一种新型磁瓦生产用模具结构的制作方法
[0001]
本实用新型涉及电机磁瓦加工领域,特别涉及一种新型磁瓦生产用模具结构。
背景技术:
[0002]
目前,对于瓦形永磁铁氧体产品生产通常是将有上凹模和下凸模组合的模具安装在模架的料腔中,料腔外围有充磁线圈,在料腔中注入料浆,压机使上凹模和下凸模挤压,同时充磁线圈通电产生磁场,在压制过程中同时完成充磁取向、抽水、退磁。
[0003]
这样的下凸模结构存在以下不足由于模具本身具有充磁铁芯的作用,而下凸模的突起,会使型腔内的磁场强度不能均匀分布,突起部分磁场强度较强,使瓦形永磁体产品的充磁取向不均匀,往往中部充磁强于两边,这一类磁瓦在作为定子使用过程中,发现其自身的磁场波形均呈马鞍形(如图3所示)。
[0004]
然而为了改善振动噪音,研究开发人员依靠改变磁瓦的磁场波形来实现性能优化,主要为将马鞍形的波形改进为正弦形(如图4所示),现有的手段主要为改变磁瓦模具来对磁瓦的外形尺寸进行改变,包括厚度、弧度等的变化(如图5所示),但是针对现有常规磁瓦产品(如图6所示)外形的改变不仅影响了磁瓦自身的结构强度等,也导致了产品用料的增加。
技术实现要素:
[0005]
本实用新型的目的是提供一种新型磁瓦生产用模具结构,其优点是有利于改善磁瓦的性能,满足正弦波形的磁场波形要求。
[0006]
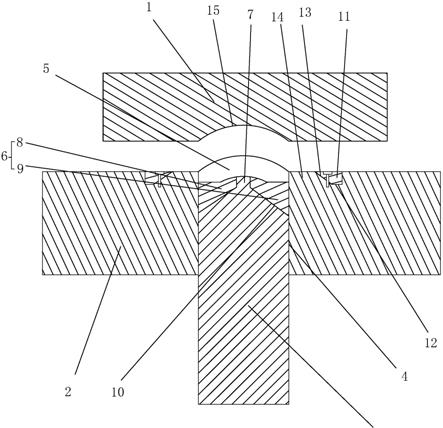
本实用新型的上述技术目的是通过以下技术方案得以实现的:一种新型磁瓦生产用模具结构,包括上模、型腔模和下模芯,型腔模的中部设有供下模芯穿插的中心孔,下模芯的顶端与上模之间围成磁瓦空腔,下模芯的顶端设有组合镶块和挡块,组合镶块包括镶块一和镶块二,镶块一与镶块二分设于挡块的两侧,下模芯的顶端两侧分别设有供镶块一和镶块二贴合的一对斜边,一对所述斜边关于挡块对称设置,所述中心孔孔口的两侧还设有磁力牵引块,所述组合镶块和型腔模均为非导磁材料。
[0007]
进一步的:所述型腔模上设有供磁力牵引块嵌设的固定槽,所述磁力牵引块通过螺栓与固定槽连接。
[0008]
进一步的:一对所述斜边之间呈90度设置。
[0009]
进一步的:所述磁力牵引块呈直角梯形。
[0010]
进一步的:所述固定槽靠近中心孔一侧的槽壁为斜槽边,所述中心孔两侧的斜槽边呈90度设置。
[0011]
进一步的:所述固定槽与中心孔之间设有间隔。
[0012]
进一步的:所述上模的底部设有弧形槽。
[0013]
进一步的:所述组合镶块与斜边之间焊接。
[0014]
综上所述,本实用新型具有以下有益效果:
[0015]
1、通过组装式的模具设计,以及采用非导磁和导磁材料的选择与布置,实现了模具内部稳定的充磁通路布局,进而能够满足加工人员对于磁瓦产品最终磁性性能的调整,以达到预设的整体充磁效果,满足最终产品能够实现正弦型的磁场波形要求。
附图说明
[0016]
图1是用于展现实施例中模具结构剖视图;
[0017]
图2是用于展现实施例中充磁流道示意图;
[0018]
图3是用于展现现有技术中磁瓦产品马鞍形磁感线波形图;
[0019]
图4是用于展现现有技术中磁瓦产品正弦形磁感线波形图;
[0020]
图5是用于展现现有技术中改进磁瓦外观图;
[0021]
图6是用于展现现有技术中磁瓦产品常规外观示意图。
[0022]
附图标记:1、上模;2、型腔模;3、下模芯;4、中心孔;5、磁瓦空腔;6、组合镶块;7、挡块;8、镶块一;9、镶块二;10、斜边;11、磁力牵引块;12、固定槽;13、斜槽边;14、间隔;15、弧形槽。
具体实施方式
[0023]
以下结合附图对本实用新型作进一步详细说明。
[0024]
实施例:一种新型磁瓦生产用模具结构,如图1所示,包括上模1、型腔模2和下模芯3,型腔模2采用不锈钢的材料制成,上模1与下模采用45#钢制成。在型腔模2的中部设有供下模芯3穿插的中心孔4,下模芯3从中心孔4插入,在上模1的底部设有弧形槽15,下模芯3的顶端与上模1之间围成磁瓦空腔5。
[0025]
下模芯3的顶端设有组合镶块6和挡块7,组合镶块6为50mn无磁钢的非导磁材料,组合镶块6包括镶块一8和镶块二9,镶块一8与镶块二9分设于挡块7的两侧,在下模芯3的顶端两侧分别设有供镶块一8和镶块二9贴合的一对斜边10,组合镶块6与斜边10之间焊接固定。同时一对斜边10关于挡块7对称设置,且满足一对斜边10之间呈90度。
[0026]
在中心孔4孔口的两侧还设有磁力牵引块11,磁力牵引块11为45#钢导磁条,型腔模2上设有供磁力牵引块11嵌设的固定槽12,磁力牵引块11通过螺栓实现与固定槽12的固定。
[0027]
磁力牵引块11呈直角梯形,在固定槽12与中心孔4之间设有间隔14,固定槽12靠近中心孔4一侧的槽壁为斜槽边13,且中心孔4两侧的斜槽边13之间呈90度设置。
[0028]
具体工作过程:通过上模1、型腔模2与下模芯3的组装,形成在组合镶块6、中心孔4和上模1弧形槽15之间区域的磁瓦空腔5内进行磁瓦的湿压成型。完成成型后,进行平行磁场充磁过程,由于该模具中,型腔模2与组合镶块6均采用非导磁材料,在进行充磁的过程中,形成固定的充磁流道(如图2所示),满足针对磁瓦产品充磁的过程中,磁场能够从挡块7以及固定槽12与中心孔4之间的间隔14部分通过进入磁瓦内,组合镶块6有助于提高磁瓦产品中心内弧的表磁磁性,同时利用两侧的磁力牵引块11能够实现将磁瓦产品中的磁场分布向两端的迁移,实现磁瓦产品的外弧表磁降低,最终达到磁瓦产品内弧表磁磁性强于外弧,以满足产品正弦波形的要求。
[0029]
本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领
域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1