一种玻璃纤维短切毡的加工系统及加工方法与流程
1.本发明涉及玻璃纤维技术领域,尤其涉及一种玻璃纤维短切毡的加工系统及加工方法。
背景技术:
2.玻璃纤维短切原丝毡是一种主要的玻璃纤维无纺增强材料,它是将连续玻璃纤维短切成50mm左右,无定向均匀分布,以粉末或乳液为粘接剂,经沉降铺毡而成。其特点是价廉,但在大面积施工时易造成断裂,因而成为玻璃纤维增强聚合物手糊工艺中用量最大的增强材料,也被大量使用于缠绕、模压等机械成型工艺之中。而在玻璃纤维短切毡制备时依然存在以下问题:
3.1、玻璃纤维短切毡制备过程中,为了适应使用需要,一般需要对短切毡进行纵切,进而控制短切毡的宽度,但是在纵切过程中,一般需要人工对切下的废料进行回收,不仅耗费大量人力,而且在人员靠近切刀时,还增加了工作的危险程度,同时在人员靠近时,总纵切产生的碎屑粉尘会被工作人员吸入,影响工作人员的身体健康;
4.2、玻璃纤维短切毡制备过程中,纵切后的玻璃纤维短切毡会有一些碎屑残留在切面里,这些碎屑在玻璃纤维短切毡收集或使用时会不断掉落,会影响玻璃纤维短切毡的使用;
5.3、玻璃纤维短切毡制备过程中,纵切后的玻璃纤维短切毡由于玻璃纤维短切原丝的不规整,使得纵切后的斜面会不平整,在使用时,会对使用人员的手部造成伤害,影响玻璃纤维短切毡的使用。
技术实现要素:
6.本发明的目的在于提供一种玻璃纤维短切毡的加工系统,能够高效实现玻璃纤维短切毡的加工。
7.为实现上述目的,本发明提供如下技术方案:一种玻璃纤维短切毡的加工系统,包括底板,所述底板的前后两侧均设有竖直设置的门型架,两个门型架支架转动连接有沿前后方向设置的左转轴和右转轴,所述左转轴上固定设有左转轮,所述右转轴上固定设有右转轮,所述左转轮和右转轮之间设有向右传送的传送带,其中一个门型架上固定设有用于驱动左转轴转动的第一电机,所述门型架上在传送带的前后两侧均设有卷收夹具组件,所述卷收夹具组件用于夹持玻璃纤维短切毡的右端并在玻璃纤维短切毡的前后两侧沿左右方向切断后卷收切掉的废料;两个门型架的上端之间设有沿前后方向设置的横板,所述横板上固定设有第一电动推杆,所述第一电动推杆的下端固定设有刀板,所述刀板的前后两侧均设有竖直向下延伸的切刀,所述切刀均沿左右方向设置,在第一电动推杆伸出时,刀板带动切刀向下运动,将玻璃纤维短切毡的前后两侧沿左右方向切断。
8.进一步的,所述卷收夹具组件包括第一转轴,所述门型架上均固定设有沿左右方向设置的第一滑杆,所述第一滑杆上沿左右方向滑动连接有收集盒,所述收集盒上设有向
左延伸的连接板,所述第一转轴转动连接在连接板内且沿前后方向设置,所述门型架内设有与第一转轴连接的第一传动组件,在连接板向左运动时,所述第一传动组件驱动第一转轴转动,在连接板向右运动时,第一传动组件不带动第一转轴转动;所述门型架上设有驱动组件,所述驱动组件与右转轴和收集盒连接,在右转轴带动传送带向右传送时,所述驱动组件带动收集盒向右运动,在右转轴停止转动且驱动组件内的定位组件处于解锁位置时,所述驱动组件驱动收集盒向左运动;
9.所述第一转轴伸向传送带的一端设有凸块,所述凸块的端面延伸设有第一定杆,所述第一定杆上铰接有连接臂,所述连接臂上设有夹杆,所述凸块和第一转轴内设有第一槽孔,所述第一槽孔内滑动连接有第一滑块,所述第一滑块上设有伸出凸块的顶杆,所述连接臂内设有动力槽,所述顶杆的端部设有伸入动力槽内的凸轴,所述第一槽孔内设有用于迫使第一滑块带动顶杆伸出凸块的第一弹簧,所述凸轴与动力槽配合用于通过连接臂带动夹杆转动;在卷收夹具组件夹持玻璃纤维短切毡时,玻璃纤维短切毡的右端位于夹杆和第一定杆内,在卷收夹具组件卷收玻璃纤维短切毡时,第一转轴带动夹杆和第一定杆转动。
10.进一步的,所述第一传动组件包括第一棘轮,所述第一棘轮固定安装在第一转轴远离传送带的一端,所述门型架的左右两侧均设有连接块,所述连接块内沿竖直方向滑动连接有第二滑杆,所述第二滑杆的上端设有凸边,两个第二滑杆的下端之间固定设有沿左右方向设置棘齿条,所述连接块的上端和凸边之间设有套接在第二滑杆上的第二弹簧,所述第二弹簧用于迫使第二滑杆带动棘齿条向上运动压紧在第一棘轮的下侧,在连接板带动第一转轴向左运动时,第一棘轮与棘齿条配合带动第一转轴转动,在连接板带动第一转轴向右运动时,第一棘轮不转动。
11.进一步的,所述连接板内在第一转轴的右侧转动连接有与第一转轴平行的第二转轴,所述第二转轴伸向传送带的一端固定设有端面打磨轮,所述端面打磨轮用于对玻璃纤维短切毡的切面打磨;所述第二转轴远离传送带的一端固定设有位于棘齿条上方且与棘齿条啮合的第二棘轮,在连接板带动第二转轴向左运动时,第二棘轮与棘齿条配合带动第二转轴转动,第二转轴带动端面打磨轮转动,在连接板带动第二转轴向右运动时,第二棘轮不转动。
12.进一步的,所述第一棘轮和第二棘轮之间设有传动杆,所述传动杆沿左右方向设置;所述连接板内铰接有摆动板,所述摆动板位于第一转轴和第二转轴之间,所述摆动板沿左右方向摆动用于将玻璃纤维短切毡的切面上的碎屑拨落;所述传动杆内设有拨槽,所述摆动板伸出传送带的一端设有伸入拨槽内的拨杆,在第一棘轮和第二棘轮带动传动杆做平面运动时,拨槽与拨杆配合带动摆动板摆动。
13.进一步的,所述驱动组件包括活塞体,所述收集盒上固定设有向右延伸的缸体,所述活塞体沿左右方向滑动连接在缸体内,所述活塞体的右端设有向右延伸且与门型架固定连接的活塞杆,所述缸体内在活塞体的左侧设有用于迫使缸体向左运动的第三弹簧;所述缸体的外侧设有凸板,所述右转轴的端部设有与凸板连接的单向传动机构,在右转轴带动传送带向右传动时,所述单向传动组件通过凸板带动缸体向右运动。
14.进一步的,所述单向传动机构包括固定安装在右转轴端部的转轮,所述转轮的外侧转动连接有转环,所述转环的内侧壁沿周向间隔均匀地设有多个棘齿槽,所述转环的外圈直径与右转轮的直径相同;所述定位组件组件包括第二电动推杆,所述第二电动推杆沿
径向固定安装在转轮内,所述第二电动推杆的伸缩端固定设有定位块,在第二电动推杆伸出时,所述定位块伸入棘齿槽内,所述转轮带动转环转动,在第二电动推杆收缩时,所述定位块脱离棘齿槽内,所述转环相对转轮转动;所述门型架的右端外侧设有滑轮,所述转环上固定缠绕有拉绳,所述拉绳经过滑轮与凸板固定连接;在缸体处于右端位置,且定位块脱离棘齿槽时,所述第三弹簧迫使缸体向左运动。
15.进一步的,所述缸体内在活塞体的左侧形成无杆腔,所述活塞体内设有出气单向阀,所述缸体内设有用于连通无杆腔和收集盒的进气单向阀,所述收集盒的左端设有收集口,所述收集盒内靠近进气单向阀处固定设有滤板,在缸体向左运动时,无杆腔内形成真空,收集盒内的空气经过进气单向阀进入无杆腔内,收集口处的碎屑进入收集盒内且集中在滤板的左侧。
16.本发明还公开一种用上述玻璃纤维短切毡的加工系统加工玻璃纤维短切毡的方法,包括以下步骤:
17.s1、启动传送带,带动玻璃纤维短切毡向右传动,当短切毡自由端移动至卷收夹具组件处时停止,将玻璃纤维短切毡自由端前后两侧角夹入卷收夹具组件内;
18.s2、当上料结束后,控制第一电动推杆伸出,推动刀板推动两侧的切刀向下移动,进而对玻璃纤维短切毡前后两侧进行沿左右方向的纵切,完成纵切后第一电动推杆收缩复位;
19.s3、控制卷收夹具组件将玻璃纤维短切毡切除的废料卷绕收集;
20.s4、控制玻璃纤维短切毡和传送带同步向右运动,完成进料;
21.s5、重复s2-s4对玻璃纤维短切毡进行加工处理,并通过传送带将加工好的玻璃纤维短切毡传送至设备右侧,通过收集辊可将其进行收集,完成加工。
22.有益效果
23.与现有技术相比,本发明的技术方案具有以下优点:
24.1、本发明通过设置卷收夹具组件,同时设置第一棘轮和棘齿条之间的配合,使得在切刀上升到最高点后,卷收夹具组件向左移动,通过第一棘轮和棘齿条的配合,使得卷收夹具组件转动,将切刀切下的废料卷在卷收夹具组件上,完成对废料的自动收集,无需人工收集降级工作人员的工作危险,保护工作人员的健康,同时节省人力;
25.2、本发明通过设置端面打磨轮,同时设置第二棘轮和棘齿条配合,使得卷收夹具组件向左移动时,端面打磨轮跟随移动,通过第二棘轮和棘齿条的配合,使得端面打磨轮转动,对玻璃纤维短切毡的切面进行打磨,进而使切面平整,进而降低玻璃纤维短切毡的使用风险;
26.3、本发明通过设置传动杆和摆动板,使得传动杆同时铰接在卷收夹具组件的第一棘轮和端面打磨轮的第二棘轮上,同时在传动杆上设置拨槽,使得摆动板上的拨杆在拨槽内滑动配合,同时摆动板铰接在连接板上,使得第一棘轮转动时,带动传动杆运动,进而通过拨杆带动摆动板进行摆动,进而将玻璃纤维短切毡切面上残留的碎屑拨下,使得玻璃纤维短切毡在收集和使用时不会有碎屑掉落,保证玻璃纤维短切毡的质量;
27.4、本发明通过设置缸体和收集盒,使得在进行废料收集、碎屑拨落、切面打磨的同时缸体向左伸出,推动连接板向左移动,此时缸体内的无杆腔增大,产生负压,使得气流通过收集盒进入无杆腔内,进而将拨落和打磨产生的碎屑吸进收集盒防止碎屑飞散在空气
中,避免被工作人员吸入,保护工作人员的身体健康;
28.5、本发明通过单向传动机构,使得在第一电动推杆伸出带动切刀进行切割时,由于传送带不动,进而使得单向传动机构控制缸体收缩不动,而在第一电动推杆收缩,带动切刀升上至最高点时,单向传动机构内定位块收缩,使得转环解除定位,缸体向左伸出,进行废料收集、碎屑拨落、跌面打磨和碎屑收集,在缸体完全伸出后,定位块伸出,将转环和转轮重新定位,传送带转动,通过拉绳和滑轮带动缸体收缩,收缩速度和玻璃纤维端切毡的移动速度相同,完成进料,在完成进料后,再次进行纵切,形成循环,控制简单,使用动力源较少,成本低且循环工作无需人工看管。
附图说明
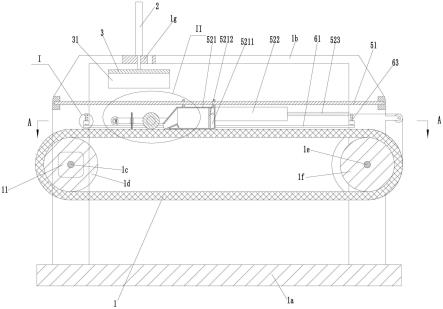
29.图1为本发明的剖视图;
30.图2为本发明图1中a-a方向的剖视图;
31.图3为本发明图2中b-b方向的剖视图;
32.图4为本发明图1中i处放大图;
33.图5为本发明图1中ii处放大图;
34.图6为本发明图2中iii处放大图;
35.图7为本发明图6中c-c方向的剖视图。
具体实施方式
36.请参阅图1-7所示,一种玻璃纤维短切毡的加工系统,包括底板1a,所述底板1a的前后两侧均设有竖直设置的门型架1b,两个门型架1b支架转动连接有沿前后方向设置的左转轴1c和右转轴1e,所述左转轴1c上固定设有左转轮1d,所述右转轴1e上固定设有右转轮1f,所述左转轮1d和右转轮1f之间设有向右传送的传送带1,其中一个门型架1b上固定设有用于驱动左转轴1c转动的第一电机11,所述门型架1b上在传送带1的前后两侧均设有卷收夹具组件,所述卷收夹具组件用于夹持玻璃纤维短切毡的右端并在玻璃纤维短切毡的前后两侧沿左右方向切断后卷收切掉的废料;两个门型架1b的上端之间设有沿前后方向设置的横板1g,所述横板1g上固定设有第一电动推杆2,所述第一电动推杆2的下端固定设有刀板3,所述刀板3的前后两侧均设有竖直向下延伸的切刀31,所述切刀31均沿左右方向设置,在第一电动推杆2伸出时,刀板3带动切刀31向下运动,将玻璃纤维短切毡的前后两侧沿左右方向切断。
37.进一步的,所述卷收夹具组件包括第一转轴5a,所述门型架1b上均固定设有沿左右方向设置的第一滑杆51,所述第一滑杆51上沿左右方向滑动连接有收集盒5213,所述收集盒5213上设有向左延伸的连接板57,所述第一转轴5a转动连接在连接板57内且沿前后方向设置,所述门型架1b内设有与第一转轴5a连接的第一传动组件,在连接板57向左运动时,所述第一传动组件驱动第一转轴5a转动,在连接板57向右运动时,第一传动组件不带动第一转轴5a转动;所述门型架1b上设有驱动组件,所述驱动组件与右转轴1e和收集盒5213连接,在右转轴1e带动传送带1向右传送时,所述驱动组件带动收集盒5213向右运动,在右转轴1e停止转动且驱动组件内的定位组件处于解锁位置时,所述驱动组件驱动收集盒5213向左运动;所述第一转轴5a伸向传送带1的一端设有凸块5c,所述凸块5c的端面延伸设有第一
定杆552,所述第一定杆552上铰接有连接臂5f,所述连接臂5f上设有夹杆551,所述凸块5c和第一转轴5a内设有第一槽孔5b,所述第一槽孔5b内滑动连接有第一滑块5d,所述第一滑块5d上设有伸出凸块5c的顶杆554,所述连接臂5f内设有动力槽5511,所述顶杆554的端部设有伸入动力槽5511内的凸轴5541,所述第一槽孔5b内设有用于迫使第一滑块5d带动顶杆554伸出凸块5c的第一弹簧555,所述凸轴5541与动力槽5511配合用于通过连接臂5f带动夹杆551转动;在卷收夹具组件夹持玻璃纤维短切毡时,玻璃纤维短切毡的右端位于夹杆551和第一定杆552内,在卷收夹具组件卷收玻璃纤维短切毡时,第一转轴5a带动夹杆551和第一定杆552转动。
38.所述第一传动组件包括第一棘轮553,所述第一棘轮553固定安装在第一转轴5a远离传送带1的一端,所述门型架1b的左右两侧均设有连接块1h,所述连接块1h内沿竖直方向滑动连接有第二滑杆6a,所述第二滑杆6a的上端设有凸边6b,两个第二滑杆6a的下端之间固定设有沿左右方向设置棘齿条61,所述连接块1h的上端和凸边6b之间设有套接在第二滑杆6a上的第二弹簧63,所述第二弹簧63用于迫使第二滑杆6a带动棘齿条61向上运动压紧在第一棘轮553的下侧,在连接板57带动第一转轴5a向左运动时,第一棘轮553与棘齿条61配合带动第一转轴5a转动,在连接板57带动第一转轴5a向右运动时,第一棘轮553不转动。
39.所述连接板57内在第一转轴5a的右侧转动连接有与第一转轴5a平行的第二转轴5e,所述第二转轴5e伸向传送带的一端固定设有端面打磨轮531,所述端面打磨轮531用于对玻璃纤维短切毡的切面打磨;所述第二转轴5e远离传送带1的一端固定设有位于棘齿条61上方且与棘齿条61啮合的第二棘轮532,在连接板57带动第二转轴5e向左运动时,第二棘轮532与棘齿条61配合带动第二转轴5e转动,第二转轴5e带动端面打磨轮531转动,在连接板57带动第二转轴5e向右运动时,第二棘轮532不转动。
40.所述第一棘轮553和第二棘轮532之间设有传动杆56,所述传动杆56沿左右方向设置;所述连接板57内铰接有摆动板541,所述摆动板541位于第一转轴5a和第二转轴5e之间,所述摆动板541沿左右方向摆动用于将玻璃纤维短切毡的切面上的碎屑拨落;所述传动杆56内设有拨槽561,所述摆动板541伸出传送带1的一端设有伸入拨槽561内的拨杆542,在第一棘轮553和第二棘轮532带动传动杆56做平面运动时,拨槽561与拨杆542配合带动摆动板541摆动。
41.所述驱动组件包括活塞体52a,所述收集盒5213上固定设有向右延伸的缸体522,所述活塞体52a沿左右方向滑动连接在缸体522内,所述活塞体52a的右端设有向右延伸且与门型架1b固定连接的活塞杆523,所述缸体522内在活塞体52a的左侧设有用于迫使缸体522向左运动的第三弹簧5223;所述缸体522的外侧设有凸板5222,所述右转轴1e的端部设有与凸板5222连接的单向传动机构,在右转轴1e带动传送带1向右传动时,所述单向传动组件通过凸板5222带动缸体522向右运动。所述单向传动机构包括固定安装在右转轴1e端部的转轮74,所述转轮74的外侧转动连接有转环71,所述转环71的内侧壁沿周向间隔均匀地设有多个棘齿槽7a,所述转环71的外圈直径与右转轮1f的直径相同;所述定位组件组件包括第二电动推杆75,所述第二电动推杆75沿径向固定安装在转轮74内,所述第二电动推杆75的伸缩端固定设有定位块76,在第二电动推杆75伸出时,所述定位块76伸入棘齿槽7a内,所述转轮74带动转环71转动,在第二电动推杆75收缩时,所述定位块76脱离棘齿槽7a内,所述转环71相对转轮74转动;所述门型架1b的右端外侧设有滑轮72,所述转环71上固定缠绕
有拉绳73,所述拉绳73经过滑轮72与凸板5222固定连接;在缸体522处于右端位置,且定位块76脱离棘齿槽7a时,所述第三弹簧5223迫使缸体522向左运动。所述缸体522内在活塞体52a的左侧形成无杆腔5224,所述活塞体52a内设有出气单向阀5231,所述缸体522内设有用于连通无杆腔5224和收集盒5213的进气单向阀5221,所述收集盒5213的左端设有收集口5213a,所述收集盒5213内靠近进气单向阀5221处固定设有滤板5212,在缸体522向左运动时,无杆腔5224内形成真空,收集盒5213内的空气经过进气单向阀5221进入无杆腔5224内,收集口5213a处的碎屑进入收集盒5213内且集中在滤板5212的左侧。
42.本实施例还提供一种用上述玻璃纤维短切毡的加工系统加工玻璃纤维短切毡的方法,包括以下步骤:
43.s1、启动传送带1,带动玻璃纤维短切毡向右传动,当短切毡自由端移动至卷收夹具组件处时停止,将玻璃纤维短切毡自由端前后两侧角夹入卷收夹具组件内;
44.s2、当上料结束后,控制第一电动推杆2伸出,推动刀板3推动两侧的切刀31向下移动,进而对玻璃纤维短切毡前后两侧进行沿左右方向的纵切,完成纵切后第一电动推杆2收缩复位;
45.s3、控制卷收夹具组件将玻璃纤维短切毡切除的废料卷绕收集;
46.s4、控制玻璃纤维短切毡和传送带1同步向右运动,完成进料;
47.s5、重复s2-s4对玻璃纤维短切毡进行加工处理,并通过传送带1将加工好的玻璃纤维短切毡传送至设备右侧,通过收集辊可将其进行收集,完成加工。
48.本实施例的上述s1中在将玻璃纤维短切毡自由端前后两侧角夹入卷收夹具组件内时,转动夹杆551将夹杆551和第一定杆552分开,由于凸轴5541在动力槽5511内滑动,使得夹杆551通过连接臂5f推动顶杆554带动第一滑块5d压缩第一弹簧555,在玻璃纤维短切毡自由端放入后,松开夹杆551,第三弹簧5223通过第一滑块5d、顶杆554、凸轴5541、动力槽5511、连接臂5f带动夹杆551压紧在第一定杆552上。
49.本实施例的上述s3中,卷收夹具组件工作将玻璃纤维短切毡切除的废料卷绕收集时,控制第一电动推杆2收缩,带动刀板3向上移动,当刀板3带动切刀31向上离开后,控制定位组件中的第二电动推杆75收缩,带动定位块76退出转环71内部的棘齿槽7a,使得转环71和传送带的右转轴1e不再定位,进而在第三弹簧5223作用下,推动缸体522向左移动,通过凸板5222拉动拉绳73,带动转环71、滑轮72转动,同时带动收集盒5213带动连接板57向左移动,进而带动第一棘轮553向左移动,通过第一棘轮553和棘齿条61的配合,带动第一转轴5a转动,进而将废料卷绕在卷绕夹具上,进行收集。
50.与此同时,在连接板57向左移动时,带动第二棘轮532向左移动,带动端面打磨轮531转动,进而对玻璃纤维短切毡的纵切面进行打磨,使切面平整。另外,由于传动杆56两端铰接在第二棘轮532和第一棘轮553上,进而带动传动杆56移动,由于拨杆542在拨槽561内滑动,摆动板541铰接在连接板57上,进而通过传动杆56带动摆动板541往复摆动,进而将玻璃纤维短切毡的纵切面内的碎屑拨落。由于缸体522向左移动,使得无杆腔5224增大,产生真空,空气通过收集盒5213穿过滤板5212、再通过进气单向阀5221进入无杆腔5224内,进而将碎屑吸入到收集盒5213内。
51.本实施例的上述s4中,当处理工作完成后,控制定位组件中的第二电动推杆75伸出,带动定位块76进入转环71内部的棘齿槽7a,使得转环71和转轮74定位,由于转轮74和传
送带的右转轴1e固定连接,启动传送带使其向右传送,同时带动转环71转动通过拉绳73向右拉动缸体522,使其克服第三弹簧5223向右移动,由于转环71和右转轮1f的直径相同,进而使得缸体522向右移动速度和传送带1传送速度相同,使得卷绕夹具和玻璃纤维短切毡没有相对位移,一同向右移动,由于第一棘轮553、第二棘轮532与棘齿条61之间的配合,再加上第二弹簧63的作用,使得第一棘轮553、第二棘轮532向右移动时不转动,当传送带带动玻璃纤维短切毡向右移动一定距离时,完成进料。
52.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1