一种罗纹拼接装置的制作方法
1.本发明涉及缝纫机,具体是一种罗纹拼接装置。
背景技术:
2.现如今在缝纫机领域已经日渐趋于自动化,其中将罗纹片拼接成圈状的装置已出现在市场上,但现有的罗纹拼接装置存在一定的缺陷:
①
多采用气爪抓取布料,会出现抓布不稳现象;
②
一种规格的罗纹拼接装置只能缝制一种规格的袖口罗纹,一机不可通用。
技术实现要素:
3.为克服现有罗纹拼接装置的缺陷或缺陷之一,本发明提供一种罗纹拼接装置以克服之,所采取的技术方案是:一种罗纹拼接装置,包括机架,机架台面上固设缝纫机,与现有技术不同的是:缝纫机右前方的机架台面下固设行程为上下方向的第一直线模组的料仓,第一直线模组的第一滑台穿过料仓固接罗纹托板,罗纹托板上叠摞罗纹片;远离缝纫机的机架台面上固设第二直线模组,第二直线模组的第二滑台固接两个针式吸盘。
4.进一步地,在料仓左侧的机架台面上固设齿板,齿板包括与机架台面固接的基板,基板上固接多个等距排列、从右端逐渐变高的立板;靠近缝纫机的机架台面上固设第三直线模组,第三滑台固接行程为上下方向的第一气缸的缸体,第一气缸的缸杆固接梳板,梳板的左端等距排列多个能够插入齿板的立板之间的梳齿,梳板上固接行程为上下方向的第二气缸的缸体,第二气缸的缸杆固接夹板,夹板的左端对应梳齿的齿根处。
5.进一步地,还包括吹气模块,吹气模块包括与第三滑台(92)固接的行程为上下方向的第五气缸(98),第五气缸(98)的缸杆固接撑板(99),撑板(99)上固设轴向为前后方向的气管(910),气管(910)对应梳齿(95)的齿端前方,气管(910)上开设多个朝后开的喷气孔(911),气管的前端封闭、另一端通过控制阀通入高压空气。
6.进一步地,缝纫机左侧的机架上固设行程为前后方向的第四直线模组,第四直线模组的第四滑台固接第三气缸的缸体,第三气缸的缸杆固接压板,压板上开设容缝纫机针穿过的长孔。
7.进一步地,对应齿板左侧的机架台面下方固设行程为前后方向的第五直线模组和第四气缸的缸体,前规板穿过机架台面固接第五直线模组的第五滑台,后规板穿过机架台面固接第四气缸的缸杆。
8.进一步地,对应齿板左侧的机架台面下固设真空盒,对应真空盒的机架台面上开设气孔,真空盒通过控制阀连接真空泵。
9.与现有技术相比,本发明可实现上料、取料、整理、对折、缝纫的动作,通过针式吸盘取料,稳定性高,并且可满足不同码号的罗纹拼接,实现一机通用。
附图说明
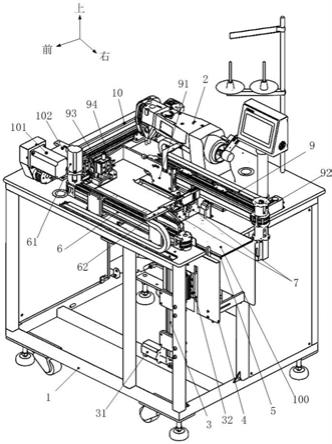
10.图1是本发明的结构示意图。
11.图2是图1的俯视图。
12.图3是本发明另一视角的结构示意图。
13.图4是本发明齿板的结构示意图。
14.图5是本发明梳板及部分部件的结构示意图。
15.图6是本发明压板及部分部件的结构示意图。
16.图7是本发明罗纹片被对折后的状态示意图。
17.图8是本发明吹气模块的结构示意图。
具体实施方式
18.为了使本技术领域的人员更好地理解本发明中的技术方案,下面将结合附图,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
19.实施例1,如图所示的一种罗纹拼接装置,属于机电气一体化设备,包括机架1,机架1台面上固设缝纫机2及未在图中显示的控制系统组成,缝纫机2右前方的机架1台面下固设行程为上下方向的第一直线模组3的料仓4,第一直线模组3的第一滑台32穿过料仓4固接罗纹托板5,罗纹托板5上叠摞罗纹片100;远离缝纫机2的机架1台面上固设第二直线模组6,第二直线模组6的第二滑台62固接两个针式吸盘7;针式吸盘是一种比较成熟的针对多空和透气性产品的自动化搬运装置,如昆山迈瑞凯精密工业有限公司生产的多针吸盘、hm 型针式吸盘、hv型针式吸盘等。针式吸盘7在控制系统的控制下,能确保每次能且只能抓取一片罗纹片100,确保取料的稳定性。
20.两个针式吸盘7的初始位置对应于料仓上方,当第一电机31驱动第一滑台32向上位移时,罗纹托板5上最上面的一片罗纹片100抵压两个针式吸盘7,罗纹托板5上最上面的那片罗纹片100的左端被针式吸盘7抓取,第一电机31驱动第一滑台32向下位移复位;随即第二电机61驱动针式吸盘7向左位移至罗纹片100的右端与下述齿板8右端一齐,针式吸盘7松开被抓取的罗纹片100,罗纹片100落在机架1台面上,第二电机61驱动第二滑台62向右复位。
21.在料仓4左侧的机架1台面上固设齿板8,齿板8包括与机架1台面固接的基板81,基板81上固接多个等距排列、从右端逐渐变高的立板82;靠近缝纫机2的机架1台面上固设第三直线模组9,第三滑台92固接行程为上下方向的第一气缸93的缸体,第一气缸93的缸杆固接梳板94,梳板94的左端等距排列多个能够插入齿板8的立板82之间的梳齿95,梳板94上固接行程为上下方向的第二气缸96的缸体,第二气缸96的缸杆固接夹板97,夹板97的左端对应梳齿95的齿根处。
22.当第三直线模组9的第三电机91驱动梳板94向右位移至齿板8右侧时,第一气缸93驱动梳板94向下位移至接近基板81平面,第三电机91驱动梳板94向左位移使梳齿95插入齿板8的立板82之间,此时落在机架1台面上的罗纹片100位于梳齿95之上,第二气缸96驱动夹板97向下位移,使位于梳齿95之上的罗纹片100的右端被齿板8和夹板97夹住,第三电机91驱动第三滑台92继续向左位移,罗纹片100的左半部分不动、右半部分覆盖左半部分而被对
折,罗纹片100的右端自然被反向对折,对折的效果参见图7,罗纹片100的左端要超出右端的对折线一些。第一气缸93再次驱动梳板94向下位移,梳板94隔着对折后的罗纹片100抵压机架1的台面,同时第三电机91驱动梳板94继续向左位移,拖动被对折的罗纹片100向左滑移至对应缝纫机2的针板前方的机架1台面处后,第二气缸96驱动夹板97向上位移松开罗纹片100的左端,第一气缸93驱动梳板94向上位移离开被对折的罗纹片100,第三电机91驱动第三滑台92向右位移复位;可以通过调整对折罗纹片100时第三滑台92的行程来适应不同规格的罗纹片100的长度。
23.缝纫机2左侧的机架1上固设行程为前后方向的第四直线模组10,第四直线模组10的第四滑台102固接第三气缸103的缸体,第三气缸103的缸杆固接压板104,压板104上开设容缝纫机针穿过的长孔105。
24.当第二气缸96驱动夹板97向上位移松开罗纹片100的左端,第一气缸93驱动梳板94向上位移离开被对折的罗纹片100,第三电机91驱动第三滑台92向右位移复位的同时,第四直线模组10的第四电机101驱动压板104向前位移至被对折的罗纹片100上方,第三气缸103驱动压板104向下位移立即接替夹板97和梳板94抵压被对折的罗纹片100,第四直线模组10的第四电机101驱动压板104向后位移拖动被对折的罗纹片100向后滑移经过应缝纫机2的针板,缝纫机2启动,被对折的罗纹片100在对应压板104长孔105处被缝纫机缝出缝线1001。此时这片罗纹片100完成拼接。重复上述步骤完成另一片罗纹片100的拼接,如此循环往复。
25.实施例2,在实施例1的基础上,对应齿板8左侧的机架1台面下方固设行程为前后方向的第五直线模组11和第四气缸的缸体,前规板114穿过机架1台面固接第五直线模组11的第五滑台112,后规板113穿过机架1台面固接第四气缸的缸杆。
26.第五直线模组11的第五电机111驱动前规板114前后位移可以调整位于机架1台面上罗纹片100前端的位置,第四气缸驱动后规板113前后位移以调整位于机架1台面上罗纹片100后端的位置,这样能够使台面上罗纹片100处于准确的位置,便于压板104准确接替夹板97和梳板94送来的被对折的罗纹片100。第五电机111和第四气缸配合可以适应不同规格的罗纹片100的宽度。
27.实施例3,在实施例1或2的基础上,对应齿板8左侧的机架1台面下固设真空盒,对应真空盒的机架1台面上开设气孔,真空盒通过控制阀连接真空泵。控制阀开启时位于机架1台面上罗纹片100在对折时被暂时吸附在机架1台面上,在罗纹片100被对折时不会移位。控制阀关闭时,位于机架1台面上罗纹片100处于只有状态,可以被梳板94向左拖动。
28.实施例4,其他与实施例1相同,不同的是所述对折装置还包括吹气模块,吹气模块包括与第三滑台92固接的行程为上下方向的第五气缸98,第五气缸98的缸杆固接撑板99,撑板99上固设轴向为前后方向的气管910,气管910对应梳齿95的齿端前方,气管910上开设多个朝后开的喷气孔911,气管的前端封闭、另一端通过控制阀通入高压空气。在罗纹片100被对折的过程中适当吹送空气,能够使折叠过程更稳定顺利。
29.以上所述仅是本专利的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,不脱离本专利技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本专利的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1