一种锦纶66长丝梭织面料酸性数码印花制作工艺的制作方法
1.本发明涉及数码印花技术领域,更具体地说它涉及一种锦纶66长丝梭织面料酸性数码印花制作工艺。
背景技术:
2.锦纶,亦称尼龙或聚酰胺纤维,其面料有着优异的使用性能。在分子结构方面,锦纶的分子结构十分紧密,其单纤维耐磨性约是涤纶的4倍,吸湿率较高,在标准状态下锦纶6和锦纶66的吸湿率分别为4.0%、4.2%,比涤纶高出许多。
3.与涤纶相比,锦纶的软化点更低,其中锦纶6为180℃,锦纶66为230℃。由于锦纶属于缩聚物纤维,因此锦纶6较容易染色但不如锦纶66得色牢度稳定,锦纶6多用于服装,而锦纶66多用于工业用途。一直以来锦纶的数码印花尤其是锦纶66数码印花是个难题。
4.针对于锦纶66和锦纶6的区别而言,锦纶66的强度较大,融化后遇冷迅速凝固,比较不易上色,结晶组织结构紧密。具体到强度和硬度而言,单根纤维的锦纶66比锦纶6细,且锦纶66比锦纶6硬12%。且在理论上而言,硬度越高则纤维的脆性越大,即越容易断裂;具体到手感而言,锦纶66手感细密紧实,而锦纶6手感较松软,且锦纶66所形成的织物紧实细腻,具有手感舒适和强度高的效果,以广泛应用于军用材料;具体到染色性能而言,锦纶6的强度小且较为柔软,在融化后遇冷凝固较慢,结晶组织结构松散,上色简单,而锦纶66相反,其强度较大,且融化后遇冷迅速凝固,普遍适用于高档服装面料,且具有较不易上色和结晶组织结构紧密的特性;具体到熔点与弹性而言,锦纶6的熔点为220℃,而锦纶66的熔点为260℃,而较低的熔点使得锦纶6与锦纶66相比具有更好的回弹性,抗疲劳性及热稳定性。
5.在现有技术中,锦纶66长丝梭织面料因表面光滑和织物密度较高而导致的墨水不易渗透的,且导致数码印花工序长、细节多和亟需精确控制每一道工序以避免影响印花图案的清晰度、颜色深度、明暗对比度和花型的立体效果的问题,有待改进。
技术实现要素:
6.针对现有技术存在的不足,本发明的目的在于提供一种锦纶66长丝梭织面料酸性数码印花制作工艺,该锦纶66长丝梭织面料酸性数码印花制作工艺具有提升锦纶66长丝梭织面料得色率和色泽鲜艳度与减少表面浮色的效果。
7.为实现上述目的,本发明提供了如下技术方案:
8.一种锦纶66长丝梭织面料酸性数码印花制作工艺,包括依次进行的预处理、喷印、蒸化、水洗和后整理;所述预处理包括如下步骤:
①
、采用冷堆和电晕去除锦纶66长丝梭织面料表面浆料和杂质;
②
、采用吸湿整理经
①
处理的锦纶66长丝梭织面料;
③
、采用定型机两浸两轧经
②
处理的锦纶66长丝梭织面料以上印花浆。
9.通过采用上述技术方案,锦纶66长丝梭织面料首先经过预处理再进行后续的喷印、蒸化、水洗和后整理,使得经过预处理的锦纶66长丝梭织面料首先通过对锦纶66长丝梭织面料的穿透能力弱的电晕放电处理,使得电晕放电仅作用于锦纶66长丝梭织面料表面的
浅层,从而有效避免对锦纶66长丝梭织面料的本体性能造成不利影响,并有助于进一步提高清洁效能;与此同时,经过电晕放电处理的锦纶66长丝梭织面料在冷堆处理中与药剂充分接触,使得锦纶66长丝梭织面料中的纤维在平整而松弛的条件下充分膨胀和捻度释放,从而解决锦纶66长丝梭织面料在张力不同时产生褶皱的问题;在吸湿整理锦纶66长丝梭织面料时将促进浆料的渗透,以促进后道工序浆料对锦纶66长丝梭织面料的渗透能力;通过两浸两轧作业上浆则确保印花浆料的成膜均匀并且充分渗透,并使得数码印花上浆的预处理促进酸性墨水在打印面料上完美固着,使得该锦纶66长丝梭织面料酸性数码印花制作工艺具有提升锦纶66长丝梭织面料得色率和色泽鲜艳度与减少表面浮色的效果。
10.本发明进一步设置为:所述喷印为采用使用酸性墨水的数码印花机在经预处理的锦纶66长丝梭织面料的表面完成印花过程;所述蒸化为采用长环蒸化机对经喷印的锦纶66长丝梭织面料蒸化发色,并控制蒸化温度为108-110℃,蒸化时间为18-23分钟;所述后整理为采用防水剂进行表面防水处理和功能涂层加工。
11.通过采用上述技术方案,使得该锦纶66长丝梭织面料酸性数码印花制作工艺具有提升锦纶66长丝梭织面料得色率和色泽鲜艳度与减少表面浮色的效果。
12.本发明进一步设置为:所述水洗为采用平幅式水洗处理;其中,依次进行a、冷水清洗:采用浓度为1-2g/l的纯碱清洗10-15min;b、皂洗:采用浓度为1-2g/l的皂洗剂,控制温度为40℃并持续15-20min。
13.通过采用上述技术方案,对经蒸化处理的锦纶66长丝梭织面料进行有效的表面和纤维清洗,从而便于在后整理步骤中有效实现表面防水处理和功能涂层加工。
14.本发明进一步设置为:在步骤
①
中,所述冷堆为依次进行的配液和冷堆机冷轧处理、常温堆置12-24h、70℃预洗、常温水洗和烘干;且配液具体包括浓度为5-8g/l的渗透剂、5-8g/l的双氧水和16-18g/l的退浆精炼酶;所述70℃预洗采用10-12g/l的双氧水处理。
15.通过采用上述技术方案,通过渗透剂确保双氧水和退浆精炼酶对锦纶66长丝梭织面料的渗透迅速,保证锦纶66长丝梭织面料的纤维内外带液一致;与此同时,配液对锦纶66长丝梭织面料的纤维的作用柔和均一,以有效避免产生批间质量差异;且在常温密封堆置过程中,便于控制双氧水的有效分解,使得精炼过程缓和、均匀透彻,对锦纶66长丝梭织面料的纤维损伤小,各点毛效均一;有效避免锦纶66长丝梭织面料的纤维物理指标下降,克服锦纶66长丝梭织面料的质量差异,进而提高数码印花的重现性和一次成功率。
16.本发明进一步设置为:在步骤
①
中,所述电晕为采用电晕设备对锦纶66长丝梭织面料进行电晕处理,并控制电晕设备的电流为1-5a、功率为100-150w和处理时间为30-60s;且经所述电晕的锦纶66长丝梭织面料再进行冷堆机冷轧处理。
17.通过采用上述技术方案,经过电晕放电处理的锦纶66长丝梭织面料在冷堆处理中与药剂充分接触,使得锦纶66长丝梭织面料中的纤维在平整而松弛的条件下充分膨胀和捻度释放,从而解决锦纶66长丝梭织面料在张力不同时产生褶皱的问题。
18.本发明进一步设置为:在步骤
②
中,所述吸湿整理为采用定型机作业吸湿排汗定型,且采用浓度为10g/l的化学吸湿排汗助剂,并控制压力为0.4kgf/cm2、定型温度为150-160℃和定型时间为1分钟。
19.通过采用上述技术方案,吸湿整理起到有效提升锦纶66长丝梭织面料的限位渗透能力,从而达到提升酸性墨水的渗透和固着效果,并使得该锦纶66长丝梭织面料酸性数码
印花制作工艺具有提升锦纶66长丝梭织面料得色率和色泽鲜艳度与减少表面浮色的效果。
20.本发明进一步设置为:在步骤
③
中,采用上浆染料混合按质量比为1-3%的硫酸铵和2-4%的尿素作为底浆,并以与底浆质量比为1:3兑去离子水获得印花浆料以进行上印花浆;所述印花浆料的粘度为800-1000mpa.s,所述底浆的ph为4-6;且所述上印花浆的温度为25℃,并于所述上印花浆完毕后实施烘干作业,且所述烘干作业的温度为120-130℃,车速为10m/min。
21.通过采用上述技术方案,尿素起到显著提升酸性墨水的渗透能力的作用,并结合两浸两轧作业步骤延长锦纶66长丝梭织面料和印花浆料的接触时间,使得粘度为800-1000mpa.s的印花浆料在渗透进锦纶66长丝梭织面料的纤维内时,通过经过压辊作用力而提升表面成膜均匀度,以达到提升锦纶66长丝梭织面料的得色率和色泽鲜艳度与减少表面浮色的效果。
22.本发明进一步设置为:所述冷堆机包括储液浸泡箱,所述储液浸泡箱的两侧均设置有张力调节机构;两个所述张力调节机构的两端分别连接有位于所述储液浸泡箱外的面料进料辊和位于所述储液浸泡箱内的升降张紧辊;所述面料进料辊用于放置待冷轧处理的面料,并在牵引辊牵引锦纶66长丝梭织面料移动时转动;其中,所述张力调节机构分别固定在所述储液浸泡箱相应一侧的外侧壁上,并在所述储液浸泡箱体的相应两侧设置有供所述升降张紧辊穿出并与张力调节机构连接的箱体竖槽;所述面料进料辊的两端均设置有分别与相应的所述张力调节机构连接并驱动所述升降张紧辊做竖直升降往复运动的驱动件。
23.通过采用上述技术方案,面料进料辊用于放置待冷轧处理的面料,进而在牵引辊牵引锦纶66长丝梭织面料移动时,使得面料进料辊在释放锦纶66长丝梭织面料的同时做周向转动运动,以使得转动过程中的面料进料辊在连接张力调节机构的同时,实现驱动升降张紧辊做竖直升降往复运动的效果,以达到令锦纶66长丝梭织面料在冷轧处理过程中处于低张力运行状态的目的,使得锦纶66长丝梭织面料的纤维在平整而松弛的条件下充分膨胀和捻度释放,以有效解决锦纶66长丝梭织面料因张力不同或张力高而导致的褶皱产生的问题,从而显著提升接触手感。
24.本发明进一步设置为:所述驱动件为驱动齿轮,所述张力调节结构包括固定在所述储液浸泡箱外侧壁上的连接支架、固定在所述连接支架上的滑移支座以及与所述滑移支座上下转动连接的升降摆臂;所述升降摆臂的两端均设置有用于上下转动连接的铰接端部;
25.所述连接支架靠近所述升降张紧辊的一端设置有竖直限位部,所述竖直限位部内设置有升降竖槽;其中,靠近所述升降张紧辊的所述铰接端部上下转动连接有连接摆臂,且连接摆臂的下端上下转动连接有插接在所述升降竖槽内做竖直升降运动的升降块,所述升降块与所述升降张紧辊的相应一端转动连接;
26.所述连接支架靠近所述面料进料辊的一端转动连接有传动齿轮,所述传动齿轮转动连接有与所述连接支架固定的偏心转动柱,并在其一侧设置有同心圆形凹槽;其中,靠近所述面料进料辊的所述铰接端部插接在所述圆形凹槽中并做上下摆动运动;所述驱动齿轮连接有用于驱动所述传动齿轮做以所述偏心转动柱为轴的周向转动运动的传动皮带。
27.通过采用上述技术方案,驱动齿轮通过传动皮带带动传动齿轮做以偏心转动柱为轴的周向转动运动,进而将使得插接在圆形凹槽内的铰接端部随着传动齿轮的偏心转动而
以转动连接的滑移支座为转动轴做上下摆动运动,进而实现带动另一铰接端部上下转动连接的连接摆臂带动升降块在升降竖槽内做竖直升降运动,以使得升降张紧辊在抬升过程中促使面料进料辊做进一步的转动,以达到令通过升降张紧辊后的锦纶66长丝梭织面料在冷轧处理过程中处于低张力运行状态的目的,使得锦纶66长丝梭织面料的纤维在平整而松弛的条件下充分膨胀和捻度释放,以有效解决锦纶66长丝梭织面料因张力不同或张力高而导致的褶皱产生的问题,从而显著提升接触手感,使得该锦纶66长丝梭织面料酸性数码印花制作工艺具有提升锦纶66长丝梭织面料得色率和色泽鲜艳度与减少表面浮色的效果。
28.本发明进一步设置为:所述连接支架的两端之间设置有滑移横槽,所述滑移支座插接在所述滑移横槽内并做沿所述滑移横槽长度方向的往复移动;所述滑移横槽内插接有一端从所述连接支架内穿出的螺纹杆,所述偏心转动柱固定连接有同心同步蜗轮,所述同步蜗轮与所述螺纹杆啮合;其中,所述升降摆臂沿长度方向设置有调节长槽,所述滑移支座设置有立柱,所述立柱设置有插入所述调节长槽内的插接转动轴柱。
29.通过采用上述技术方案,驱动齿轮在面料进料辊转动过程中转动,由于牵引辊在保持锦纶66长丝梭织面料的移动线速度时,将使得面料进料辊的转动速度逐步增加,即随着锦纶66长丝梭织面料的进料,将使得驱动齿轮在转动一周过程中所释放的锦纶66长丝梭织面料逐步减少,因此将使得同步蜗轮带动螺纹杆转动的过程中使得滑移支座做远离面料进料辊一端的移动,以使得在靠近面料进料辊一端的铰接端部的上下摆动幅度保持一致的同时,另一端的铰接端部的上下摆动幅度逐步减小,从而达到有效调整张力调节程度的目的,具有灵活、高效和适应性强的效果。
30.综上所述,本发明具有以下有益效果:通过锦纶66长丝梭织面料首先经过预处理再进行后续的喷印、蒸化、水洗和后整理,使得经过预处理的锦纶66长丝梭织面料首先通过对锦纶66长丝梭织面料的穿透能力弱的电晕放电处理,使得电晕放电仅作用于锦纶66长丝梭织面料表面的浅层,从而有效避免对锦纶66长丝梭织面料的本体性能造成不利影响,并有助于进一步提高清洁效能;与此同时,经过电晕放电处理的锦纶66长丝梭织面料在冷堆处理中与药剂充分接触,使得锦纶66长丝梭织面料中的纤维在平整而松弛的条件下充分膨胀和捻度释放,从而解决锦纶66长丝梭织面料在张力不同时产生褶皱的问题;在吸湿整理锦纶66长丝梭织面料时将促进浆料的渗透,以促进后道工序浆料对锦纶66长丝梭织面料的渗透能力;通过两浸两轧作业上浆则确保印花浆料的成膜均匀并且充分渗透,并使得数码印花上浆的预处理促进酸性墨水在打印面料上完美固着;其中,冷堆为依次进行的配液和冷堆机冷轧处理、常温堆置12-24h、70℃预洗、常温水洗和烘干,且使得驱动齿轮在面料进料辊转动过程中转动,由于牵引辊在保持锦纶66长丝梭织面料的移动线速度时,将使得面料进料辊的转动速度逐步增加,即随着锦纶66长丝梭织面料的进料,将使得驱动齿轮在转动一周过程中所释放的锦纶66长丝梭织面料逐步减少,因此将使得同步蜗轮带动螺纹杆转动的过程中使得滑移支座做远离面料进料辊一端的移动,以使得在靠近面料进料辊一端的铰接端部的上下摆动幅度保持一致的同时,另一端的铰接端部的上下摆动幅度逐步减小,从而达到有效调整张力调节程度的目的,具有灵活、高效和适应性强的效果。
附图说明
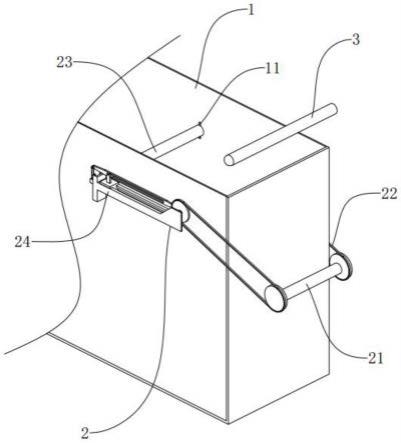
31.图1是本实施例的冷堆机的局部结构示意图;
32.图2是本实施例的张力调节机构的结构示意图;
33.图3是本实施例的张力调节机构的局部结构示意图。
34.附图标记说明:1、储液浸泡箱;11、箱体竖槽;2、张力调节机构;21、面料进料辊;211、驱动齿轮;22、传动皮带;23、升降张紧辊;24、连接支架;241、滑移横槽;242、竖直限位部;243、升降竖槽;25、传动齿轮;251、同步蜗轮;252、圆形凹槽;253、偏心转动柱;26、升降摆臂;261、调节长槽;262、铰接端部;27、滑移支座;271、立柱;272、插接转动轴柱;273、螺纹杆;28、连接摆臂;29、升降块;3、转向导辊。
具体实施方式
35.为使本发明的技术方案和优点更加清楚,以下将结合附图对本发明作进一步详细说明,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
36.需要提及的是,本技术技术方案的化学吸湿排汗助剂为拓纳化学吸湿排汗助剂;上浆染料为广州好本领公司的浆料skillfulpl-150。
37.以下将对本技术的锦纶66长丝梭织面料酸性数码印花制作工艺进行具体说明:
38.一种锦纶66长丝梭织面料酸性数码印花制作工艺,包括依次进行的预处理、喷印、蒸化、水洗和后整理;所述预处理包括如下步骤:
①
、采用冷堆和电晕去除锦纶66长丝梭织面料表面浆料和杂质;
②
、采用吸湿整理经
①
处理的锦纶66长丝梭织面料;
③
、采用定型机两浸两轧经
②
处理的锦纶66长丝梭织面料以上印花浆。因此,锦纶66长丝梭织面料首先经过预处理再进行后续的喷印、蒸化、水洗和后整理,使得经过预处理的锦纶66长丝梭织面料首先通过对锦纶66长丝梭织面料的穿透能力弱的电晕放电处理,使得电晕放电仅作用于锦纶66长丝梭织面料表面的浅层,从而有效避免对锦纶66长丝梭织面料的本体性能造成不利影响,并有助于进一步提高清洁效能;与此同时,经过电晕放电处理的锦纶66长丝梭织面料在冷堆处理中与药剂充分接触,使得锦纶66长丝梭织面料中的纤维在平整而松弛的条件下充分膨胀和捻度释放,从而解决锦纶66长丝梭织面料在张力不同时产生褶皱的问题;在吸湿整理锦纶66长丝梭织面料时将促进浆料的渗透,以促进后道工序浆料对锦纶66长丝梭织面料的渗透能力;通过两浸两轧作业上浆则确保印花浆料的成膜均匀并且充分渗透,并使得数码印花上浆的预处理促进酸性墨水在打印面料上完美固着,使得该锦纶66长丝梭织面料酸性数码印花制作工艺具有提升锦纶66长丝梭织面料得色率和色泽鲜艳度与减少表面浮色的效果。
39.其中,喷印为采用使用酸性墨水的数码印花机在经预处理的锦纶66长丝梭织面料的表面完成印花过程;蒸化为采用长环蒸化机对经喷印的锦纶66长丝梭织面料蒸化发色,并控制蒸化温度为108-110℃,蒸化时间为18-23分钟;水洗为采用平幅式水洗处理;其中,依次进行a、冷水清洗:采用浓度为1-2g/l的纯碱清洗10-15min;b、皂洗:采用浓度为1-2g/l的皂洗剂,控制温度为40℃并持续15-20min;后整理为采用防水剂进行表面防水处理和功能涂层加工。因此,水洗通过对经蒸化处理的锦纶66长丝梭织面料进行有效的表面和纤维清洗,从而便于在后整理步骤中有效实现表面防水处理和功能涂层加工,并使得该锦纶66长丝梭织面料酸性数码印花制作工艺具有提升锦纶66长丝梭织面料得色率和色泽鲜艳度
与减少表面浮色的效果。
40.需要提及的是,在预处理的步骤
①
中,冷堆为依次进行的配液和冷堆机冷轧处理、常温堆置12-24h、70℃预洗、常温水洗和烘干;且配液具体包括浓度为5-8g/l的渗透剂、5-8g/l的双氧水和16-18g/l的退浆精炼酶;所述70℃预洗采用10-12g/l的双氧水处理。因此,将通过渗透剂确保双氧水和退浆精炼酶对锦纶66长丝梭织面料的渗透迅速,保证锦纶66长丝梭织面料的纤维内外带液一致;与此同时,配液对锦纶66长丝梭织面料的纤维的作用柔和均一,以有效避免产生批间质量差异;且在常温密封堆置过程中,便于控制双氧水的有效分解,使得精炼过程缓和、均匀透彻,对锦纶66长丝梭织面料的纤维损伤小,各点毛效均一;有效避免锦纶66长丝梭织面料的纤维物理指标下降,克服锦纶66长丝梭织面料的质量差异,进而提高数码印花的重现性和一次成功率。与此同时,步骤
①
中的电晕为采用电晕设备对锦纶66长丝梭织面料进行电晕处理,并控制电晕设备的电流为1-5a、功率为100-150w和处理时间为30-60s;且经所述电晕的锦纶66长丝梭织面料再进行冷堆机冷轧处理,以使得经过电晕放电处理的锦纶66长丝梭织面料在冷堆处理中与药剂充分接触,使得锦纶66长丝梭织面料中的纤维在平整而松弛的条件下充分膨胀和捻度释放,从而解决锦纶66长丝梭织面料在张力不同时产生褶皱的问题。
41.在预处理的步骤
②
中,吸湿整理为采用定型机作业吸湿排汗定型,且采用浓度为10g/l的化学吸湿排汗助剂,并控制压力为0.4kgf/cm2、定型温度为150-160℃和定型时间为1分钟。吸湿整理起到有效提升锦纶66长丝梭织面料的限位渗透能力,从而达到提升酸性墨水的渗透和固着效果,并使得该锦纶66长丝梭织面料酸性数码印花制作工艺具有提升锦纶66长丝梭织面料得色率和色泽鲜艳度与减少表面浮色的效果。在预处理的步骤
③
中,采用上浆染料混合按质量比为1-3%的硫酸铵和2-4%的尿素作为底浆,并以与底浆质量比为1:3兑去离子水获得印花浆料以进行上印花浆;所述印花浆料的粘度为800-1000mpa.s,所述底浆的ph为4-6;且所述上印花浆的温度为25℃,并于所述上印花浆完毕后实施烘干作业,且所述烘干作业的温度为120-130℃,车速为10m/min。其中,尿素起到显著提升酸性墨水的渗透能力的作用,并结合两浸两轧作业步骤延长锦纶66长丝梭织面料和印花浆料的接触时间,使得粘度为800-1000mpa.s的印花浆料在渗透进锦纶66长丝梭织面料的纤维内时,通过经过压辊作用力而提升表面成膜均匀度,以达到提升锦纶66长丝梭织面料的得色率和色泽鲜艳度与减少表面浮色的效果。
42.如图1、图2、图3所示,在冷堆过程采用的冷堆机包括储液浸泡箱1。在储液浸泡箱1的两侧均设置有张力调节机构2。两个张力调节机构2的两端分别连接有位于储液浸泡箱1外的面料进料辊21和位于储液浸泡箱1内的升降张紧辊23。其中,面料进料辊21用于放置待冷轧处理的面料,并在牵引辊牵引锦纶66长丝梭织面料移动时转动。张力调节机构2分别固定在储液浸泡箱1相应一侧的外侧壁上,并在储液浸泡箱1体的相应两侧设置有供升降张紧辊23穿出并与张力调节机构2连接的箱体竖槽11。需要说明的是,在面料进料辊21的两端均设置有分别与相应的张力调节机构2连接并驱动升降张紧辊23做竖直升降往复运动的驱动件。因此,在面料进料辊21放置待冷轧处理的锦纶66长丝梭织面料的同时,其在牵引辊牵引锦纶66长丝梭织面料移动时,将使得面料进料辊21在释放锦纶66长丝梭织面料的同时做周向转动运动,并使得转动过程中的面料进料辊21在连接张力调节机构2的同时,实现驱动升降张紧辊23做竖直升降往复运动的效果,以达到令锦纶66长丝梭织面料在冷轧处理过程中
处于低张力运行状态的目的,令锦纶66长丝梭织面料的纤维在平整而松弛的条件下充分膨胀和捻度释放,以有效解决锦纶66长丝梭织面料因张力不同或张力高而导致的褶皱产生的问题,从而显著提升接触手感。
43.需要说明的是,驱动件为驱动齿轮211。张力调节结构包括固定在储液浸泡箱1外侧壁上的连接支架24、固定在连接支架24上的滑移支座27以及与滑移支座27上下转动连接的升降摆臂26,并在升降摆臂26的两端均设置有用于上下转动连接的铰接端部262。
44.其中,在连接支架24靠近升降张紧辊23的一端设置有竖直限位部242。竖直限位部242内设置有升降竖槽243。与此同时,靠近升降张紧辊23的所述铰接端部262上下转动连接有连接摆臂28,且连接摆臂28的下端上下转动连接有插接在升降竖槽243内做竖直升降运动的升降块29。升降块29与升降张紧辊23的相应一端转动连接。
45.在连接支架24靠近面料进料辊21的一端转动连接有传动齿轮25。传动齿轮25转动连接有与连接支架24固定的偏心转动柱253,并在其一侧设置有同心圆形凹槽252。靠近面料进料辊21的铰接端部262插接在圆形凹槽252中并做上下摆动运动。驱动齿轮211连接有用于驱动传动齿轮25做以偏心转动柱253为轴的周向转动运动的传动皮带22。因此,当驱动齿轮211通过传动皮带22带动传动齿轮25做以偏心转动柱253为轴的周向转动运动时,将使得插接在圆形凹槽252内的铰接端部262随着传动齿轮25的偏心转动而以转动连接的滑移支座27为转动轴做上下摆动运动,进而实现带动另一铰接端部262上下转动连接的连接摆臂28带动升降块29在升降竖槽243内做竖直升降运动,以使得升降张紧辊23在抬升过程中促使面料进料辊21做进一步的转动,以达到令通过升降张紧辊23后的锦纶66长丝梭织面料在冷轧处理过程中处于低张力运行状态的目的,使得锦纶66长丝梭织面料的纤维在平整而松弛的条件下充分膨胀和捻度释放,以有效解决锦纶66长丝梭织面料因张力不同或张力高而导致的褶皱产生的问题,从而显著提升接触手感,使得该锦纶66长丝梭织面料酸性数码印花制作工艺具有提升锦纶66长丝梭织面料得色率和色泽鲜艳度与减少表面浮色的效果。
46.需要说明的是,在连接支架24的两端之间设置有滑移横槽241。滑移支座27插接在滑移横槽241内并做沿滑移横槽241长度方向的往复移动。滑移横槽241内插接有一端从连接支架24内穿出的螺纹杆273,且偏心转动柱253固定连接有同心同步蜗轮251。同步蜗轮251与螺纹杆273啮合。其中,升降摆臂26沿长度方向设置有调节长槽261。相应的,在滑移支座27上设置有立柱271,且立柱271设置有插入调节长槽261内的插接转动轴柱272。因此,驱动齿轮211在面料进料辊21转动过程中转动,由于牵引辊在保持锦纶66长丝梭织面料的移动线速度时,将使得面料进料辊21的转动速度逐步增加,即随着锦纶66长丝梭织面料的进料,将使得驱动齿轮211在转动一周过程中所释放的锦纶66长丝梭织面料逐步减少,因此将使得同步蜗轮251带动螺纹杆273转动的过程中使得滑移支座27做远离面料进料辊21一端的移动,以使得在靠近面料进料辊21一端的铰接端部262的上下摆动幅度保持一致的同时,另一端的铰接端部262的上下摆动幅度逐步减小,从而达到有效调整张力调节程度的目的,具有灵活、高效和适应性强的效果。
47.与此同时,在储液浸泡箱1靠近面料进料辊21的一端上侧设置有转向导辊3,从而通过将面料进料辊21固定在储液浸泡箱1一端下侧降低上料难度,并使得转动导辊有效转动导向锦纶66长丝梭织面料的进料。
48.实施例一
49.一种锦纶66长丝梭织面料酸性数码印花制作工艺,包括依次进行的预处理、喷印、蒸化、水洗和后整理;所述预处理包括如下步骤:
①
、采用冷堆和电晕去除锦纶66长丝梭织面料表面浆料和杂质;
②
、采用吸湿整理经
①
处理的锦纶66长丝梭织面料;
③
、采用定型机两浸两轧经
②
处理的锦纶66长丝梭织面料以上印花浆。因此,锦纶66长丝梭织面料首先经过预处理再进行后续的喷印、蒸化、水洗和后整理,使得经过预处理的锦纶66长丝梭织面料首先通过对锦纶66长丝梭织面料的穿透能力弱的电晕放电处理,使得电晕放电仅作用于锦纶66长丝梭织面料表面的浅层,从而有效避免对锦纶66长丝梭织面料的本体性能造成不利影响,并有助于进一步提高清洁效能;与此同时,经过电晕放电处理的锦纶66长丝梭织面料在冷堆处理中与药剂充分接触,使得锦纶66长丝梭织面料中的纤维在平整而松弛的条件下充分膨胀和捻度释放,从而解决锦纶66长丝梭织面料在张力不同时产生褶皱的问题;在吸湿整理锦纶66长丝梭织面料时将促进浆料的渗透,以促进后道工序浆料对锦纶66长丝梭织面料的渗透能力;通过两浸两轧作业上浆则确保印花浆料的成膜均匀并且充分渗透,并使得数码印花上浆的预处理促进酸性墨水在打印面料上完美固着,使得该锦纶66长丝梭织面料酸性数码印花制作工艺具有提升锦纶66长丝梭织面料得色率和色泽鲜艳度与减少表面浮色的效果。
50.其中,喷印为采用使用酸性墨水的数码印花机在经预处理的锦纶66长丝梭织面料的表面完成印花过程;蒸化为采用长环蒸化机对经喷印的锦纶66长丝梭织面料蒸化发色,并控制蒸化温度为108℃,蒸化时间为18分钟;水洗为采用平幅式水洗处理;其中,依次进行a、冷水清洗:采用浓度为1g/l的纯碱清洗10min;b、皂洗:采用浓度为1g/l的皂洗剂,控制温度为40℃并持续15min;后整理为采用防水剂进行表面防水处理和功能涂层加工。因此,水洗通过对经蒸化处理的锦纶66长丝梭织面料进行有效的表面和纤维清洗,从而便于在后整理步骤中有效实现表面防水处理和功能涂层加工,并使得该锦纶66长丝梭织面料酸性数码印花制作工艺具有提升锦纶66长丝梭织面料得色率和色泽鲜艳度与减少表面浮色的效果。
51.需要提及的是,在预处理的步骤
①
中,冷堆为依次进行的配液和冷堆机冷轧处理、常温堆置12h、70℃预洗、常温水洗和烘干;且配液具体包括浓度为5g/l的渗透剂、5g/l的双氧水和16g/l的退浆精炼酶;所述70℃预洗采用10g/l的双氧水处理。因此,将通过渗透剂确保双氧水和退浆精炼酶对锦纶66长丝梭织面料的渗透迅速,保证锦纶66长丝梭织面料的纤维内外带液一致;与此同时,配液对锦纶66长丝梭织面料的纤维的作用柔和均一,以有效避免产生批间质量差异;且在常温密封堆置过程中,便于控制双氧水的有效分解,使得精炼过程缓和、均匀透彻,对锦纶66长丝梭织面料的纤维损伤小,各点毛效均一;有效避免锦纶66长丝梭织面料的纤维物理指标下降,克服锦纶66长丝梭织面料的质量差异,进而提高数码印花的重现性和一次成功率。与此同时,步骤
①
中的电晕为采用电晕设备对锦纶66长丝梭织面料进行电晕处理,并控制电晕设备的电流为1a、功率为100w和处理时间为30s;且经所述电晕的锦纶66长丝梭织面料再进行冷堆机冷轧处理,以使得经过电晕放电处理的锦纶66长丝梭织面料在冷堆处理中与药剂充分接触,使得锦纶66长丝梭织面料中的纤维在平整而松弛的条件下充分膨胀和捻度释放,从而解决锦纶66长丝梭织面料在张力不同时产生褶皱的问题。
52.在预处理的步骤
②
中,吸湿整理为采用定型机作业吸湿排汗定型,且采用浓度为10g/l的化学吸湿排汗助剂,并控制压力为0.4kgf/cm2、定型温度为150℃和定型时间为1分
钟。吸湿整理起到有效提升锦纶66长丝梭织面料的限位渗透能力,从而达到提升酸性墨水的渗透和固着效果,并使得该锦纶66长丝梭织面料酸性数码印花制作工艺具有提升锦纶66长丝梭织面料得色率和色泽鲜艳度与减少表面浮色的效果。在预处理的步骤
③
中,采用上浆染料混合按质量比为1%的硫酸铵和2%的尿素作为底浆,并以与底浆质量比为1:3兑去离子水获得印花浆料以进行上印花浆;所述印花浆料的粘度为800mpa.s,所述底浆的ph为4;且所述上印花浆的温度为25℃,并于所述上印花浆完毕后实施烘干作业,且所述烘干作业的温度为120℃,车速为10m/min。其中,尿素起到显著提升酸性墨水的渗透能力的作用,并结合两浸两轧作业步骤延长锦纶66长丝梭织面料和印花浆料的接触时间,使得粘度为800mpa.s的印花浆料在渗透进锦纶66长丝梭织面料的纤维内时,通过经过压辊作用力而提升表面成膜均匀度,以达到提升锦纶66长丝梭织面料的得色率和色泽鲜艳度与减少表面浮色的效果。
53.如图1所示,在冷堆过程采用的冷堆机包括储液浸泡箱1。在储液浸泡箱1的两侧均设置有张力调节机构2。两个张力调节机构2的两端分别连接有位于储液浸泡箱1外的面料进料辊21和位于储液浸泡箱1内的升降张紧辊23。其中,面料进料辊21用于放置待冷轧处理的面料,并在牵引辊牵引锦纶66长丝梭织面料移动时转动。张力调节机构2分别固定在储液浸泡箱1相应一侧的外侧壁上,并在储液浸泡箱1体的相应两侧设置有供升降张紧辊23穿出并与张力调节机构2连接的箱体竖槽11。需要说明的是,在面料进料辊21的两端均设置有分别与相应的张力调节机构2连接并驱动升降张紧辊23做竖直升降往复运动的驱动件。因此,在面料进料辊21放置待冷轧处理的锦纶66长丝梭织面料的同时,其在牵引辊牵引锦纶66长丝梭织面料移动时,将使得面料进料辊21在释放锦纶66长丝梭织面料的同时做周向转动运动,并使得转动过程中的面料进料辊21在连接张力调节机构2的同时,实现驱动升降张紧辊23做竖直升降往复运动的效果,以达到令锦纶66长丝梭织面料在冷轧处理过程中处于低张力运行状态的目的,令锦纶66长丝梭织面料的纤维在平整而松弛的条件下充分膨胀和捻度释放,以有效解决锦纶66长丝梭织面料因张力不同或张力高而导致的褶皱产生的问题,从而显著提升接触手感。
54.需要说明的是,驱动件为驱动齿轮211。张力调节结构包括固定在储液浸泡箱1外侧壁上的连接支架24、固定在连接支架24上的滑移支座27以及与滑移支座27上下转动连接的升降摆臂26,并在升降摆臂26的两端均设置有用于上下转动连接的铰接端部262。
55.其中,在连接支架24靠近升降张紧辊23的一端设置有竖直限位部242。竖直限位部242内设置有升降竖槽243。与此同时,靠近升降张紧辊23的所述铰接端部262上下转动连接有连接摆臂28,且连接摆臂28的下端上下转动连接有插接在升降竖槽243内做竖直升降运动的升降块29。升降块29与升降张紧辊23的相应一端转动连接。
56.在连接支架24靠近面料进料辊21的一端转动连接有传动齿轮25。传动齿轮25转动连接有与连接支架24固定的偏心转动柱253,并在其一侧设置有同心圆形凹槽252。靠近面料进料辊21的铰接端部262插接在圆形凹槽252中并做上下摆动运动。驱动齿轮211连接有用于驱动传动齿轮25做以偏心转动柱253为轴的周向转动运动的传动皮带22。因此,当驱动齿轮211通过传动皮带22带动传动齿轮25做以偏心转动柱253为轴的周向转动运动时,将使得插接在圆形凹槽252内的铰接端部262随着传动齿轮25的偏心转动而以转动连接的滑移支座27为转动轴做上下摆动运动,进而实现带动另一铰接端部262上下转动连接的连接摆
臂28带动升降块29在升降竖槽243内做竖直升降运动,以使得升降张紧辊23在抬升过程中促使面料进料辊21做进一步的转动,以达到令通过升降张紧辊23后的锦纶66长丝梭织面料在冷轧处理过程中处于低张力运行状态的目的,使得锦纶66长丝梭织面料的纤维在平整而松弛的条件下充分膨胀和捻度释放,以有效解决锦纶66长丝梭织面料因张力不同或张力高而导致的褶皱产生的问题,从而显著提升接触手感,使得该锦纶66长丝梭织面料酸性数码印花制作工艺具有提升锦纶66长丝梭织面料得色率和色泽鲜艳度与减少表面浮色的效果。
57.需要说明的是,在连接支架24的两端之间设置有滑移横槽241。滑移支座27插接在滑移横槽241内并做沿滑移横槽241长度方向的往复移动。滑移横槽241内插接有一端从连接支架24内穿出的螺纹杆273,且偏心转动柱253固定连接有同心同步蜗轮251。同步蜗轮251与螺纹杆273啮合。其中,升降摆臂26沿长度方向设置有调节长槽261。相应的,在滑移支座27上设置有立柱271,且立柱271设置有插入调节长槽261内的插接转动轴柱272。因此,驱动齿轮211在面料进料辊21转动过程中转动,由于牵引辊在保持锦纶66长丝梭织面料的移动线速度时,将使得面料进料辊21的转动速度逐步增加,即随着锦纶66长丝梭织面料的进料,将使得驱动齿轮211在转动一周过程中所释放的锦纶66长丝梭织面料逐步减少,因此将使得同步蜗轮251带动螺纹杆273转动的过程中使得滑移支座27做远离面料进料辊21一端的移动,以使得在靠近面料进料辊21一端的铰接端部262的上下摆动幅度保持一致的同时,另一端的铰接端部262的上下摆动幅度逐步减小,从而达到有效调整张力调节程度的目的,具有灵活、高效和适应性强的效果。
58.与此同时,在储液浸泡箱1靠近面料进料辊21的一端上侧设置有转向导辊3,从而通过将面料进料辊21固定在储液浸泡箱1一端下侧降低上料难度,并使得转动导辊有效转动导向锦纶66长丝梭织面料的进料。
59.实施例二
60.实施例二与实施例一的区别在于,实施例二中的蒸化为采用长环蒸化机对经喷印的锦纶66长丝梭织面料蒸化发色,并控制蒸化温度为109℃,蒸化时间为20分钟;水洗为采用平幅式水洗处理;其中,依次进行a、冷水清洗:采用浓度为1.5g/l的纯碱清洗13min;b、皂洗:采用浓度为1.5g/l的皂洗剂,控制温度为40℃并持续17min。
61.实施例三
62.实施例三与实施例一的区别在于,实施例三中的蒸化为采用长环蒸化机对经喷印的锦纶66长丝梭织面料蒸化发色,并控制蒸化温度为110℃,蒸化时间为23分钟;水洗为采用平幅式水洗处理;其中,依次进行a、冷水清洗:采用浓度为2g/l的纯碱清洗15min;b、皂洗:采用浓度为2g/l的皂洗剂,控制温度为40℃并持续20min。
63.实施例四
64.实施例四与实施例一的区别在于,实施例四中的预处理的步骤
①
中,冷堆为依次进行的配液和冷堆机冷轧处理、常温堆置18h、70℃预洗、常温水洗和烘干;且配液具体包括浓度为6.5g/l的渗透剂、6.5g/l的双氧水和17g/l的退浆精炼酶;所述70℃预洗采用11g/l的双氧水处理。电晕为采用电晕设备对锦纶66长丝梭织面料进行电晕处理,并控制电晕设备的电流为3a、功率为125w和处理时间为45s。
65.在预处理的步骤
②
中,吸湿整理为采用定型机作业吸湿排汗定型,且采用浓度为10g/l的化学吸湿排汗助剂,并控制压力为0.4kgf/cm2、定型温度为155℃和定型时间为1分
钟。在预处理的步骤
③
中,采用上浆染料混合按质量比为2%的硫酸铵和3%的尿素作为底浆,并以与底浆质量比为1:3兑去离子水获得印花浆料以进行上印花浆;所述印花浆料的粘度为900mpa.s,所述底浆的ph为5;且所述上印花浆的温度为25℃,并于所述上印花浆完毕后实施烘干作业,且所述烘干作业的温度为125℃,车速为10m/min。
66.实施例五
67.实施例五与实施例一的区别在于,实施例五中的预处理的步骤
①
中,冷堆为依次进行的配液和冷堆机冷轧处理、常温堆置24h、70℃预洗、常温水洗和烘干;且配液具体包括浓度为8g/l的渗透剂、8g/l的双氧水和18g/l的退浆精炼酶;所述70℃预洗采用12g/l的双氧水处理。电晕为采用电晕设备对锦纶66长丝梭织面料进行电晕处理,并控制电晕设备的电流为5a、功率为150w和处理时间为60s。
68.在预处理的步骤
②
中,吸湿整理为采用定型机作业吸湿排汗定型,且采用浓度为10g/l的化学吸湿排汗助剂,并控制压力为0.4kgf/cm2、定型温度为160℃和定型时间为1分钟。在预处理的步骤
③
中,采用上浆染料混合按质量比为3%的硫酸铵和4%的尿素作为底浆,并以与底浆质量比为1:3兑去离子水获得印花浆料以进行上印花浆;所述印花浆料的粘度为1000mpa.s,所述底浆的ph为6;且所述上印花浆的温度为25℃,并于所述上印花浆完毕后实施烘干作业,且所述烘干作业的温度为130℃,车速为10m/min。
69.性能测试:
70.1.色牢度测试:水洗牢度采用aatcc 61-2010标准测试,温度为50℃;耐摩擦色牢度采用aatcc 8-2001标准测试。
71.2.清晰度评定:根据印花线条的清晰度评定。
72.表一 锦纶66长丝梭织面料性能测试表
[0073][0074]
由表一可知,通过本技术的锦纶66长丝梭织面料酸性数码印花制作工艺具有显著提升锦纶66长丝梭织面料得色率和色泽鲜艳度与减少表面浮色的效果。
[0075]
综上,本技术通过锦纶66长丝梭织面料首先经过预处理再进行后续的喷印、蒸化、水洗和后整理,使得经过预处理的锦纶66长丝梭织面料首先通过对锦纶66长丝梭织面料的
穿透能力弱的电晕放电处理,使得电晕放电仅作用于锦纶66长丝梭织面料表面的浅层,从而有效避免对锦纶66长丝梭织面料的本体性能造成不利影响,并有助于进一步提高清洁效能;与此同时,经过电晕放电处理的锦纶66长丝梭织面料在冷堆处理中与药剂充分接触,使得锦纶66长丝梭织面料中的纤维在平整而松弛的条件下充分膨胀和捻度释放,从而解决锦纶66长丝梭织面料在张力不同时产生褶皱的问题;在吸湿整理锦纶66长丝梭织面料时将促进浆料的渗透,以促进后道工序浆料对锦纶66长丝梭织面料的渗透能力;通过两浸两轧作业上浆则确保印花浆料的成膜均匀并且充分渗透,并使得数码印花上浆的预处理促进酸性墨水在打印面料上完美固着;其中,冷堆为依次进行的配液和冷堆机冷轧处理、常温堆置12-24h、70℃预洗、常温水洗和烘干,且使得驱动齿轮211在面料进料辊21转动过程中转动,由于牵引辊在保持锦纶66长丝梭织面料的移动线速度时,将使得面料进料辊21的转动速度逐步增加,即随着锦纶66长丝梭织面料的进料,将使得驱动齿轮211在转动一周过程中所释放的锦纶66长丝梭织面料逐步减少,因此将使得同步蜗轮251带动螺纹杆273转动的过程中使得滑移支座27做远离面料进料辊21一端的移动,以使得在靠近面料进料辊21一端的铰接端部262的上下摆动幅度保持一致的同时,另一端的铰接端部262的上下摆动幅度逐步减小,从而达到有效调整张力调节程度的目的,具有灵活、高效和适应性强的效果。
[0076]
本技术涉及的“第一”、“第二”、“第三”、“第四”等(如果存在)是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的实施例能够以除了在这里图示或描述的内容以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法或设备固有的其它步骤或单元。
[0077]
需要说明的是,在本技术中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本技术要求的保护范围之内。
[0078]
本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1