一种混凝土级配智能化调整方法及系统与流程
本技术涉及混凝土级配的,尤其是涉及一种混凝土级配智能化调整方法及系统。
背景技术:
1、混凝土级配是混凝土配料的重要环节之一,混凝土级配是指将不同粒径的骨料按照一定比例进行混合,以达到理想的骨料排列状态和力学性能。混凝土级配的目的是使混凝土成型密实、抗压强度高、耐久性好,并且满足施工设计的要求。
2、混凝土配料机可以用来控制配料过程中各种原材料的比例和投入量,从而实现混凝土级配。混凝土配料机通常通过调整料斗、输送带、螺旋输送机等设备的速度和开启关闭程度,来控制原材料的投放量和比例。同时,混凝土配料机还可以根据混凝土的特定要求,通过计算机程序来自动化控制混凝土级配的精度和稳定性,提高施工效率和混凝土质量。
3、相关技术中,混凝土配料机通常是包含多个料仓,用于存放不同的原材料,并且在进行配料时,称重系统通常是依次对所需原材料进行称重,因此在混凝土生产中,混凝土配料过程会耗费比较长的时间。
技术实现思路
1、为了缩减混凝土配料的时间,以提高混凝土生产的效率,本技术提供一种混凝土级配智能化调整方法及系统。
2、第一方面,本技术提供的一种混凝土级配智能化调整方法,采用如下技术方案:
3、一种混凝土级配智能化调整方法,包括取料仓、出料组件、称重组件、回收组件和传送带:
4、接收配料单;
5、基于所述配料单中的原材料配比信息,控制所述出料组件同时开启所述取料仓内与所需原材料对应的储料区;
6、控制所述称重组件同时对开启的所述储料区排出的原材料进行称重;
7、接收各种原材料的重量值;
8、判断各个所述重量值是否与相应的预设的重量阈值匹配;
9、若存在相匹配,则控制所述称重组件将对应原材料投放至所述传送带;
10、若存在未匹配,则控制所述回收组件对接重量匹配的所述储料区的出料口,以回收重量匹配的原材料至相应的所述储料区。
11、通过采用上述技术方案,级配时,只需要接收配料单后,即可根据配料单中的原材料配比信息,控制出料组件同时开启原材料对应的储料区,各种原材料同步出料,且落至称重组件上,称重组件同时对各种原材料进行称重,在称重过程中,实时判断各个重量值是否与对应的重量阈值匹配,在存在有匹配时,说明该原材料已经达到要求,因此控制回收组件对接该原材料的出料口,使得原材料不在向称重组件上送料,不匹配的原材料继续向称重组件送料;控制满足要求的原材料对应的称重组件转动,以使得称重组件将该原材料投放至传送带上,传送带将该原材料传送至搅拌机构;由于仅需要一个取料仓,且称重组件同时对多种原材料进行称重,因此缩减了混凝土配料的时间,提高了混凝土生产的效率。
12、可选的,所述控制所述回收组件对接重量匹配的所述储料区的出料口之后包括:
13、实时获取各个储料区内原材料的容量;
14、判断是否存在所述容量低于预设的补料容量的储料区;
15、若是,则发送补料信号。
16、通过采用上述技术方案,在获取各个储料区内原材料的实际容量后,判断是否存在容量低于补料容量的储料区,若存在,则发送补料信号,对相应的储料区进行补料,从而使得储料区内的原材料始终足够。
17、第二方面,本技术提供了一种混凝土级配智能化调整系统,采用如下技术方案:
18、一种混凝土级配智能化调整系统,包括:
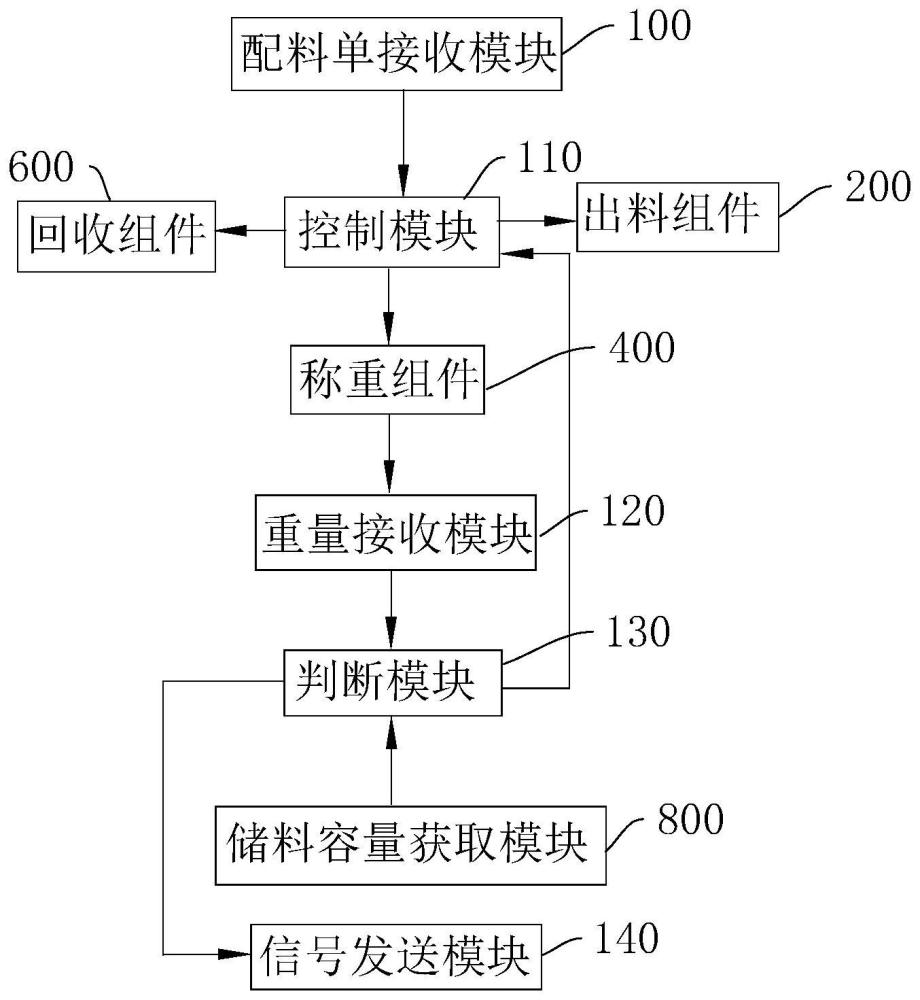
19、配料单接收模块,用于接收配料单;
20、出料组件,用于启闭取料仓内的储料区;
21、控制模块,基于所述配料单中的原材料配比信息,控制所述出料组件同时开启与所需原材料对应的储料区;
22、称重组件,用于同时对开启的所述储料区排出的原材料进行称重;
23、重量接收模块,用于接收各种原材料对应的重量值;
24、判断模块,用于判断各个所述重量值是否与相应的预设的重量阈值匹配;
25、所述控制模块用于在存在相匹配时,控制所述称重组件将对应原材料投放至传送带;
26、回收组件,用于对接重量匹配的所述储料区的出料口,以回收重量匹配的原材料至相应的所述储料区;所述控制模块用于在未存在相配时,控制所述回收组件动作。
27、通过采用上述技术方案,级配时,只需要接收配料单后,即可根据配料单中的原材料配比信息,控制出料组件同时开启原材料对应的储料区,各种原材料同步出料,且落至称重组件上,称重组件同时对各种原材料进行称重,在称重过程中,实时判断各个重量值是否与对应的重量阈值匹配,在存在有匹配时,说明该原材料已经达到要求,因此控制回收组件对接该原材料的出料口,使得原材料不在向称重组件上送料,不匹配的原材料继续向称重组件送料;控制满足要求的原材料对应的称重组件转动,以使得称重组件将该原材料投放至传送带上,传送带将该原材料传送至搅拌机构;由于仅需要一个取料仓,且称重组件同时对多种原材料进行称重,因此缩减了混凝土配料的时间,提高了混凝土生产的效率。
28、可选的,所述调整系统还包括:
29、储料容量获取模块,用于实时获取各个储料区内原材料的容量;
30、所述判断模块用于判断是否存在所述容量低于预设的补料容量的储料区;
31、信号发送模块,用于在所述判断模块判断存在容量低于补料容量的储料区时,发送补料信号。
32、通过采用上述技术方案,在获取各个储料区内原材料的实际容量后,判断是否存在实际容量低于补料容量的储料区,若存在,则发送补料信号,对相应的储料区进行补料,从而使得储料区内的原材料始终足够。
33、可选的,所述出料组件包括:
34、出料连接仓,与所述取料仓固定连接;所述取料仓连通有多个落料管,每个所述落料管与所述取料仓内对应的所述储料区连通;所述落料管侧壁开设有过料口;
35、过料启闭块,同轴滑移连接于所述落料管内,用于启闭所述过料口;
36、出料仓,固定连接于所述落料管外壁,且与所述过料口连通,所述出料仓开设有出料口;
37、出料驱动部件,安装于所述取料仓底壁,用于驱动所述过料启闭块的同步移动;
38、过料连接部件,用于将所述过料启闭块与所述出料驱动部件连接。
39、通过采用上述技术方案,在需要对应所需原材料出料时,可以通过过料连接部件实现储料区对应过料启闭块与出料驱动部件的连接,而后启动出料驱动部件,带动过料启闭块移动,使得过料启闭块开启过料口,过料口与出料仓连通,从而原材料进入出料仓,通过出料仓排至称重组件上。
40、可选的,所述出料驱动部件包括:
41、出料盘,所述过料连接部件安装于所述出料盘上;
42、出料丝杠,与所述取料仓底壁转动连接,且与所述出料盘螺纹连接;
43、出料电机,安装于所述取料仓底壁上,且输出轴同轴固定连接有出料主齿轮;
44、出料从齿轮,同轴固定连接于所述出料丝杠的一端,且与所述出料主齿轮啮合。
45、通过采用上述技术方案,在过料连接部件将过料启闭块与出料盘连接后,可以启动出料电机,出料电机会驱动出料丝杠转动,从而使得出料盘带动过料启闭块滑移。
46、可选的,所述过料连接部件包括:
47、磁块,固定连接于所述过料启闭块靠近所述出料盘的一端;
48、电磁铁,安装于所述出料盘上,在通电时,用于吸合所述磁块。
49、通过采用上述技术方案,有选择性的给电磁铁通电,电磁铁会吸合对应的磁块,从而能够实现过料启闭块能够与出料盘连接。
50、可选的,所述回收组件包括:
51、回收挡板,所述出料仓侧壁开设有提升口,所述回收挡板转动连接于所述出料仓内,用于启闭所述提升口;
52、出料挡板,转动连接于所述出料仓内,用于启闭所述出料口;
53、提升件,安装于所述出料仓外壁,用于提升从所述提升口排出的原材料至对应的储料区;
54、回收驱动部件,安装于所述出料仓外壁,用于驱动所述出料挡板关闭所述出料口,驱动所述回收挡板开启所述提升口。
55、通过采用上述技术方案,在原材料重量达标后,可以控制对应回收驱动部件动作,回收驱动部件驱动出料挡板关闭出料口,驱动回收挡板开启提升口,并控制提升件动作,提升件将原材料提升至对应的储料区。
56、可选的,所述回收驱动部件包括:
57、回收电机,安装于所述出料仓外壁,且输出轴同轴固定连接有回收主齿轮;
58、回收从齿轮,转动连接于所述出料仓外壁,且与所述回收主齿轮啮合;
59、回收主动齿轮,同轴固定连接于所述回收挡板的转轴上,且与所述回收主齿轮啮合;
60、回收从动齿轮,同轴固定连接于所述出料挡板的转轴上,且与所述回收从齿轮啮合。
61、通过采用上述技术方案,回收电机启动后,会驱动回收主齿轮转动,回收主齿轮会驱动回收主动齿轮和回收从齿轮转动,回收主动齿轮会驱动回收挡板转动,回收从齿轮会驱动回收从动齿轮转动,回收从动齿轮会驱动出料挡板转动,从而实现出料挡板关闭出料口,回收挡板开启提升口。
62、可选的,所述称重组件包括:
63、称重座,安装于所述出料仓上,且开设有称重槽,所述称重槽能够与所述出料口连通;
64、称重台,安装于所述称重槽内,且安装有压力传感器;
65、称重挡板,滑移连接于所述称重座上,所述称重座侧壁开设有称重出口;所述称重挡板用于启闭所述称重出口;
66、称重滑移件,用于驱动所述称重挡板的滑移。
67、通过采用上述技术方案,称重达标后,启动称重滑移件,称重滑移件会驱动称重挡板滑移,使得称重挡板开启称重出口,从而使得原材料投放至传送带上。
68、综上所述,本技术存在至少以下有益效果:
69、1、设置出料组件、称重组件和回收组件的目的是,级配时,只需要接收配料单后,即可根据配料单中的原材料配比信息,控制出料组件同时开启原材料对应的储料区,各种原材料同步出料,且落至称重组件上,称重组件同时对各种原材料进行称重,在称重过程中,实时判断各个重量值是否与对应的重量阈值匹配,在存在有匹配时,说明该原材料已经达到要求,因此控制回收组件对接该原材料的出料口,使得原材料不在向称重组件上送料,不匹配的原材料继续向称重组件送料;控制满足要求的原材料对应的称重组件转动,以使得称重组件将该原材料投放至传送带上,传送带将该原材料传送至搅拌机构;由于仅需要一个取料仓,且称重组件同时对多种原材料进行称重,因此缩减了混凝土配料的时间,提高了混凝土生产的效率。
- 还没有人留言评论。精彩留言会获得点赞!