带装饰双色混凝土空心砌块制作方法与流程
1.本发明涉及建筑用砌块制造技术,具体为一种带装饰双色混凝土空心砌块制作方法。
背景技术:
2.传统的普通混凝土空心砌块,表面粗糙,没有装饰功能。
3.传统的装饰混凝土砌块,主要有条纹砌块、磨光砌块、露集料砌块、仿旧砌块等,这些砌块的特点是装饰层的材料与砌块本体的材料是同一种材料,这种砌块在选择材料时,如果使用普通的材料,其表面的质感及观感很差,颜色单调,如果使用色彩丰富、颗粒均匀的好材料,表面质感会具有装饰功能,但这种材料的价格高,如果整块砌块的材料都用这种材料,那材料使用量多,成本很高。
4.因为空心砌块的装饰面是立面,不能像路面砖一样在顶面铺装饰材料,所以要给空心砌块加上装饰面,必须等砌块保养好后,把砌块装饰面翻过来,再铺装装饰材料,这样需要再增加一条生产线来完成砌块翻转、定位、材料铺设、保养、码垛等工作。
技术实现要素:
5.针对现有技术的不足,本发明所要解决的技术问题是提出了一种在砌块成型的同时完成装饰面材料铺设的带装饰双色混凝土空心砌块制作方法。
6.能够解决上述技术问题的带装饰双色混凝土空心砌块制作方法,其施工的方案步骤为:
7.1、将普通面混凝土材料输送到料斗ⅰ,将装饰面混凝土材料输送到料斗ⅱ,所述料斗ⅰ设有一个入料口和n个出料口,所述料斗ⅱ设有一个入料口和(n-1)个出料口,料斗ⅰ和料斗ⅱ的入料口前、后并排设置,料斗ⅱ的(n-1)个出料口交叉设置在料斗ⅰ的n个出料口之间而在左、右向形成不同出料口的交替排列。
8.2、将料斗ⅰ和料斗ⅱ的出料口打开,各料斗内的材料同时落入布料车内而在左、右向排列的2n-1个存料区填满相间隔的两种材料。
9.3、将布料车推送至成型模具的上方,布料车内的材料同时落入成型模具内按行、列排列的多个模腔里,各模腔内的材料为左、右两边不同的种类。
10.4、模具压头下压成型,脱模后制成批量的双色空心砌块。
11.进一步,各双色空心砌块在保养后对其装饰面进行研磨、抛光加工。
12.本发明的有益效果:
13.1、本发明带装饰双色混凝土空心砌块制作方法中,对砌块成型机的料斗和布料车进行了技术改造,研发出砌块成型送料和布料新工艺,实现了装饰砌块的面层装饰材料与砌块本体的材料可以是不同的,可以实现面层装饰材料与砌块本体的材料同时布料并在一道工序里一起成型。
14.2、本发明实现了同一砌块在生产布料时砌块的左、右两边可以同时布不同的材
料。
附图说明
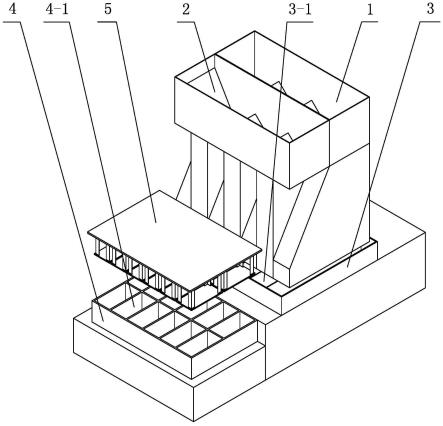
15.图1为本发明一种实施方式所用设备的轴测图。
16.图2(a)为图1实施方式设备中料斗ⅰ的轴测图。
17.图2(b)为图1实施方式设备中料斗ⅱ的轴测图。
18.图3为采用图1实施方式设备制作的双色空心砌块的轴测图。
19.图号标识:1、料斗ⅰ;2、料斗ⅱ;3、布料车;3-1、存料区;4、成型模具;4-1、模腔;5、模具压头;6、双色空心砌块。
具体实施方式
20.下面结合附图所示实施方式对本发明的技术方案作进一步说明。
21.本发明的设计原理为:要使一块双色空心砌块6在成型后砌块两边的材质不同,在成型前需在成型模具4的模腔4-1内的两边布置不同的材料,这就要求布料车3能够装有不同的材料,在布料时同时把不同的材料加持到模腔4-1内的两边,如图1、图3所示。
22.常规上,所述成型模具4的模腔4-1按前、后两排设置且每排设有六个腔位,共计12个模腔4-1,要实现在12个模腔4-1内的左、右两边加入不同的材料,需将布料车3设计成左、右向排列的七个存料区3-1,每个存料区3-1分别对应模腔4-1的一边,模腔4-1的左、右两边对应于布料车3内不同的存料区3-1,如此在布料时布料车3上不同存料区3-1的材料就能够投放至模腔4-1的左、右两边。
23.以此设计原理为基础,本发明带装饰双色混凝土空心砌块制作方法的实施需要在两方面对原有设备进行部分改造:
24.一、布料车3的技术改造方案。
25.将布料车3的内部设置成左、右向排列的七个前、后向的存料区3-1,如图1所示。
26.二、料斗的技术改造方案。
27.将设于布料车3上方的料斗设计为料斗ⅰ1和料斗ⅱ2,所述料斗ⅰ1设有一个入料口和设有左、右向等距间隔的四个出料口(自左向右分别定义为1#、3#、5#、7#出料口),所述料斗ⅱ2设有一个入料口和设有左、右向等距间隔的三个出料口(分别对位料斗ⅰ1的四个出料口之间形成的三个空位),三个出料口自左向右分别定义为2#、4#、6#出料口,两料斗所有出料口的长、宽尺寸均相同,料斗ⅱ2和料斗ⅰ1的入料口前、后并排设置,料斗ⅰ1的四个出料口与料斗ⅱ2的三个出料口交叉设置从而形成与布料车3内的七个存料区3-1对位的七个出料口,如图1、图2(a)、图2(b)所示。
28.本发明施工的方案步骤为:
29.1、用输送带将普通面混凝土材料(搅拌好的普通砂石和水泥等)通过入料口输送到料斗ⅰ1中。
30.2、用输送带将装饰面混凝土材料(搅拌好的根据配方确定的装饰面料)通过入料口输送到料斗ⅱ2中。
31.3、将料斗ⅰ1和料斗ⅱ2的出口打开,各料斗不同出料口的材料同时落入布料车3内对应的存料区3-1内而在七个存料区3-1(1#、2#、3#、4#、5#、6#、7#存料区3-1)内形成左、右
向交替排列的普通面混凝土材料与装饰面混凝土材料,即1#、3#、5#、7#存料区3-1为普通面混凝土材料,2#、4#、6#存料区3-1为装饰面混凝土材料。
32.4、液压缸将布料车3向前推送至成型模具4的上方,布料车3内的材料同时落入成型模具4的各模腔4-1内而在各模腔4-1内的左、右两边填充不同种类的材料。
33.5、成型模具4上方的模具压头5下压成型,脱模后制成12块双色空心砌块6,各双色空心砌块6一半为普通面混凝土材料,另一半为装饰面混凝土材料。
34.6、各双色空心砌块6在保养后,对其装饰面进行研磨、抛光加工,使其呈现出靓丽而丰富多彩的装饰色彩。
技术特征:
1.带装饰双色混凝土空心砌块制作方法,其施工的方案步骤为:
①
、将普通面混凝土材料输送到料斗ⅰ(1),将装饰面混凝土材料输送到料斗ⅱ(2),所述料斗ⅰ(1)设有一个入料口和n个出料口,所述料斗ⅱ(2)设有一个入料口和(n-1)个出料口,料斗ⅰ(1)和料斗ⅱ(2)的入料口前、后并排设置,料斗ⅱ(2)的(n-1)个出料口交叉设置在料斗ⅰ(1)的n个出料口之间而在左、右向形成不同出料口的交替排列;
②
、将料斗ⅰ(1)和料斗ⅱ(2)的出料口打开,各料斗内的材料同时落入布料车(3)内而在左、右向排列的(2n-1)个存料区填满相间隔的两种材料;
③
、将布料车(3)向前推送至成型模具(4)的上方,布料车(3)内的材料同时落入成型模具(4)内按行、列排列的多个模腔里,各模腔内的材料为左、右两边不同的种类;
④
、模具压头(5)下压成型,脱模后制成批量的双色空心砌块(6)。2.根据权利要求1所述的带装饰双色混凝土空心砌块制作方法,其特征在于:各双色空心砌块(6)在保养后再对其装饰面进行研磨、抛光加工。
技术总结
本发明公开了一种带装饰双色混凝土空心砌块制作方法,其施工步骤为:
技术研发人员:方南元 蒙世袍
受保护的技术使用者:广西亿品投资有限公司
技术研发日:2022.08.29
技术公布日:2022/11/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1