新型封蜡防水抗变形三层地板的制作方法
1.本发明涉及家具领域,尤其涉及新型封蜡防水抗变形三层地板。
背景技术:
2.地板,即房屋地面或楼面的表面层,由木料或其他材料做成。地板的分类有很多,其中实木复合木地板分为三层实木复合地板、多层实木复合地板、新型实木复合地板三种,由于它是由不同树种的板材交错层压而成,因此克服了实木地板单向同性的缺点,干缩湿胀率小,具有较好的尺寸稳定性,并保留了实木地板的自然木纹和舒适的脚感,适合喜欢实木地板的自然唯美,又怕实木地板不稳定的消费群体。实木复合地板兼强化复合木地板的稳定性与实木地板的美观性于一体,而且具有环保优势,性能价值比较高的新型实木复合地板,应该是木地板行业发展的趋势。实木地板的缺点在于防潮能力不好,容易进水出现鼓胀变形等问题,新型实木复合地板相较于传统的实木地板,稳定性更佳。
3.封蜡地板主要的优点就是防水,但是因为答封蜡地板是四边封边,内部水分不易和外界交换,易产生变形和表面开裂现象,而且由于内部水份不能自由散发,还容易发生霉变。另外,内部游离甲醛不能快速散发,会导致表面释放量不达标,对家人身体形成长期危害。并且封蜡地板四边浸蜡,气温升高后,封蜡易液化,地板难清洁,不耐污,滋生细菌。对于三层复合地板而言这类问题会较多,因此结合新型实木复合地板与封蜡结构的环保地板还需要进一步改进研发。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的新型封蜡防水抗变形三层地板。
5.为了实现上述目的,本发明采用了如下技术方案:
6.新型封蜡防水抗变形三层地板,包括采用速生材压缩木的表层板、杉木材质的中层板、使用高密度基材板的底板,所述表层板、所述中层板、所述底板从上到下依次排列放置;所述表层板和所述中层板之间连接有主板和设置在所述主板两侧的侧板,所述主板和所述侧板之间连接有填板;所述中层板的底部设置与多个锯齿条,所述底板的顶部设置有锯齿槽,所述锯齿条嵌合在所述锯齿槽内;所述侧板和表层板之间、所述锯齿槽内均设置有胶合剂。
7.优选的,所述主板和所述侧板均倾斜排列,所述主板和两个侧板的截面均为底角是锐角的平行四边形。
8.优选的,所述主板的厚度大于所述侧板的厚度;所述主板的厚度为0.3~0.5cm,所述侧板的厚度为0.1~0.3cm。
9.优选的,其加工过程包括以下步骤:s1胚料分选;选择表层板所需的速生材压缩木、中层板所需的杉木、底板所需的高密度基材板,主板和侧板、填板均选用杨木;s2表面处理;将选取的胚料分别经过四面刨、框锯剖片、砂光等工序入库存放,等待组胚,表层板的厚
度为0.3~0.4mm,中层板的厚度为1.2~0.4mm,底板的厚度为0.5~0.9mm;s3初步组胚,将主板、侧板、填板通过黏胶粘接到中层板的顶部,在锯齿槽内填充胶合剂,粘合中层板和底板,同样粘合表层板和中层板;s4加压组胚;对初步组胚后的复合地板热压,热压时间4.5~6min,热压板面压力1~1.2mpa,热压温度95℃;s5上漆封蜡;完成组胚后,对表层板表面上漆,待漆面干后选用天然树蜡涂装到表层板的顶部。
10.优选的,在s2中,对所选木材进行干燥,干燥过程包括两个阶段:第一阶段;干球温度升至40℃;湿球温度升至35℃;升温速度0.25℃/h此时空气的相对湿度为77%,木材的平衡含水率为13.5%保持8—10h;第二阶段;干球温度保持40℃;湿球温度降至28℃;降温速度0.25℃/h此时空气的相对湿度为40%,木材的平衡含水率为6.7%,保持若干小时出窑。
11.优选的,所述胶合剂采用脲醛树脂胶胶粉、固化剂、改性剂混合制成,且胶粉与固化剂、改性剂的比例为10:2:1。
12.优选的,组胚时表层板的含水率为7%,底板的含水率为9%;在s2中切割板材的时候,板材的含水率控制在12%~14%。
13.本发明的有益效果为:本发明利用主板和侧板提升了表层板的粘合的稳定性,不同的排列方式也能避免表层板和中层板之间出现错位导致进潮,交错的锯齿回路不仅是提升了连接的稳定性,也能减少细菌滋生;不同厚度的主板和侧板结构,因为两侧缺乏支撑,也能避免木板中央鼓胀;在此基础上改进了木材在工艺加工过程中的干燥过程,使木板不会过湿导致更容易进潮,也不会因为过干出现开裂变形等问题。
附图说明
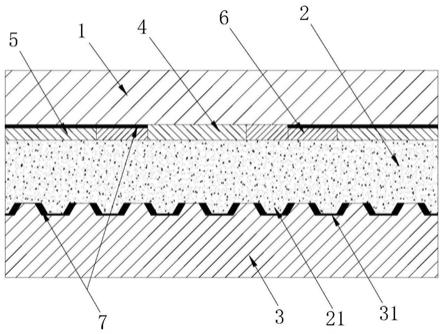
14.图1为本发明所述三层地板的截面图;
15.图2为结构板的放置俯视图;
16.图3为本本发明所述三层地板的加工流程图。
17.图中标号:1表层板,2中层板,21锯齿条,3底板,31锯齿槽,4主板,5侧板,6填板,7胶合剂。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
19.参照图1-图3,新型封蜡防水抗变形三层地板,包括采用速生材压缩木的表层板1、杉木材质的中层板2、使用高密度基材板的底板3,表层板1、中层板2、底板3从上到下依次排列放置;表层板1和中层板2之间连接有主板4和设置在主板4两侧的侧板5,主板4和侧板5之间连接有填板6;中层板2的底部设置与多个锯齿条21,底板3的顶部设置有锯齿槽31,锯齿条21嵌合在锯齿槽31内;侧板5和表层板1之间、锯齿槽31内均设置有胶合剂7。
20.在本实施例中,主板4和侧板5均倾斜排列,主板4和两个侧板5的截面均为底角是锐角的平行四边形。
21.在本实施例中,主板4的厚度大于侧板5的厚度;主板4的厚度为0.3~0.5cm,侧板5的厚度为0.1~0.3cm。
22.在本实施例中,其加工过程包括以下步骤:s1胚料分选;选择表层板1所需的速生
材压缩木、中层板2所需的杉木、底板3所需的高密度基材板,主板4和侧板5、填板6均选用杨木;s2表面处理;将选取的胚料分别经过四面刨、框锯剖片、砂光等工序入库存放,等待组胚,表层板1的厚度为0.3~0.4mm,中层板2的厚度为1.2~0.4mm,底板3的厚度为0.5~0.9mm;s3初步组胚,将主板4、侧板5、填板6通过黏胶粘接到中层板2的顶部,在锯齿槽31内填充胶合剂7,粘合中层板2和底板3,同样粘合表层板1和中层板2;s4加压组胚;对初步组胚后的复合地板热压,热压时间4.5~6min,热压板面压力1~1.2mpa,热压温度95℃;s5上漆封蜡;完成组胚后,对表层板1表面上漆,待漆面干后选用天然树蜡涂装到表层板1的顶部。
23.在本实施例中,在s2中,对所选木材进行干燥,干燥过程包括两个阶段:第一阶段;干球温度升至40℃;湿球温度升至35℃;升温速度0.25℃/h此时空气的相对湿度为77%,木材的平衡含水率为13.5%保持8—10h;第二阶段;干球温度保持40℃;湿球温度降至28℃;降温速度0.25℃/h此时空气的相对湿度为40%,木材的平衡含水率为6.7%,保持若干小时出窑。
24.在本实施例中,胶合剂7采用脲醛树脂胶胶粉、固化剂、改性剂混合制成,且胶粉与固化剂、改性剂的比例为10:2:1。
25.在本实施例中,组胚时表层板1的含水率为7%,底板3的含水率为9%;在s2中切割板材的时候,板材的含水率控制在12%~14%。
26.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
27.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
28.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1