不粘连煤矸石页岩烧结砖切坯机的制作方法
1.本发明涉及烧结砖成型设备技术领域,特别涉及一种不粘连煤矸石页岩烧结砖切坯机。
背景技术:
2.煤矸石页岩烧结砖主要用于铺设承重墙或非承重墙,它是以煤矸石为原料,经过粉碎、成型、干燥、焙烧等步骤形成的。烧结砖生产过程中利用挤压成型装置将砖料挤压成坯条,再利用切坯装置对坯条进行分切,制成砖坯。在切割成型过程中,通常采用切割绳进行切割,而切割后的砖胚湿度较高时,容易发生粘连,影响最终的烧结砖的品质。
技术实现要素:
3.有鉴于此,针对上述不足,有必要提出一种不粘连煤矸石页岩烧结砖切坯机。
4.一种不粘连煤矸石页岩烧结砖切坯机,包括中间辊道,所述中间辊道包括数个中间辊筒,数个中间辊筒一线排列,数个中间辊筒的水平高度不同。
5.优选地,相邻两个中间辊筒的水平高度不同。
6.优选地,所述不粘连煤矸石页岩烧结砖切坯机还包括过渡皮带机,所述过渡皮带机的输入端与中间辊道的输出端连接。
7.优选地,所述不粘连煤矸石页岩烧结砖切坯机还包括快速皮带机,所述快速皮带机的输入端与过渡皮带机的输出端连接。
8.优选地,所述不粘连煤矸石页岩烧结砖切坯机还包括过渡辊筒,所述过渡辊筒固设于过渡皮带机和快速皮带机之间。
9.优选地,所述不粘连煤矸石页岩烧结砖切坯机还包括机架,过渡辊筒、快速皮带机固设在机架上,所述过渡皮带机的输出端与过渡辊筒转动连接。
10.优选地,所述过渡皮带机包括第一机体、第一皮带、第一气缸,所述第一机体的一端悬空,所述第一机体的另一端与过渡辊筒转动连接,所述第一气缸的伸缩端与第一机体悬空的一端转动连接,所述第一气缸的固定端与机架转动连接。
11.优选地,所述不粘连煤矸石页岩烧结砖切坯机还包括切割机构,所述切割机构包括切割台、切割线、供料辊道、推板,所述切割台上均布一排切割线,所述切割台的输出端与中间辊道的输入端连接,所述切割台的输入端与供料辊道的输出端连接,所述供料辊道设有推板,所述推板用于推动供料辊道上的坯条穿过切割台,并被切割线切割成数个砖胚。
12.优选地,所述不粘连煤矸石页岩烧结砖切坯机还包括边角料剔除机构,所述边角料剔除机构包括横杆、边料切片,所述横杆固设在机架上,所述横杆设在中间辊道的上方,所述横杆的长度方向与中间辊道的宽度方向平行,所述边料切片为两个,分别设在横杆的两端,所述边料切片竖直设置,所述边料切片与横杆滑动连接。
13.优选地,所述不粘连煤矸石页岩烧结砖切坯机还包括按压机构,所述按压机构包括两个第二气缸、按压杆,所述按压杆设于中间辊道的上方,所述按压杆成长度方向与中间
辊道的宽度方向平行,所述按压杆的两端各设一个第二气缸,所述第二气缸的伸缩端与按压杆转动连接,所述第二气缸的固定端与机架转动连接。
14.与现有技术相比,本发明的有益效果在于:经过切割的砖胚从中间辊道的一端向另一端运行时,由于中间辊筒高低不平,一方面会造成运行阻力,使得中间辊道上相邻两排砖胚紧密跟随排列;另一方面,砖胚在高低不平的中间辊筒上移动时,会随着中间辊道的高度变化,不断的小角度转动,每排砖胚中,相邻两个砖胚难以始终同步移动,以至于发生相对转动,可消除切割过程后的局部点粘连,保证砖胚烧结后的外观无明显缺陷。
附图说明
15.图1为所述中间辊道的主视图。
16.图2为所述中间辊道的俯视图。
17.图3为所述不粘连煤矸石页岩烧结砖切坯机的主视图。
18.图4为所述不粘连煤矸石页岩烧结砖切坯机的俯视图。
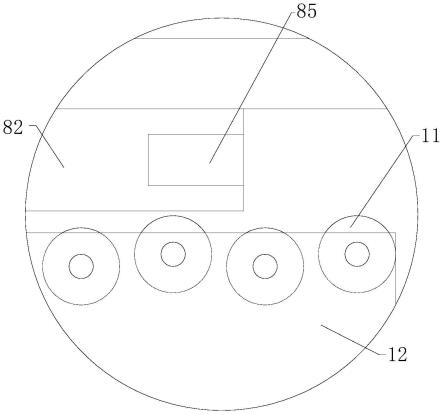
19.图中:中间辊道10、中间辊筒11、辊道支架12、边角料回收槽20、过渡皮带机30、第一机体31、第一皮带32、第一气缸33、快速皮带机40、第二机体41、第二皮带42、过渡辊筒50、机架60、切割机构70、切割台71、切割线72、供料辊道73、推板74、边角料剔除机构80、横杆81、边料切片82、连接螺杆83、锁紧螺母84、导流板85、按压机构90、第二气缸91、按压杆92。
具体实施方式
20.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.参见图1至图4,本发明实施例提供了一种不粘连煤矸石页岩烧结砖切坯机,包括中间辊道10,中间辊道10包括数个中间辊筒11,数个中间辊筒11一线排列,数个中间辊筒11的水平高度不同。
22.数个中间辊筒11的直径相同,数个中间辊筒11的轴线的水平高度不同。或者数个中间辊筒11的直径不同,数个中间辊筒11的轴线的水平高度相同。
23.中间辊道10还包括辊道支架12,数个中间辊筒11沿辊道支架12的长度方向一线排列,中间辊筒11的轴线方向与辊道支架12的宽度方向平行,数个中间辊筒11均相互平行设置。在中间辊道10的下方设置边角料回收槽20,用于回收废弃的砖坯角料。辊道支架12可以固定在地面上,或距离地面预定高度,抑或辊道支架12固设在边角料回收槽20上,边角料回收槽20置于地面上。
24.坯条被切除成砖胚,每次切割会形成一排砖胚,一排一排的砖胚依次被切割出来,再一排一排地通过中间辊道10。
25.与现有技术相比,本发明的有益效果在于:经过切割的砖胚从中间辊道10的一端向另一端运行时,由于中间辊筒11高低不平,一方面会造成运行阻力,使得中间辊道10上相邻两排砖胚紧密跟随排列;另一方面,砖胚在高低不平的中间辊筒11上移动时,会随着中间辊道10的高度变化,不断的小角度转动,
每排砖胚中,相邻两个砖胚难以始终同步移动,以至于发生相对转动,可消除切割过程后的局部点粘连,保证砖胚烧结后的外观无明显缺陷。
26.参见图1至图4,进一步,相邻两个中间辊筒11的水平高度不同。
27.在一个具体的实施方式中,中间辊筒11的轴线方向与数个中间辊筒11排列方向不垂直。
28.参见图1至图4,进一步,不粘连煤矸石页岩烧结砖切坯机还包括过渡皮带机30,过渡皮带机30的输入端与中间辊道10的输出端连接。
29.过渡皮带机30可以有效协调中间辊道10与快速皮带机40对砖坯的输送,过渡皮带机30先与中间辊道10的速度匹配,等待过渡皮带机30上装入预定排数的砖坯后,过渡皮带机30再与快速皮带机40的速度匹配,保证过渡皮带机30上的砖坯保持固定的排数周期输出。
30.参见图1至图4,进一步,不粘连煤矸石页岩烧结砖切坯机还包括快速皮带机40,快速皮带机40的输入端与过渡皮带机30的输出端连接。
31.参见图1至图4,进一步,不粘连煤矸石页岩烧结砖切坯机还包括过渡辊筒50,过渡辊筒50固设于过渡皮带机30和快速皮带机40之间。
32.参见图1至图4,进一步,不粘连煤矸石页岩烧结砖切坯机还包括机架60,过渡辊筒50、快速皮带机40固设在机架60上,过渡皮带机30的输出端与过渡辊筒50转动连接。
33.参见图1至图4,进一步,过渡皮带机30包括第一机体31、第一皮带32、第一气缸33,第一机体31的一端悬空,第一机体31的另一端与过渡辊筒50转动连接,第一气缸33的伸缩端与第一机体31悬空的一端转动连接,第一气缸33的固定端与机架60转动连接。
34.过渡皮带机30、快速皮带机40、中间辊道10的中心线共线。过渡辊筒50的长度方向与过渡皮带机30或快速皮带机40的宽度方向平行。快速皮带机40包括第二机体41、第二皮带42,在一个具体的实施例中,过渡辊筒50、第一皮带32、第二皮带42的上表面在一个水平面上。
35.参见图1至图4,进一步,不粘连煤矸石页岩烧结砖切坯机还包括切割机构70,切割机构70包括切割台71、切割线72、供料辊道73、推板74,切割台71上均布一排切割线72,切割台71的输出端与中间辊道10的输入端连接,切割台71的输入端与供料辊道73的输出端连接,供料辊道73设有推板74,推板74用于推动供料辊道73上的坯条穿过切割台71,并被切割线72切割成数个砖胚。
36.切割台71、供料辊道73也固设于机架60上,切割线72与切割台71垂直,或成预定角度,切割线72一线排列,相邻两个切割线72之间的距离等于砖胚的厚度。切割台71的长度方向与供料辊道73的长度方向最好垂直,切割台71、供料辊道73的上表面在同一平面内,推板74推动批号1的坯条穿过切割线72形成批号1的砖胚,然后返回,再推动批号2的坯条穿过切割线72形成批号2的砖胚,之后如法炮制;批号2的砖胚推动批号1的砖胚穿过中间辊道10,再进入过渡皮带机30,最后进入快速皮带机40。
37.在一个具体的实施例中,推板74是分块设计的,推板74的宽度与砖坯的厚度相同,数个推板74的前端面成小弧度弧形分布。推板74可用数个并排设置的液压缸代替,每一个液压缸单独推动一个砖胚移动。坯条在分割过程中始终由液压缸直接推动,直至条坯块分割成砖胚,每个液压缸可以独立调速。
38.参见图1至图4,进一步,不粘连煤矸石页岩烧结砖切坯机还包括边角料剔除机构80,边角料剔除机构80包括横杆81、边料切片82,横杆81固设在机架60上,横杆81设在中间辊道10的上方,横杆81的长度方向与中间辊道10的宽度方向平行,边料切片82为两个,分别设在横杆81的两端,边料切片82竖直设置,边料切片82与横杆81滑动连接。
39.横杆81上设有长条孔,边料切片82的顶部与连接螺杆83的一端连接,连接螺杆83的另一端穿过长条孔,并旋入锁紧螺母84,将边料切片82相对横杆81固定。边料切片82相对中间辊道10的外侧面设有导流板85,导流板85的一端与边料切片82连接,导流板85的另一端为自由端,导流板85与边料切片82成预定角度。导流板85与边料切片82的连接端形成尖端。
40.横杆81与机架60滑动连接,机架60上设有滑槽,横杆81上设有滑块,滑块与滑槽滑动配合,利用顶丝将滑块相对滑槽固定。
41.边料切片82在横杆81上的位置可调节,在生产过程中可根据砖坯的设计尺寸来调节两个边料切片82之间的距离,可以最大限度的减少废弃边料的产生。
42.参见图1至图4,进一步,不粘连煤矸石页岩烧结砖切坯机还包括按压机构90,按压机构90包括两个第二气缸91、按压杆92,按压杆92设于中间辊道10的上方,按压杆92成长度方向与中间辊道10的宽度方向平行,按压杆92的两端各设一个第二气缸91,第二气缸91的伸缩端与按压杆92转动连接,第二气缸91的固定端与机架60转动连接。
43.按压杆92的外表面最好包覆柔性材料,在压紧砖胚时,不会损伤砖胚。
44.一排砖坯从中间辊道10跨向过渡皮带机30的过程中,整排砖坯完全被按压杆92压着,避免砖坯散乱。
45.本发明实施例装置中的模块或单元可以根据实际需要进行合并、划分和删减。
46.以上所揭露的仅为本发明较佳实施例而已,当然不能以此来限定本发明之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本发明权利要求所作的等同变化,仍属于发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1