一种针织氨纶面料预缩机的制作方法
1.本技术涉及面料预缩机,尤其是涉及一种针织氨纶面料预缩机。
背景技术:
2.在纺织工业染整生产中,针织织物经过多道染整加工后,形成了一定的内应力,导致纤维结构不稳定,产生纬向收缩性,径向则由于机械拉伸变形后积聚了应力,在成品洗涤后产生很大的收缩性,通常需要通过针织预缩机以达到防缩的目的。
3.现有技术中,公告号为cn208486083具体公开了一种用于针织面料的预缩机,包括机体,机体的前后端转动连接有进布辊和出布辊,进布辊和出布辊上设有成为网状的传送带,传送带上方设置有抽气罩,抽气罩上连接有管道,管道内设置有抽风机,传送带下方设有蒸箱,蒸箱具有进水口和出水口,蒸箱内设有电加热管,机体的前后端设有前侧架和后侧架,前侧架上转动连接有丝杆,丝杆上连接有调节块,调节块上转动连接有调节压辊,丝杆顶端设有横梁,横梁上设有电机一,后侧架上转动连接有固定压辊,后侧架上转动连接有摆斗,摆斗具有上进布口和下出布口,后侧架上固接有电机二,后侧架的前端面上设有控制柜。
4.针对上述中的相关技术,发明人认为设备只能对布料的下表面进行喷蒸,布料的上表面不能得到喷蒸,会造成布料受热不均匀,影响布料的预缩效果。
技术实现要素:
5.为了提升对布料的预缩效果,本技术提供一种针织氨纶面料预缩机。
6.本技术提供的一种针织氨纶面料预缩机采用如下的技术方案:
7.一种针织氨纶面料预缩机,包括机体,所述机体的一端为进布端,所述机体的另一端为出布端,所述机体的进布端转动连接有进布辊,所述机体的出布端转动连接有出布辊以及摆斗,所述机体一侧设有蒸箱,所述机体的内部与蒸箱相连通,所述机体的上端面开设有用于对布料下表面进行喷蒸的第一喷蒸孔,所述机体上方设置有喷蒸管,所述喷蒸管与蒸箱相连通,所述喷蒸管上开设有用于对布料上表面进行喷蒸的第二喷蒸孔。
8.通过采用上述技术方案,布料卷通过进布辊进行放卷,放卷的布料铺设在机体上,机体下方的蒸箱产生蒸汽,蒸汽通过第一喷蒸孔对布料的下表面进行喷蒸,机体上方的喷蒸管对布料的上表面进行喷蒸,预缩完成后的布料在出布的驱动下引出,布料通过摆斗进行叠放,布料的上下表面均可被喷蒸,提高了布料的预缩效果。
9.可选的,所述机体上端设置有两个两个门状安装板,两个所述门状安装板之间设置有驱动喷蒸管升降的升降组件,所述升降组件包括驱动部,所述驱动部包括转动连接在两个门状安装板之间的丝杆,所述丝杆的一端固定连接有摇把,所述丝杆上螺纹连接有丝母,两个所述门状安装板之间滑移连接有滑移板,所述喷蒸管均与滑移板固定连接,所述滑移板与丝母之间设置有导杆,所述导杆的一端与丝母铰接,所述导杆的另一端与滑移板铰接,所述升降组件还包括对滑移板起限位作用的导引部。
10.通过采用上述技术方案,使用者可根据生产实际需求对喷蒸管的所在高度进行调节,转动把手,把手转动,为丝杆的转动提供驱动力,带动丝杆转动,丝母在导引部的作用下在丝杆上滑移,丝杆带动导杆摆动,将滑移板升高或降下,调整喷蒸管相对于面料上表面的位置高度。
11.可选的,所述导引部包括设置在滑移板端头的凸块,所述门状安装板上开设有对应凸块的滑移槽。
12.通过采用上述技术方案,凸块和滑移槽的设置为滑移板提供了导向和限位。
13.可选的,所述丝杆上设置有两段反向螺纹,所述丝母设置有两个,两个所述丝母分别与其相对应的螺纹段螺纹连接,两个所述丝母关于布料传输方向的中心线对称设置。
14.通过采用上述技术方案,两个丝母同时滑移,通过两个导杆驱动滑移板上升和下降,可以使滑移板的滑移更为平稳。
15.可选的,所述滑移板侧壁上铰接有第一连接杆,所述第一连接杆内开设有容纳腔,所述容纳腔内滑移连接有第二连接杆,所述第二连接杆的一端位于容纳腔内,所述第二连接杆的另一端转动连接有对布料进行压紧的压辊,所述滑移板的侧壁上铰接有气缸,所述气缸的活塞杆端头与第一连接杆铰接。
16.通过采用上述技术方案,通过压辊对布料进行压紧可以使得布料更为平整的向前传输,当使用者对滑移板的高度进行调整后,压辊的位置也会发生相应变化,不能很好的与布料的上表面抵接,通过气缸的活塞杆对压辊的位置进行调整,保证压辊始终与布料上表面接触。
17.可选的,所述容纳腔内设置有弹簧,所述弹簧的一端与容纳腔的底壁连接,所述弹簧的另一端与第二连接杆的一端连接。
18.通过采用上述技术方案,弹簧的设置可以使得压辊对布料的上表面更好的压紧。
19.可选的,所述压辊外设置有防止损伤布料的保护层。
20.通过采用上述技术方案,保护层的设置可以防止压辊直接与布料的上表面接触,减少对布料造成的磨损。
21.可选的,所述保护层与压辊可拆卸连接。
22.通过采用上述技术方案,保护层与压辊为可拆卸连接方便了使用者对保护层的更换和装配。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.布料卷通过进布辊进行放卷,放卷的布料铺设在机体上,机体下方的蒸箱产生蒸汽,蒸汽通过第一喷蒸孔对布料的下表面进行喷蒸,机体上方的喷蒸管对布料的上表面进行喷蒸,预缩完成后的布料在出布的驱动下引出,布料通过摆斗进行叠放,布料的上下表面均可被喷蒸,提高了布料的预缩效果;
25.2.使用者可根据生产实际需求对喷蒸管的所在高度进行调节,转动把手,把手转动,为丝杆的转动提供驱动力,带动丝杆转动,丝母在导引部的作用下在丝杆上滑移,丝杆带动导杆摆动,将滑移板升高或降下,调整喷蒸管相对于面料上表面的位置高度;
26.3.保护层的设置可以防止压辊直接与布料的上表面接触,减少对布料造成的磨损。
附图说明
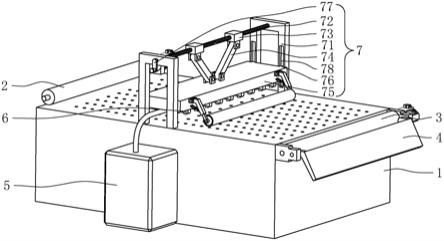
27.图1是一种针织氨纶面料预缩机的整体结构示意图。
28.图2是用于体现对压辊进行调节的相关部件示意图。
29.附图标记说明:1、机体;2、进布辊;3、出布辊;4、摆斗;5、蒸箱;6、喷蒸管;7、升降组件;71、门状安装板;72、丝杆;73、丝母;74、导杆;75、滑移板;76、凸块;77、摇把;78、滑移槽;8、第一连接杆;9、第二连接杆;10、压辊;11、弹簧;12、保护层;13、气缸。
具体实施方式
30.以下结合附图1
‑
2对本技术作进一步详细说明。
31.本技术实施例公开一种针织氨纶面料预缩机。
32.参照图1,一种针织氨纶面料预缩机包括机体1,机体1的一端为进布端,另一端为出布端,机体1的进布端转动连接有用于放卷布料的进布辊2,机体1的出布端转动连接有驱动布料出料的出布辊3以及用于摆布的摆斗4,机体1的下端固定连接有蒸箱5,机体1的内部与蒸箱5相连通,机体1上端面等距均匀开设有若干第一喷蒸孔,机体1上端设置有升降组件7,升降组件7上设置有多根用于对布料上表面进行喷蒸的喷蒸管6,多根喷蒸管6均与蒸箱5相连通,喷蒸管6上开设有第二喷蒸孔,喷蒸管6为软质管。
33.参照图1,使用者将布料卷放置到进布辊2上,进布辊2对布料卷进行放卷,放卷后的布料铺设在机体1上端面上,蒸箱5释放的蒸汽通过第一喷蒸孔对布料的下表面进行喷蒸,喷蒸管6上第二喷蒸孔喷出的蒸汽对布料的上表面进行喷蒸,喷蒸完成后的布料在出布辊3的驱动下出布,通过摆斗4的摆布,布料规整的叠放在一起,布料预缩完成。
34.参照图1,机体1的上端固定连接有两个门状安装板71,两个门状安装板71之间设置有驱动喷蒸管6升降的升降组件7,升降组件7包括转动连接于两个门状安装板71之间的丝杆72,丝杆72的一端固定连接有摇把77,丝杠72上的螺纹为两段等长的反向螺纹,两段螺纹上均螺纹连接有丝母73,且两个丝母73关于布料传送方向的中心线对称设置,两个门状安装板71之间滑移连接有滑移板75,滑移板75与两个丝母73固定连接,多根喷蒸管6均与滑移板75的下端面固定连接,滑移板75与两个丝母73之间均设置有导杆74,导杆74的一端与丝母73铰接,导杆74的另一端与滑移板75的上端面铰接,滑移板75靠近门状安装板71的侧壁上一体成型有凸块76,门状安装板71的侧壁上对应凸块76开设有滑移槽78,凸块76与滑移槽78滑移连接。
35.参照图1,当使用者需要根据生产情况对喷蒸管6的高度进行调整时,摇动摇把77,摇把77带动丝杆72旋转,两个丝母73向相互远离的方向滑移,导杆74在丝母73的滑移下发生摆动,将滑移板75向上提升,喷蒸管6同时也向远离布料上表面的方向移动,喷蒸管6向下移动的过程与上述过程相反。
36.参照图1和图2,滑移板75侧壁上铰接有两个第一连接杆8,两个第一连接杆8内均开设有容纳腔,容纳腔内滑移连接有第二连接杆9,容纳腔内均设置有弹簧11,弹簧11一端与第二连接杆9的端头固定连接,弹簧11的另一端与容纳腔底壁固定连接,两个第二连接杆9的端头共同转动连接有压辊10,滑移板75与第一连接杆8之间设置有气缸13,气缸13与滑移板75的侧壁相铰接,气缸13的活塞杆端头与第一连接杆8铰接,压辊10上可拆卸套设有保护层12,保护层12通过魔术贴的形式与压辊10可拆卸连接。
37.参照图1和图2,当使用者根据生产实际需求通过调节升降组件7对喷蒸管6的高度进行调节时,压辊10相对于布料上表面的距离也会发生变化,此时,气缸13启动,气缸13的活塞杆向内缩回,气缸13的活塞杆带动第一连接杆8向下转动,第一连接杆8带动第二连接杆9向下转动,压辊10向下移动,重新对布料上表面进行压紧,同时,弹簧11的设置可以使得压辊10始终对布料的上表面进行压紧。
38.本技术实施例一种针织氨纶面料预缩机的实施原理为:使用者将布料卷放置于进布辊2上,进布辊2对布料卷进行放卷,放卷后的布料铺设在机体1上端面,蒸箱5释放出的蒸汽通过第一喷蒸孔对布料下表面进行喷蒸,同时,使用者通过摇把77,对喷蒸管6的高度进行调节,喷蒸管6对布料的上表面进行喷蒸,同时,气缸13启动,调整压辊10位置,保证压紧始终对布料的上表面进行压紧,经过喷蒸的布料在出布辊3的驱动下进行出布,摆斗4将喷蒸好的布料进行摆布,布料预缩完成。
39.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1