一种基于陶瓷材料的3D打印成型方法与流程
本发明涉及负泊松比三浦折纸结构材料,特别涉及一种基于陶瓷材料的3d打印成型方法。
背景技术:
1、3d打印技术本质上是一种使用光聚合和纸张层压的快速成型设备,在创建对象方面优于现有的制造方法,简化了制造过程,缩短了产品开发周期。3d打印(快速成型)制造过程的快速、结构形体复杂性无限制等技术特性使其适用于电子产品的单件、多品种小批量研制,以及采用传统制造方式难以实现的机电结合、结构功能一体的复杂组件的制备。3d打印技术结合了材料技术、数字建模、信息处理等多领域的前沿技术,打破了传统加工的思维模式,被视为“第三次工业革命最具标志性的生产工具”。经过多年的不断发展,3d打印已广泛应用于不同行业,而相对应的技术也是种类繁多。当前市场中所运用3d打印技术主要是应用离散和堆积原理组合而成,在此基础上通过对材料不断的叠加和积累,从而对产品进行操作和制造。这项技术在应用的过程中需要采用电子计算机进行密切配合,通过电子计算机就可以将已经定型成零件的3d模型根据产品生产设计所需要的厚度进行自主切割。3d打印其过程是首先获得零件的三维cad模型,对模型进行分层切片处理,然后规划打印轨迹,进行逐点逐层堆积成形,最终打印成所需零件。然而,通过传统的网格化三维模型所创建的.stl格式模型在切片过程中,因为光栅化会出现很多锯齿现象,在打印后产品弧面会存在较多的锯齿问题,影响产品质量。
技术实现思路
1、有鉴于此,本发明提供了一种基于陶瓷材料的3d打印成型方法,以解决上述技术问题。
2、一种基于陶瓷材料的3d打印成型方法,其包括以下步骤:
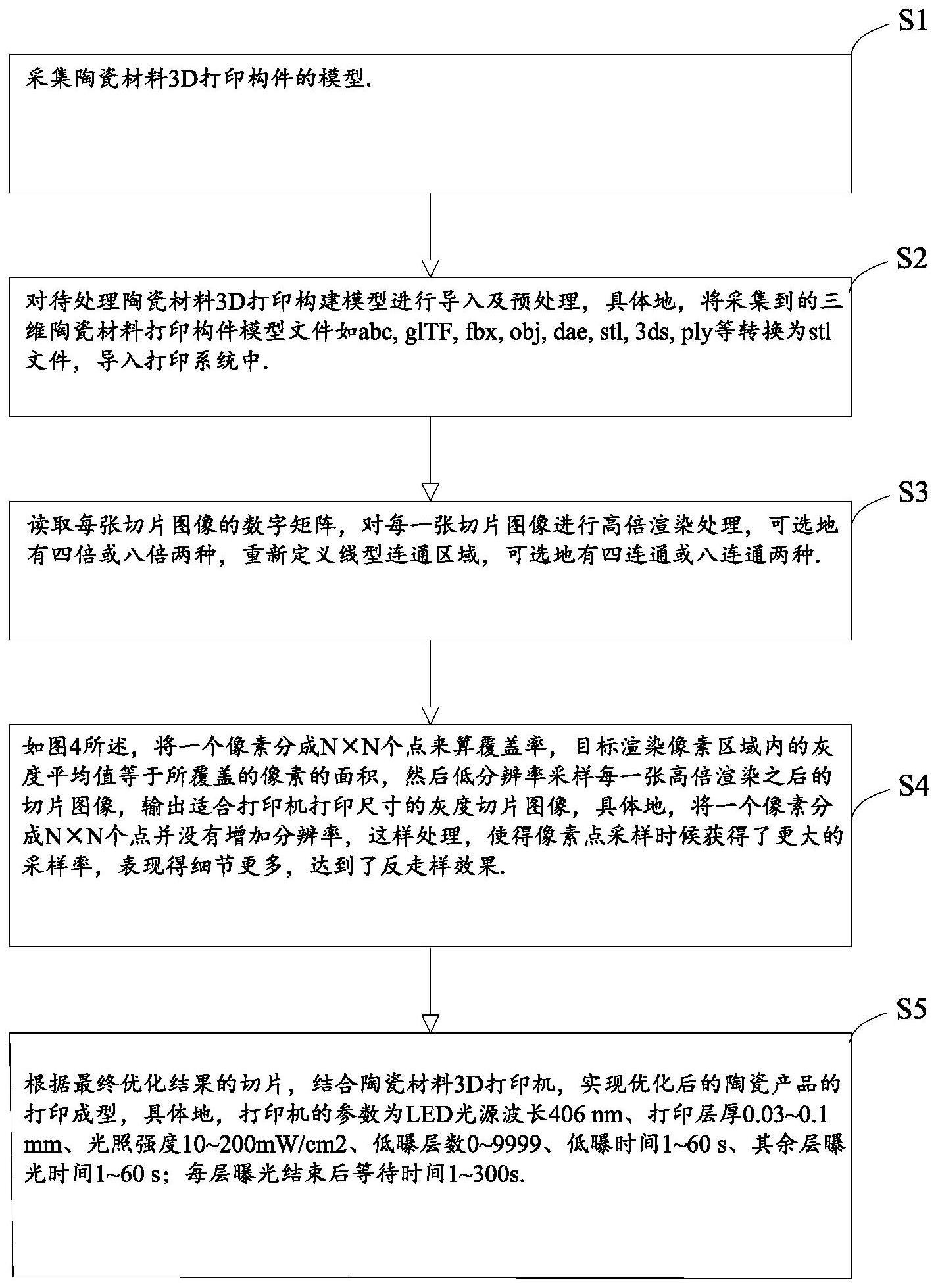
3、步骤s1:采集陶瓷材料3d打印构件的模型。
4、步骤s2:对待处理陶瓷材料3d打印构建模型进行导入及预处理。
5、步骤s3:对陶瓷材料3d打印构件模型进行三维切片,得到二维切片灰度图像信息。
6、步骤s4:读取每张切片图像的数字矩阵,对每一张切片图像进行高倍渲染处理,重新定义线型连通区域。
7、步骤s5:将一个像素分成n×n个点来算覆盖率,目标渲染像素区域内的灰度平均值等于所覆盖的像素的面积,然后低分辨率采样每一张高倍渲染之后的切片图像,输出适合打印机打印尺寸的灰度切片图像。
8、步骤s6:根据最终优化结果的切片,结合陶瓷材料3d打印机,实现优化后的陶瓷产品的打印成型。
9、进一步地,将采集到的三维陶瓷材料打印构件模型文件如abc,gltf,fbx,obj,dae,stl,3ds,ply等转换为stl文件,导入打印系统中。
10、进一步地,在上述步骤s3中,在装有独立切片及打印一体系统的陶瓷打印机中,系统加载预处理模型的.stl文件,使用切片功能,输出打印模型的二维切片.png格式图像。
11、进一步地,在上述步骤s4中,高倍渲染处理为四倍或八倍,定义线型连通区域为四连通或八连通。
12、进一步地,在上述步骤s6中,打印机的参数为led光源波长406nm、打印层厚0.03~0.1mm、光照强度10~200mw/cm2、低曝层数0~9999、低曝时间1~60s、其余层曝光时间1~60s;每层曝光结束后等待时间1~300s。
13、与现有技术相比,本发明提供的负泊松比三浦折纸结构的氧化锆陶瓷在一般切片流程后加入切片图像优化功能就能达到抗锯齿优化打印效果,保留切片一般特征,抗锯齿效果得到优化,具体地,对每一张切片图像进行高倍渲染处理,重新定义线型连通区域,使得在高倍渲染下同一弧面被渲染的像素点更多。因此采用不同的渲染倍率,改变图像连通,可以渲染出不同效果,增加像素点和图像细节,使边缘像素数量有所增加,弧度完整,同时边缘细节增加也使得采样点的增多带来采样率提高,对后续的采样失真具有一定的优化效果,减少了原图信息丢失,一定程度上达到了抗锯齿化效果。在采样时,将一个像素分成n×n个点来算覆盖率,目标渲染像素区域内的灰度平均值等于所覆盖的像素的面积,这样并没有增加分辨率同时可以使像素点采样时候获得了更大的采样率,表现得细节更多,达到了反走样效果。
技术特征:
1.一种基于陶瓷材料的3d打印成型方法,其包括以下步骤:
2.如权利要求1所述的基于陶瓷材料的3d打印成型方法,其特征在于:在上述步骤s2中,将采集到的三维陶瓷材料打印构件模型文件如abc,gltf,fbx,obj,dae,stl,3ds,ply等转换为stl文件,导入打印系统中。
3.如权利要求1所述的基于陶瓷材料的3d打印成型方法,其特征在于:在上述步骤s3中,在装有独立切片及打印一体系统的陶瓷打印机中,系统加载预处理模型的.stl文件,使用切片功能,输出打印模型的二维切片.png格式图像。
4.如权利要求1所述的基于陶瓷材料的3d打印成型方法,其特征在于:在上述步骤s4中,高倍渲染处理为四倍或八倍,定义线型连通区域为四连通或八连通。
5.如权利要求1所述的基于陶瓷材料的3d打印成型方法,其特征在于:在上述步骤s6中,打印机的参数为led光源波长406nm、打印层厚0.03~0.1mm、光照强度10~200mw/cm2、低曝层数0~9999、低曝时间1~60s、其余层曝光时间1~60s;每层曝光结束后等待时间1~300s。
技术总结
一种基于陶瓷材料的3D打印成型方法,其包括以下步骤采集陶瓷材料3D打印构件的模型。导入模型并预处理。对模型进行三维切片,得到二维切片灰度图像信息。读取每张切片图像的数字矩阵,对每一张切片图像进行高倍渲染处理,重新定义线型连通区域。使得在高倍渲染下同一弧面被渲染的像素点更多。因此采用不同的渲染倍率,改变图像连通,可以渲染出不同效果,增加像素点和图像细节,使边缘像素数量有所增加,弧度完整。将一个像素分成N×N个点来算覆盖率,这样并没有增加分辨率同时可以使像素点采样时候获得了更大的采样率,表现得细节更多,达到了反走样效果。然后低分辨率采样每一张高倍渲染之后的切片图像,输出打印。
技术研发人员:胡殿钦,姜焱林,高怡平,王耀静,赵喆
受保护的技术使用者:嘉兴饶稷科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!