄武岩纤维短切纤维和聚丙烯纤维为原料制成,其中所述玄武岩纤维短切纤维含量为50-80%;所述玄武岩纤维无纺布的重量为120-150克/米2;所述玄武岩纤维短切纤维长度小于20mm。其制造方法包括以下步骤:
28.(1)原料:选配玄武岩纤维短切纤维和聚丙烯纤维,其中玄武岩纤维短切纤维含量为50-80%;
29.(2)开松:将原料放入开松机进行预开松、开松,使纤维松解;
30.(3)喂料:使用喂料机进行喂料;
31.(4)梳理:通过梳理机进行分梳、除杂、混合;
32.(5)交叉铺网:交叉铺网机接受梳理机输出的2400-2500mm宽的玄武岩纤维短切纤
维和聚丙烯纤维,与进网方向成90度进入交叉铺网机的网帘,根据实际需求,铺成一定宽度和厚度(层数)后,随着网帘地匀速运动形成均匀的纤维网,从网帘上端牵伸风通道吹出的牵伸风连同上部的室内空气,借助网帘下部的吸风通道和吸风机从网下被吸走,使纤维网吸附在成网帘上,此纤维网即为针刺无纺布的基本结构;
33.成网机和风道的结构设计必须相互配合,使纤维网运行平稳,保证吸风和成网均匀,将纤维网的克重控制在120-150克/米2的范围内,其对最终玄武岩纤维无纺布成品克重相当重要。
34.(6)固结:采用针刺法或热粘合法对纤维网进行加固,制成玄武岩纤维无纺布;
35.其中所述针刺法的步骤包括预刺、倒刺和主刺:所述预刺的针刺密度为2-8针/英寸2,针刺深度为5-8mm,针刺速度为8-40次/分钟;所述倒刺的针刺密度为10-20针/英寸2,针刺深度为5-18mm,针刺速度为20-100次/分钟;所述主刺的针刺密度为10-50针/英寸2,针刺深度为5-20mm,针刺速度为360-650次/分钟,将纤维网自上而下针刺巩固。
36.所述热粘合法包括用粘结剂进行上胶处理,粘结剂量为10%-20%,所述粘结剂是固含量为20%-40%的水性或溶剂性胶料,优选为丙烯醛或酚醛树脂;上胶后通过4-10公斤的压布辊浸压,随后进入烘炉中烘干固化,烘干分为低温区、高温区和低温区这三段温度区进行,低温区温度为70-120℃;所述高温区温度为150-180℃;烘干后通过压力为4-8公斤的压布辊挤压,收卷到卷布纸管芯上。
37.(7)对玄武岩纤维无纺布成品进行分切卷曲入库。
38.下面通过具体实施例对本发明的玄武岩纤维无纺布的效果进行研究。
39.实施例1:
40.本实施例采用针刺法制备玄武岩纤维无纺布,具体步骤如下:
41.(1)原料:选配50%玄武岩纤维短切纤维和50%聚丙烯纤维;
42.(2)开松:将原料放入开松机进行预开松、开松,使纤维松解;
43.(3)喂料:使用喂料机进行喂料;
44.(4)梳理:通过梳理机进行分梳、除杂、混合;
45.(5)交叉铺网:交叉铺网机接受梳理机输出的玄武岩纤维短切纤维和聚丙烯纤维,与进网方向成90度进入交叉铺网机的网帘,随着网帘地匀速运动形成均匀的纤维网,从网帘上端牵伸风通道吹出的牵伸风连同上部的室内空气,借助网帘下部的吸风通道和吸风机从网下被吸走,使纤维网吸附在成网帘上;
46.(6)固结:由交叉铺网送来的蓬松纤维网进入预针刺机,在针板的冲击和刺针的穿刺作用下,被压实并具有了一定的强度,针刺密度为5针/英寸2,针刺深度为3mm,针刺速度为8次/分钟;随后进入倒针刺机,针刺密度为8针/英寸2,针刺深度为10mm,针刺速度为200次/分钟;随后进入主针刺机,针刺密度为10针/英寸2,针刺深度为6mm,针刺速度为400次/分钟。得到的无纺布的克重:120克/米2。
47.(7)对玄武岩纤维无纺布成品进行分切卷曲入库。
48.对得到的成品进行质量检测,结果如表1所示。
49.实施例2:
50.采用与实施例1相同的方法制备玄武岩纤维无纺布,区别在于原料选配60%玄武岩纤维短切纤维和40%聚丙烯纤维;预刺的针刺密密为6针/英寸2,针刺深度为3.5mm,针刺
速度为9次/分钟;倒刺的针刺密度为8针/英寸2,针刺深度为10mm,针刺速度为210次/分钟;主刺的针刺密度为11针/英寸2,针刺深度为6mm,针刺速度为420次/分钟。
51.对得到的成品进行质量检测,结果如表1所示。
52.实施例3:
53.采用与实施例1相同的方法制备玄武岩纤维无纺布,区别在于原料选配80%玄武岩纤维短切纤维和20%聚丙烯纤维。
54.对得到的成品进行质量检测,结果如表1所示。
55.实施例4:
56.本实施例采用热粘合法制备玄武岩纤维无纺布,具体步骤如下:
57.(1)原料:选配80%玄武岩纤维短切纤维和20%聚丙烯纤维;
58.(2)开松:将原料放入开松机进行预开松、开松,使纤维松解;
59.(3)喂料:使用喂料机进行喂料;
60.(4)梳理:通过梳理机进行分梳、除杂、混合;
61.(5)交叉铺网:交叉铺网机接受梳理机输出的玄武岩纤维短切纤维和聚丙烯纤维,与进网方向成90度进入交叉铺网机的网帘,随着网帘地匀速运动形成均匀的纤维网,从网帘上端牵伸风通道吹出的牵伸风连同上部的室内空气,借助网帘下部的吸风通道和吸风机从网下被吸走,使纤维网吸附在成网帘上;
62.(6)固结:用10%-20%的丙烯醛进行上胶处理,上胶后通过4-10公斤的压布辊浸压,随后进入烘炉中烘干固化,烘干分为低温区、高温区和低温区这三段温度区进行,低温区温度为70℃,高温区温度为180℃;烘干后通过压力为4-8公斤的压布辊挤压,制成玄武岩纤维无纺布;
63.(7)对玄武岩纤维无纺布成品进行分切卷曲入库。
64.对得到的成品进行质量检测,结果如表1所示。
65.实施例5:
66.采用与实施例4相同的方法制备玄武岩纤维无纺布,区别在于原料选配50%玄武岩纤维短切纤维和50%聚丙烯纤维。
67.对得到的成品进行质量检测,结果如表1所示。
68.比较例1:
69.采用与实施例1相同的方法制备玄武岩纤维无纺布,区别在于原料选配40%玄武岩纤维短切纤维和60%聚丙烯纤维。
70.对得到的成品进行质量检测,结果如表1所示。
71.比较例2:
72.采用与实施例1相同的方法制备玄武岩纤维无纺布,区别在于原料选配90%玄武岩纤维短切纤维和10%聚丙烯纤维。
73.对得到的成品进行质量检测,结果如表1所示。
74.表1玄武岩纤维无纺布质检结果
[0075][0076][0077]
由表1可知,本发明的实施例里制备的玄武岩纤维无纺布组合了玄武岩纤维高强度、耐久性好和聚丙烯纤维柔韧性佳的优点,克重轻,吸油性、抗拉强度及耐热性均能满足实际使用需求。如比较例1和比较例2结果所示,当玄武岩纤维短切纤维含量大于80%或小于50%时,得到的玄武岩纤维无纺布与实施例1-5中的成品相比,经向和纬向撕裂强度大幅下降,沥青吸收量和熔点均不适合沥青路面的产业化应用。
[0078]
综上所述,本发明提供的这种玄武岩纤维无纺布吸油性好,在快速吸收沥青材料后,形成一个优质结构层,具有防水、耐热、耐化学腐蚀的优异性能,还具有膨胀系数低,耐高温和耐超低温性能,克服了纯聚丙烯纤维无纺布有长期蠕变性的弱点;在较高温度下施工,与沥青组成复合层后,能大大提高沥青路面的抗高温、抗低温、抗裂性能、抗疲劳性能和抗紫外线性能,达到延长沥青路面使用寿命的目的;此外,该无纺布还具有提高改性沥青混凝土的施工温度、防渗透性好、防止和延缓放射裂缝发生、可回收、老路面粉碎后可再生利用等特点。
[0079]
以上例举仅仅是对本发明的举例说明,并不构成对本发明的保护范围的限制,凡是与本发明相同或相似的设计均属于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1