铝镁质无水炮泥制备工艺及其混料系统的制作方法
1.本发明涉及无水炮泥加工设备技术领域,具体涉及铝镁质无水炮泥制备工艺及其混料系统。
背景技术:
2.无水炮泥是现代炼铁高炉用于堵铁口的耐火材料,其性能的优劣直接关系到高炉能否安全运行。随着高炉大型化、高风压、大量渣铁的排出,对堵铁口的炮泥质量要求越来越高。总体讲,高炉不出铁渣熔液时,无水炮泥填充在铁口内,使铁口维持足够的深度;高炉出铁时,铁口内的炮泥中心被钻出孔道,铁渣熔液通过孔道排出炉外,这要求炮泥维持铁口孔径稳定,出铁均匀,最终出净炉内的铁渣熔液。
3.为了保障无水炮泥良好的可塑性和粘结性,使其容易挤进并填满空间和缝隙,高温烧后体积能收缩小、不产生裂纹、烧结性好、耐压强度高、耐冲刷、耐侵蚀等性能。无水炮泥需要在搅拌机中充分搅拌、碾压一定时间。
4.在申请号为cn202120683637.0的专利文件中公开了一种高性能无水炮泥加工用搅拌装置,包括u形支撑架;所述u形支撑架的外侧面设有控制开关组和第三减速电机,u形支撑架通过设置在其外侧面上端的第二转轴连接有混料桶,所述第三减速电机的输出轴通过联轴器与第二转轴的端部相连,u形支撑架通过设置在其外侧面上端左右两侧的电动升降机构连接有升降台,本高性能无水炮泥加工用搅拌装置,可以很方便的进行装卸料,而且可以对原料进行高效的快速碾压搅拌,有效提高了无水炮泥的加工效率,通过第一减速电机可以带动两个搅拌轴旋转,使得混料桶内部的物料可以搅拌的更加充分,搅拌装置运行时,通过液压升降杆和卡块可以对混料桶的位置进行固定,有效提高了混料桶的稳定性。
5.但是,其在实际应用的过程中仍存在以下不足:第一,搅拌效率低,因为其需要频繁的人工手动更换混料桶,并为混料桶中添加粉料和水,这使得无疑会增加混料工序的时长,从而增加生产成本。
6.第二,搅拌效果差,因为无水炮泥在进行混料搅拌时,其需要严格保证含水量,不然会使得后续在生产出的无水炮泥质量不达标,然而上述对比文件中的装置并不能实现对这一目的;此外,无水炮泥原料的粉料直径较小,容易产生团聚,上述对比文件中的装置并不能很好的解决这一问题,即述对比文件中的装置在对粉料进行搅拌时存在死角。
技术实现要素:
7.本发明的目的是为了解决现有技术中存在的缺点,解决上述背景技术中提出的问题。
8.为了实现上述目的,本发明采用了如下技术方案:铝镁质无水炮泥混料系统,包括基座,所述基座上安装有相互配合的摇摆组件和混料组件。
9.更进一步地,所述摇摆组件包括升降单元和旋转单元;所述升降单元包括液压升降杆和铰接头,所述基座顶角处均转动连接有铰接头,
所述铰接头分别固定安装在对应液压升降杆的顶端,所述液压升降杆均固定在地面上;所述旋转单元包括固定安装在基座上的定位台、转动连接在定位台上的转动台以及驱动转动台旋转的驱动电机。
10.更进一步地,所述铰接头的旋转轴相互平行;所述转动台外侧壁上设有环形齿条,所述驱动电机输出轴上的主动齿轮与环形齿条相啮合;所述基座上还设有用于罩住环形齿条和驱动电机的防尘罩。
11.更进一步地,所述混料组件包括混料筒、支架、伺服电机、水箱、水泵和水管,所述混料筒横放于转动台上,所述混料筒两端的端部均转动连接有的支架,两个所述支架对称地固定安装在转动台上,所述伺服电机设置在混料筒的一侧并驱动混料筒自转,所述混料筒靠近其两端端部的筒体上分别设有沿径向伸出的入料管、出料管,并且所述入料管和出料管在沿混料筒的径向上朝向相反,所述混料筒的内侧壁上对称地分布有一组沿径向延伸的叶片,所述水管从混料筒另一端的端部同轴且动密封式地伸入混料筒的内部,所述水管的输入端与设置在转动台上的水泵、水箱依次连接。
12.更进一步地,所述混料筒的外侧壁上还对称地密布有超声波振子,所述超声波振子的内端均设有超声波探头,所述超声波探头沿混料筒的径向且密封式的伸入混料筒内部;所述入料管、出料管和水管上设有电磁流量阀,所述水管输出端的管体内部呈特斯拉单向阀结构状,所述水管输出端的管口与其所在混料筒一端的底壁共面;所述混料筒的管体内部对称地埋设有一组电加热丝。
13.更进一步地,所述基座上还设有与混料组件相配合运料组件;所述运料组件包括承载板、导轨、电驱动滑块、支撑架、送料管、排料管、送料泵、排料泵、第一升降台、第一方形钢、第二方形钢、第三方形钢、第二升降台和直角弯管,所述承载板固定安装在基座的一侧,所述第一方形钢和第二方形钢分别设置在承载板上的两端,所述第一方形钢和第二方形钢管相互平行,并且所述第二方形钢高于第一方形钢,所述第一方形钢和第二方形钢上均设有同方向的导轨,所述导轨上均滑接有电驱动滑块,所述电驱动滑块上均设有支撑架,所述送料管、排料管分别安装在垂直方向上较高、在垂直方向较低的支架上,所述送料管的输出端、排料泵的输入端分别设有送料泵、排料泵,所述送料泵的输出端、排料泵的输入端均设有直角弯管,所述排料泵、送料泵分别固定安装在第一升降台、第二升降台上,所述第一升降台固定安装在转动台上的凹槽中,所述第二升降台固定安装在第三方形钢,所述第三方形钢固定安装在转动台。
14.更进一步地,所述直角弯管、送料管和排料管均采用硬质材料制成;所述第一升降台升高至最大高度时,安装在所述排料泵上的直角弯管的输入端与出料管之间可拆且密封式连接,所述第一升降台下降至最低高度时,安装在所述排料泵上的直角弯管的输入端与出料管之间完全分离;所述第二升降台升高至最大高度时,安装在所述送料泵上的直角弯管的输出端与入料管之间完全分离,所述第二升降台下降至最低高度时,安装在所述送料泵上的直角弯管的输入端与出料管之间可拆且密封式连接;所述送料泵的输入端还设有进气管,所述进气管上设有单向阀。
15.更进一步地,所述转动台上还设有姿态传感器,所述伺服电机和驱动电机上还均内置有角度传感器。
16.铝镁质无水炮泥制备工艺,包括以下步骤:s1,将摇摆组件、混料组件、运料组件、超声波振子、超声波探头、电磁流量阀、电加热丝、单向阀和姿态传感器与外部控制器进行电连接,向水箱中冲入适量的清水,将运料管的输入端与外部的原料仓连接,将排料管的输出端与外部的物料仓连接;s2,外部控制器在角度传感器的配合下指令驱动电机驱动转动台旋转指定的角度,从而让送料管、排料管中轴线与混料筒的中轴线向垂直,然后外部控制器指令伺服电机驱动混料筒旋转指定的角度,从而让入料管和出料管的中轴线与基座垂直,同时在垂直方向上,入料管高于出料管;s3,外部控制器在姿态传感器的配合下指令各个升降液压杆伸缩指定的长度,从而让混料筒呈现入料管一端高且出料管一端低的状态;s4,外部控制器指令第二升降台下降指定的高度,从而让送料泵上的直角弯管的输出端与入料管连接,然后外部控制器指令第二方形钢上的电驱动滑块向着混料筒的方向移动指定距离,从而让送料管与送料泵的输入端连接,然后外部控制器指令入料管上的电磁流量阀开启,然后指令送料泵启动并向混料筒中注入指定量的原料;s5,外部控制器指令运料泵关闭,指令入料管上的电磁流量阀关闭,指令第二方形钢上的电驱动滑块背离混料筒的方向移动指定距离,从而让送料管与送料泵的输入端完全分离,指令第二升降台升高指定的高度,从而让送料泵上的直角弯管的输出端与入料管完全分离;s6,外部控制器指令驱动电机按照预设的程序驱动转动盘旋转,同时外部控制器指令伺服电机按照预设的程序驱动混料筒旋转,同时外部控制器指令超声波振子启动,同时外部控制器指令电加热丝按照预设的程序启动,从而实现对混料筒中的原料进行干混;s7,外部控制器指令水管上的电磁流量阀开启,然后指令水泵启动并向混料筒中注入指定量的水,从而对混料筒中的原料进行搅拌;s8,外部控制器通过超声波探头实时检测混料筒中搅拌成型的物料的含水量是否达标,若达标则进入下述s9,若不达标则返回至上述s7;s9,外部控制其器指令驱动电机、伺服电机、升降液压杆、超声波振子和电加热丝关闭;s10,外部控制器在角度传感器的配合下指令驱动电机驱动转动台旋转指定的角度,从而让送料管、排料管中轴线与混料筒的中轴线向垂直,然后外部控制器指令伺服电机驱动混料筒旋转指定的角度,从而让入料管和出料管的中轴线与基座垂直,同时在垂直方向上,入料管高于出料管;s11,外部控制器在姿态传感器的配合下指令各个升降液压杆伸缩指定的长度,从而让混料筒呈现入料管一端高且出料管一端低的状态;s12,外部控制器指令第一升降台升高指定的高度,从而让排料泵上直角弯管的输入端与出料管之间连接,然后外部控制器指令第一方形钢上的电驱动滑块向着混料筒的方向移动指定距离,从而让排料管与排料泵的输出端连接,然后外部控制器指令出料管上的电磁流量阀开启,然后指令排料泵启动并将混料筒中的物料抽入至外部的物料仓中;s13,外部控制器指令排料泵关闭,指令出料管上电磁流量阀关闭,然后外部控制器指令第一方形钢上的电驱动滑块沿背着混料筒的方向移动指定距离,从而让排料管与排
料泵的输出端完全分离,然后外部控制器指令第一升降台下降指定的高度,从而让排料泵上直角弯管的输入端与出料管之间完全分离;s14,依次重复上述s4~s13,从而实现对下一批原料进行搅拌成型。
17.更进一步地,在所述s4中,送料泵在向混料筒中注入原料时,外部控制器还将指令超声波振子启动,从而避免原料在混料筒靠近入料管的一端堆积;在所述s12中,排料泵在工作时,外部控制器还将指定超声波振子启动,从而避免物料粘附混料筒的内壁上;在所述s12中,外部控制器还将指令第二升降台下降指定的高度,从而让送料泵上的直角弯管的输出端与入料管连接,然后指令入料管上的电磁流量阀开启,指令进气管上的单向阀开启,然后外部控制器指令送料泵和排料泵同时进行工作,从而通过送料泵向混料筒中注入空气,并在混料筒上入料管一端的内部形成正压,从而将聚集在混料筒上出料管一端内部的物料挤压进出料管中。
18.与现有技术相比,本发明的优点和积极效果在于,本发明通过在基座上安装有相互配合的摇摆组件和混料组件,摇摆组件包括升降单元和旋转单元,转动台上还设有姿态传感器,伺服电机和驱动电机上还均内置有角度传感器,混料组件包括混料筒、支架、伺服电机、水箱、水泵和水管,混料筒的外侧壁上还对称地密布有超声波振子,混料筒的管体内部对称地埋设有一组电加热丝,基座上还设有与混料组件相配合运料组件,运料组件包括承载板、导轨、电驱动滑块、支撑架、送料管、排料管、送料泵、排料泵、第一升降台、第一方形钢、第二方形钢、第三方形钢、第二升降台和直角弯管。
19.这样外部控制器便可以在姿态传感器、角度传感器、升降单元和运料组件的配合,从而对混料筒实现快速且自动化填充和排出物料;同时摇摆组件、混料组件、超声波振子和电加热丝的配合,从而实现对混料筒中物料进行快速且无死角的搅拌混匀,以达到令本发明在实际应用过程中相较于现有技术具有更高的搅拌效率和更好的搅拌效果。
附图说明
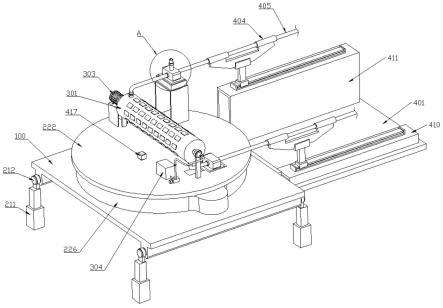
20.图1为本发明第一视角下的立体结构示意图;图2为本发明第二视角下运料组件从基座上分离时的爆炸示意图;图3为本发明第三视角下摇摆组件的爆炸示意图;图4为本发明第四视角下混料组件的立体结构示意图;图5为本发明第五视角下混料筒与超声波振子之间的安装示意图;图6为本发明第六视角下混料筒经过部分剖视后的立体结构示意图;图7为图1中a区域的放大图;图8为图6中b区域的放大图;图中的标号分别代表:100-基座;200-摇摆组件;210-升降单元;211-液压升降杆;212-铰接头;220-旋转单元;221-定位台;222-转动台;223-驱动电机;224-环形齿条;225-主动
齿轮;226-防尘罩;227-凹槽;300-混料组件;301-混料筒;302-支架;303-伺服电机;304-水箱;305-水泵;306-水管;307-入料管;308-出料管;309-超声波振子;310-超声波探头;311-电磁流量阀;312-电加热丝;313-叶片;400-运料组件;401-承载板;402-导轨;403-电驱动滑块;404-支撑架;405-送料管;406-排料管;407-送料泵;408-排料泵;409-第一升降台;410-第一方形钢;411-第二方形钢;412-第三方形钢;413-第二升降台;414-直角弯管;415-进气管;416-单向阀;417-姿态传感器。
具体实施方式
21.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和实施例对本发明做进一步说明。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
22.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用不同于在此描述的其他方式来实施,因此,本发明并不限于下面公开说明书的具体实施例的限制。
23.本实施例的铝镁质无水炮泥混料系统,参照图1-8:包括基座100,基座100上安装有相互配合的摇摆组件200和混料组件300。
24.摇摆组件200包括升降单元210和旋转单元220。
25.升降单元210包括液压升降杆211和铰接头212,基座100顶角处均转动连接有铰接头212,铰接头212分别固定安装在对应液压升降杆211的顶端,液压升降杆211均固定在地面上。
26.铰接头212的旋转轴相互平行。
27.旋转单元220包括固定安装在基座100上的定位台221、转动连接在定位台221上的转动台222以及驱动转动台222旋转的驱动电机223。
28.转动台222外侧壁上设有环形齿条224,驱动电机223输出轴上的主动齿轮225与环形齿条224相啮合。
29.为了避免在混料过程中有物料颗粒或其他杂质卡住环形齿条224和主动齿轮225,需要在基座100上设置一个用于罩住环形齿条224和驱动电机223的防尘罩226。
30.转动台222上还设有姿态传感器417(这样外部控制器便可以通过姿态传感器417实时监测基座100的倾斜状态),伺服电机303和驱动电机223上还均内置有角度传感器(这样外部控制器便可以通过角度传感器来监测混料筒301的实时状态、转动台222的实时状态)。
31.混料组件300包括混料筒301、支架302、伺服电机303、水箱304、水泵305和水管306,混料筒301横放于转动台222上,混料筒301两端的端部均转动连接有的支架302,两个支架302对称地固定安装在转动台222上,伺服电机303设置在混料筒301的一侧并驱动混料筒301自转,混料筒301靠近其两端端部的筒体上分别设有沿径向伸出的入料管307、出料管308,并且入料管307和出料管308在沿混料筒301的径向上朝向相反,混料筒301的内侧壁上对称地分布有一组沿径向延伸的叶片313(其中,叶片313的作用在于混料筒301旋转时,对
混料筒301内部的原料进行搅拌),水管306从混料筒301另一端的端部同轴且动密封式地伸入混料筒301的内部,水管306的输入端与设置在转动台222上的水泵305、水箱304依次连接。
32.混料筒301的外侧壁上还对称地密布有超声波振子309,超声波振子309的内端均设有超声波探头310,超声波探头310沿混料筒301的径向且密封式的伸入混料筒301内部。
33.其中,超声波振子309的作用在于通过声波震动的方式来进一步提升混料筒301中物料的搅拌混合程度;同时,超声波探头310的作用在于监测混料筒301中物料混合程度(即,判断物料的含水量、混合程度等等参数是否达标)。
34.入料管307、出料管308和水管306上设有电磁流量阀311,水管306输出端的管口与其所在混料筒301一端的底壁共面,水管306输出端的管体内部呈特斯拉单向阀416结构状,这样可以避免混料筒301中的物料倒流进入水管306中。
35.混料筒301的管体内部对称地埋设有一组电加热丝312,这样可以提升混料筒301内部物料混合过程的效率。
36.基座100上还设有与混料组件300相配合运料组件400。运料组件400包括承载板401、导轨402、电驱动滑块403、支撑架404、送料管405、排料管406、送料泵407、排料泵408、第一升降台409、第一方形钢410、第二方形钢411、第三方形钢412、第二升降台413和直角弯管414,承载板401固定安装在基座100的一侧,第一方形钢410和第二方形钢411分别设置在承载板401上的两端,第一方形钢410和第二方形钢411管相互平行,并且第二方形钢411高于第一方形钢410,第一方形钢410和第二方形钢411上均设有同方向的导轨402,导轨402上均滑接有电驱动滑块403,电驱动滑块403上均设有支撑架404,送料管405、排料管406分别安装在垂直方向上较高、在垂直方向较低的支架302上,送料管405的输出端、排料泵408的输入端分别设有送料泵407、排料泵408,送料泵407的输出端、排料泵408的输入端均设有直角弯管414,排料泵408、送料泵407分别固定安装在第一升降台409、第二升降台413上,第一升降台409固定安装在转动台222上的凹槽227中,第二升降台413固定安装在第三方形钢412,第三方形钢412固定安装在转动台222。
37.直角弯管414、送料管405和排料管406均采用硬质材料制成。第一升降台409升高至最大高度时,安装在排料泵408上的直角弯管414的输入端与出料管308之间可拆且密封式连接,第一升降台409下降至最低高度时,安装在排料泵408上的直角弯管414的输入端与出料管308之间完全分离。第二升降台413升高至最大高度时,安装在送料泵407上的直角弯管414的输出端与入料管307之间完全分离,第二升降台413下降至最低高度时,安装在送料泵407上的直角弯管414的输入端与出料管308之间可拆且密封式连接。
38.送料泵407的输入端还设有进气管415,进气管415上设有单向阀416,并且进气管415上还外接有空气过滤器和干燥机,这样可以避免送料泵407在对混料管中物料施加正压排出时改变物料的含水量、污染物料。
39.铝镁质无水炮泥制备工艺,包括以下步骤:s1,将摇摆组件200、混料组件300、运料组件400、超声波振子309、超声波探头310、电磁流量阀311、电加热丝312、单向阀416和姿态传感器417与外部控制器进行电连接,向水箱304中冲入适量的清水,将运料管的输入端与外部的原料仓连接,将排料管406的输出端与外部的物料仓连接。
40.s2,外部控制器在角度传感器的配合下指令驱动电机223驱动转动台222旋转指定的角度,从而让送料管405、排料管406中轴线与混料筒301的中轴线向垂直,然后外部控制器指令伺服电机303驱动混料筒301旋转指定的角度,从而让入料管307和出料管308的中轴线与基座100垂直,同时在垂直方向上,入料管307高于出料管308。
41.s3,外部控制器在姿态传感器417的配合下指令各个升降液压杆伸缩指定的长度,从而让混料筒301呈现入料管307一端高且出料管308一端低的状态。
42.s4,外部控制器指令第二升降台413下降指定的高度,从而让送料泵407上的直角弯管414的输出端与入料管307连接,然后外部控制器指令第二方形钢411上的电驱动滑块403向着混料筒301的方向移动指定距离,从而让送料管405与送料泵407的输入端连接,然后外部控制器指令入料管307上的电磁流量阀311开启,然后指令送料泵407启动并向混料筒301中注入指定量的原料。
43.s5,外部控制器指令运料泵关闭,指令入料管307上的电磁流量阀311关闭,指令第二方形钢411上的电驱动滑块403背离混料筒301的方向移动指定距离,从而让送料管405与送料泵407的输入端完全分离,指令第二升降台413升高指定的高度,从而让送料泵407上的直角弯管414的输出端与入料管307完全分离。
44.s6,外部控制器指令驱动电机223按照预设的程序驱动转动盘旋转,同时外部控制器指令伺服电机303按照预设的程序驱动混料筒301旋转,同时外部控制器指令超声波振子309启动,同时外部控制器指令电加热丝312按照预设的程序启动,从而实现对混料筒301中的原料进行干混(这是为了打散粉料的团聚,同时通过物料之间的摩擦将粉料的棱角磨平,增加预混粉的流动性)。
45.s7,外部控制器指令水管306上的电磁流量阀311开启,然后指令水泵305启动并向混料筒301中注入指定量的水,从而对混料筒301中的原料进行搅拌。
46.s8,外部控制器通过超声波探头310实时检测混料筒301中搅拌成型的物料的含水量是否达标,若达标则进入下述s9,若不达标则返回至上述s7。
47.s9,外部控制其器指令驱动电机223、伺服电机303、升降液压杆、超声波振子309和电加热丝312关闭。
48.s10,外部控制器在角度传感器的配合下指令驱动电机223驱动转动台222旋转指定的角度,从而让送料管405、排料管406中轴线与混料筒301的中轴线向垂直,然后外部控制器指令伺服电机303驱动混料筒301旋转指定的角度,从而让入料管307和出料管308的中轴线与基座100垂直,同时在垂直方向上,入料管307高于出料管308。
49.s11,外部控制器在姿态传感器417的配合下指令各个升降液压杆伸缩指定的长度,从而让混料筒301呈现入料管307一端高且出料管308一端低的状态。
50.s12,外部控制器指令第一升降台409升高指定的高度,从而让排料泵408上直角弯管414的输入端与出料管308之间连接,然后外部控制器指令第一方形钢410上的电驱动滑块403向着混料筒301的方向移动指定距离,从而让排料管406与排料泵408的输出端连接,然后外部控制器指令出料管308上的电磁流量阀311开启,然后指令排料泵408启动并将混料筒301中的物料抽入至外部的物料仓中。
51.s13,外部控制器指令排料泵408关闭,指令出料管308上电磁流量阀311关闭,然后外部控制器指令第一方形钢410上的电驱动滑块403沿背着混料筒301的方向移动指定距
离,从而让排料管406与排料泵408的输出端完全分离,然后外部控制器指令第一升降台409下降指定的高度,从而让排料泵408上直角弯管414的输入端与出料管308之间完全分离。
52.s14,依次重复上述s4~s13,从而实现对下一批原料进行搅拌成型。
53.值得注意的是:在s4中,送料泵407在向混料筒301中注入原料时,外部控制器还将指令超声波振子309启动,从而避免原料在混料筒301靠近入料管307的一端堆积。
54.在s12中,排料泵408在工作时,外部控制器还将指定超声波振子309启动,从而避免物料粘附混料筒301的内壁上。
55.在s12中,外部控制器还将指令第二升降台413下降指定的高度,从而让送料泵407上的直角弯管414的输出端与入料管307连接,然后指令入料管307上的电磁流量阀311开启,指令进气管415上的单向阀416开启,然后外部控制器指令送料泵407和排料泵408同时进行工作,从而通过送料泵407向混料筒301中注入空气,并在混料筒301上入料管307一端的内部形成正压,从而将聚集在混料筒301上出料管308一端内部的物料挤压进出料管308中。
56.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1