纸吸管及其制造方法与流程
1.本发明涉及饮料产品领域,特别是涉及纸吸管。
背景技术:
2.近年来,纸吸管已被世界各地的餐饮业广泛接受,因为与传统的塑料吸管相比,纸吸管是环保的,其中一些甚至是可生物降解的。众所周知,纸吸管的制造过程也与塑料吸管的制造过程有很大不同,纸吸管通常是通过沿螺旋方向卷绕纸片而制造而成的。
3.然而,尽管传统的纸吸管制造工艺可能适用于制造两端为平面形状(即圆形切割)的最常见的吸管,但对于制造特殊形状的吸管,例如当纸吸管的一端或两端具有勺子形状或尖锐形状时,则存在技术困难。在现有技术中,需要额外的机器/额外的生产步骤在吸管成型后将普通纸吸管切割成特殊形状,但由于是在已经成型之后的吸管上进行切割,因此这种切割很容易导致吸管末端出现纸毛刺。此外,额外的机器设备或生产步骤无疑会导致生产成本的增加。
技术实现要素:
4.鉴于上述背景,本发明的目的是尝试解决上述的技术问题,并提出另外的纸吸管制造方法,特别是用于特殊形状的吸管的制造方法。
5.本领域的技术人员将从以下描述中了解本发明的其他目的。因此,上述的本发明的目的并不是限制性的,而只是为了说明本发明的许多目的中的一部分。
6.根据本发明的一个方面,提供了一种通过将片材卷成管状而形成的纸吸管。该片材具有大体上细长的形状,该大体上细长的形状定义片材的第一端和第二端。片材的第一端具有关于平行于该片材的两个侧边并与之等距的虚拟直线的对称形状,其中两个侧边沿纵向延伸。第一端包括被虚拟直线隔开的两个部分,而该两个部分中的每一个进一步包括形成指向第二端的角的边缘,从而使对应于片材的第一端的吸管末端具有非圆形切口。
7.优选地,上述的第一端包括多个直线边缘,这些直线边缘共同构成了对称形状。
8.根据本发明的另一个方面,提供了一种通过将片材卷成管状而形成的纸吸管。该片材具有大体上细长的形状,该大体上细长的形状定义片材的第一端和第二端。片材的第一端具有不均匀的形状,从而使得与片材的第一端相对应的纸吸管的吸管端具有非圆形切口。并且,吸管端形成勺。
9.优选地,片材的所述第一端具有关于平行于该片材的两个侧边并与之等距的虚拟直线的对称形状,该两个侧边沿纵向延伸。第一端包括被虚拟直线隔开的两个部分,该两部分中的每一个进一步包括大体为钟形的边缘,该边缘远离第二端向外突出。
10.根据本发明的另一个方面,提供了一种通过将片材卷成管状而形成的纸吸管。该片材具有大体上细长的形状,该大体上细长的形状定义片材的第一端和第二端。片材的第一端具有不均匀的形状,从而使得与片材的第一端相对应的纸吸管的吸管端具有非圆形切口;其中,片材的第一端包括大体为钟形的边缘,该边缘远离第二端向外突出。
11.优选地,上述大体为钟形的边缘的宽度,小于靠近第二端的片材的宽度。
12.根据本发明的另一个方面,提供了一种制造纸吸管的方法,包括提供具有大体上细长的形状的片材;以及沿着片材的长度均等地卷绕,以便形成管状。片材包括第一端和第二端。片材的第一端具有不均匀的形状,且第一端具有关于平行于该片材的两个侧边并与之等距的虚拟直线的对称形状。两个侧边沿纵向延伸;第一端包括被虚拟直线隔开的两个部分;该两个部分中的每一个进一步包括形成指向第二端的角的边缘,从而使对应于片材的第一端的吸管末端具有非圆形切口。
13.因此,本发明的实施例提供了改进的纸吸管制造方法,该方法可用于制造特殊形状的吸管,如具有勺子端或尖锐端的吸管。通过将纸片准备成专用的形状和/或尺寸,并在纸片的端部形成预切割图案,因此在纸片被卷绕并形成纸吸管后就不需要切割。与典型的圆柱形吸管的制造设备/方法相比,这种在纸质片材上完成的预切割过程带来的好处是,在吸管形成后不需要额外的机器/额外的生产步骤将吸管切割成特殊形状。此外,由于纸片被预先切割成特定的图案,因此在吸管两端不会出现在纸质吸管成型后进行切割的方法中会产生的纸毛刺。因此,根据本发明的方法制作特殊形状吸管的成本,被控制在与圆柱形吸管一致的水平。
附图说明
14.参照本说明书的余下部分和附图可以对本发明的性能和优点作进一步的理解;这些附图中同一个组件的标号相同。在某些情况下,子标记被放在某个标号与连字符后面以表示许多相似组件的其中一个。当提到某个标号但没有特别写明某一个已有的子标记时,就是指所有这些类似的组件。
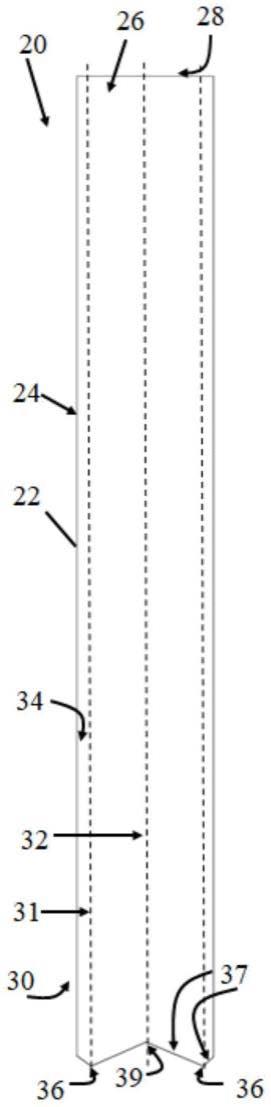
15.图1是根据本发明的第一个实施例的、用于制造具有尖锐末端的纸吸管的纸片的前视图。
16.图2a-2c分别是使用图1的纸片制造的纸吸管的前视图、侧视图和后视图。
17.图2d是图2a-2c中纸吸管的一部分的透视图。
18.图3是根据本发明的第二个实施例的、用于制造具有尖锐末端的纸吸管的纸片的前视图。
19.图4是根据本发明的第三个实施例的、用于制造具有尖锐末端的纸吸管的纸片的前视图。
20.图5a-5c分别是使用图4的纸片制造的纸吸管的前视图、侧视图和后视图。
21.图5d是图5a-5c中纸吸管的一部分的透视图。
22.图6是根据本发明的第四个实施例的、用于制造具有尖锐末端的纸吸管的纸片的前视图。
具体实施方式
23.为了使本发明的技术方案更好地被本领域的技术人员所理解,在下文中参照附图对本发明的实施例中的技术方案进行了清晰、完整的描述。显然,所描述的实施例只是本发明实施例的一部分,但不是全部的实施例。本领域技术人员根据本发明的实施例在不偏离发明范围的情况下获得的所有其他实施例都应属于本发明的范围。
24.应该注意的是,在本发明的说明书、权利要求书和附图中,术语“第一”、“第二”、“第三”等用于区分类似的对象,而不一定用于描述特定的顺序或优先顺序。应该理解的是,在这里如此使用的材料在适当的时候是可以互换的,因此这里描述的本发明的实施方案可以以不同于这里说明或描述的顺序来实施。
25.图1是根据本发明的第一个实施方案的纸质片材20(又称“纸片”)的正视图,其中片材20适用于制作纸吸管40(见图2a-2d),其一端44有特殊形状。片材20具有如图1所示的大体上细长的形状,其包含两个侧边24。这两个侧边沿片材20的纵向(未显示)延伸,并相互平行。由于其伸长的形状,片材20具有第一端30和第二端26。片材20的第二端26具有方形的形状,包含底边28,当片材20被卷绕而形成吸管40时,该底边用于形成吸管40的平端(有圆形切口)。底边28与两个侧边24垂直。应该要注意的是,这里所谓的“方形”并不意味着底边28的长度与侧边24的长度之间有任何关系。相反,只要底边28与两个侧边24垂直,它们所形成的形状就被认为是方形的末端。
26.还应注意的是,当用来描述纸吸管末端的形状时,“切割”或“切口”等词语并不意味着该形状是通过对纸吸管的切割形成的。相反,它仅仅意味着纸吸管末端的外观,与长圆柱形吸管被切割出来形成末端时的外观相似。正如下文将详细提到的,在本发明的一些实施例中,吸管的特殊形状末端的切口,是通过卷绕预先切割好的纸片来形成其特殊形状。
27.片材20包含连接第二端26和第一端30的主干部分22,主干部分22的长度决定了纸吸管40的长度。与侧边24相邻的主干部分22的一部分是用来作为焊接区域34的,每个焊接区域由一个侧边24和一个相应的焊接边界31划定。
28.第一端30具有不均匀的形状,这与第二端26及其底边28不同。特别是,第一端30包含多个直线边缘37,它们共同构成了不平整的形状。如图1所示,第一端30有四个直线边缘37,这些直线边缘37以首尾相连的方式连接在一起,共同形成了大体上为人字形的形状。应该注意的是,第一端30具有关于虚拟直线32对称的对称形状,该虚拟直线与片材20的两个侧边24平行并等距。因此,第一端30包含被虚拟直线32分开的两个对称部分,每个部分都包含两个直线边缘37,它们形成指向远离第二端26的角36。另一方面,每个部分中紧靠虚拟直线32的直线边缘37是一个向内收敛的边缘,这样两部分的两个向内收敛的边缘共同形成指向第二端26的角39。此外,上述的焊接边界31分别连接到两个角36的尖端。
29.在用片材20制造纸吸管40的过程中,片材20沿其宽度方向(即底边28延伸的方向)被卷绕,从而形成封闭的圆柱形的吸管40,两个焊接区域34沿吸管40的纵向方向完全相互重叠,其中两个焊接区域34用超声波焊接技术固定在一起。例如,用于将片材20卷成纸管40的机器可以是申请人的香港专利申请32020006149.9中所述的机器。关于机器的细节和卷绕的具体过程,这里不做进一步描述。
30.再来看图2a-2d,由片材20卷绕而形成的纸吸管40具有由片材20的第二端26形成的平端41。平端41具有圆形的切口,这意味着切口的横截面形状是圆形。相比之下,吸管40的另一端是尖锐端44,它具有非圆形的切口。从图2d和图2c中可以看出,尖锐端44具有大体上为椭圆形的切口。尖锐端44是由片材20的第一端30的角36形成的,这是两个焊接区域34重叠的结果,角36部分地相互重叠,两个相邻的直线边缘37共同形成了尖锐端44的尖端42。此外,焊接区域34的重叠导致吸管40中的界面线48延伸至尖端42。尖端42可用于刺穿饮料容器(如珍珠奶茶杯或纸质包装饮料)的薄膜,这样用户就可以通过吸管40喝到容器中的饮
料。
31.在上述实施例中,吸管40由具有淋膜层的纸质片材20卷绕而成。淋膜纸是一种纸基基材,在纸基层的一面或两面形成涂层,即单面淋膜纸或双面淋膜纸。由于涂层可以有效地防水,可以防止吸管在饮料中短时间内软化和塌陷,并且可以保持吸管的口感,从而有利于消费者的使用和接受。涂层是由可生物降解的涂层树脂制成。
32.接下来,在图3中显示了本发明的另一个实施例,它与图1-2d中的纸片类似,是一种用于制作尖头吸管的纸质片材100。为简洁起见,图3以及此后其他附图中的纸片或吸管与图1-2d中的实施例相比具有的任何相同或相似的结构,将不作详细描述,而只介绍它们的区别。在图3中,片材100的第一端130也具有不均匀的形状,特别是人字形的形状。尽管如此,由虚拟直线132区分的第一端130的两个部分各自有两个角形成,包括指向远离片材100的第二端126的角度36,此外还有指向第二端126的另一个角135。尽管如此,在虚拟直线处还有一个指向外侧远离第二端126的角138,该角是由连接虚拟直线132的两部分的两个直线边缘137形成的。由于两个向外指向的角136和第一端130处的单个向外指向的角138,由片材100形成的纸吸管(未显示)将在其尖锐的一端有两个尖端,而图2a-2d中的纸吸管40只有一个尖端。
33.再来看图4-5d,在本发明的另一个实施方案中,片材200包括具有特殊形状的第一端230。第一端230并不像图1-3中的那样包含直线边缘,而是第一端230包含钟形边缘250,该边缘从片材220的第二端226处伸出来。钟形本身是关于中心轴227对称的,该轴从与两个侧边224等距的虚拟直线232偏移。换句话说,第一端230的钟形不是围绕虚拟直线232对称的。因此,钟形边缘250的宽度比靠近第二端226的片材200的宽度要小。从图4中可以看出,焊接边界231只存在于片材200的一侧,它定义了焊接区域234。
34.通过使用与上述类似的工艺对片材200进行卷绕,其结果是纸吸管240的一端有勺子部分242,另一端是平端。勺子部分242有具有非圆形的切口,包括尖端部分242a、凹点242d,以及在尖端部分242a和凹点242d之间延伸的两个弧形边缘242c。尖端部分242a是勺子的前端。尖端部分242a相对于吸管240的纵轴位于吸管240的下半部分,而凹点242d相对于吸管240的纵轴位于吸管的上半部分。
35.转到图6,本发明的另一个实施例是片材300,它与图4-5d中的片材相似,是用于制作具有勺子端的吸管的片材。与图4中的片材相比,纸片300的第一端330也具有不平整的形状,但第一端330由虚拟直线332划分的两部分各有一个钟形边缘350。由于钟形边缘350的存在,由纸片300形成的纸吸管(未示出)将在同一端有两个勺子部分,而如图5a-5d所示的纸吸管只有一个勺子部分。
36.以上对本发明的示范性的实施例进行了充分的描述。尽管描述中提到了特定的实施例,但对于本领域的技术人员来说,很清楚本发明可以通过这些具体细节的变化来实施。因此,本发明不应解释为仅限于本文所述的实施例。
37.虽然在附图和前述描述中已经详细说明和描述了本发明的实施例,但应将其视为说明性的,而不是限制性的,应理解为只显示和描述了示范性的实施例,而不以任何方式限制本发明的范围。可以理解的是,这里描述的任何特征都可以用于任何实施例。说明性的实施例并不排斥彼此或本文未述及的其他实施例。因此,本发明还提供了包括上述一个或多个说明性实施方案的组合的实施例。在不背离本发明的精神和范围的情况下,可以对本发
明进行修改和变化,因此,只应施加所附权利要求所表明的限制。
38.在上述介绍的实施例中,吸管的一端可以具有角切/勺子的形状。然而,本领域的技术人员会意识到,根据实际应用,吸管两端的末端可以形成任何其他形状,为了实现这样的形状,用于滚动的纸片将被设计成特定的形状(即预切割),这样一旦吸管形成,就不需要再进行任何切割。
39.此外,本领域的技术人员应该意识到,吸管的长度可以根据不同的要求进行切割,在任何情况下,如上所述,吸管的末端可以形成特殊形状,以满足不同的要求。此外,上述实施例显示的纸吸管只有一端是特殊端,而另一端是传统的平端。本领域的技术人员应该明白,如果需要,纸吸管的两端都可以用本发明实施例介绍的工艺制成特殊形状。
40.在上述实施方案中,卷绕的淋膜纸的两个边缘的接口边可以沿吸管纵轴的延伸方向延伸,即相对于纵轴平行(不管吸管的纵轴是直的还是弯的),也可以沿吸管纵轴的延伸方向以螺旋状延伸。这取决于轧制设备和轧制过程。在这些情况下,整个纸片的形状也可能不同于完美的细长形状,而是沿纸片长度的不同点横向延伸。
41.在所描述的实施方案中,提到的用于将片材的两面包起来的技术是超声波焊接。然而,本领域普通技术人员会理解,也可以使用其他技术来连接这两面,例如使用粘合剂。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1