一种杯套及其成型工艺的制作方法
1.本发明属于生活用品领域,具体涉及一种杯套,同时还涉及一种杯套成型工艺。
背景技术:
2.目前,晶格结构弹性体材料的应用很广泛,但是对于3d打印出来的晶格结构弹性体而言,例如玻璃杯杯套,其多以硅胶为主,为了防止烫手,硅胶杯杯套多以全覆盖式为主,同时杯套对玻璃杯形成一层保护,改善玻璃杯的抗冲击性能。
3.常规的杯套结构为单层,且周向形成有多样化晶格结构,因此,玻璃杯能够自晶格单元孔进行有效的散热,从而满足散热、隔热、弹性保护等效果。
4.然而,在实际使用中发现,单层的杯套套设后,存在以下缺陷:
5.1、保护套厚度有限,所形成的隔热效果或抗冲击性能均存在不足,无法满足使用需要;
6.2、套设后,在外力的作用下很容易造成杯套相对玻璃杯的移位,因此,会造成杯套意外脱落,或者过渡挤压形变造成损坏。
技术实现要素:
7.本发明所要解决的技术问题是克服现有技术的不足,提供一种改进的杯套。
8.为解决上述技术问题,本发明采取如下技术方案:
9.一种杯套,其包括3d打印成型的套体,且套体包括外套体、内套体、杯口连接体、杯底连接体,其中外套体和内套体之间隔开,杯口连接体将外套体和内套体的顶部连接,杯底连接体将外套体和内套体的底部连接,且外套体、内套体、杯口连接体、杯底连接体之间形成隔腔,且外套体所形成镂空孔、内套体所形成镂空孔、杯口连接体所形成镂空孔、及杯底连接体所形成镂空孔均与隔腔连通。
10.优选地,外套体包括以自身长度方向进行划分所形成的多条连接部,多条连接部绕着外套体的周向自连接部长度侧边首尾相接,其中每条连接部包括交织而成的多根交织条,且多根交织条之间形成镂空孔。
11.根据本发明的一个具体实施和优选方面,每条连接部包括沿着自身长度方向形成多个晶格,每个晶格包括多根交织条,且每个晶格多根交织条所形成的镂空孔形成一个晶格单元,且多个晶格单元的造型相同或不同。这样一来,通过晶格单元的造型设计,从而增强美观。
12.优选地,每个晶格单元的造型相同,且相邻两个晶格单元之间供用一根交织条。
13.具体的,每个晶格单元包括四根首尾相交并围成矩形的框条、位于框条内呈对角线相交的交叉条,其中交叉条和框条之间的网孔为镂空孔。这样一来,便于3d交织打印成型。
14.根据本发明的又一个具体实施和优选方面,外套体和内套体相似设置,杯口连接体和杯底连接体上下平行设置。方便套体相对玻璃杯的套装。
15.优选地,杯口连接体和杯底连接体上的镂空孔分布规律相同,且分别绕着自身周向环形分布,其中每相邻两个环形分布的镂空孔之间错位分布。在受到外力冲击时,每个镂空孔能够有效地分解部分应力,提高缓冲效果。
16.根据本发明的又一个具体实施和优选方面,内套体的顶部和底部分别与外套体的顶部和底部齐平,且位于内套体上的镂空孔分别绕着自身周向环形分布,其中上下每相邻两个环形分布的镂空孔之间错位分布或者多个环形分布的镂空孔之间错位分布。也就是说,内套体和外套体的造型可以不同。
17.优选地,杯口连接体上的镂空孔分别绕着自身周向环形间隔分布,其中多个环形分布的镂空孔在杯口连接体的径向上对齐设置。
18.此外,内套体的底部与外套体的底部齐平,内套体的顶部位于外套体顶部的下方,杯口连接体自下而上口径逐步变大设置,且所述杯口连接体和内套体上的所述镂空孔分别绕着自身周向环形分布,其中上下每相邻两个环形分布的所述镂空孔之间错位分布或者多个环形分布的所述镂空孔之间错位分布。这种杯口连接体敞开式设计,比较方便套体的套装。
19.本发明的另一技术方案是:一种杯套的成型工艺,其用于上述杯套的成型,且包括以下步骤:
20.s1、3d打印成型
21.采用sls粉末材料进行3d交织的打印,并形成外套体、内套体、杯口连接体、杯底连接体所形成的套体;
22.s2、套体表面包覆涂层处理
23.a)树脂浸泡溶液的制备,该树脂浸泡溶液包括以下重量份的组分:聚氨酯树脂50~60份,固化剂1~10份,稀释剂35~45份,且搅拌均混合;
24.b)套体表面涂层的形成,其将s1中的套体浸泡于a)中的树脂浸泡溶液中5~15min,取出后并甩干,然后放入40~50℃真空烘箱中固化吹干,得到所述杯套。
25.优选地,在s2中,重复b),且在套体表面形成多层涂层。
26.由于以上技术方案的实施,本发明与现有技术相比具有如下优点:
27.本发明的通过采用3d打印能够快速成型,且所形成的隔腔以及各个相连通镂空孔的设计,能够增强套体自身的弹性性能、抗拉伸或压缩性能,同时有足够弹性空间进行吸收外部冲击力,从而进一步提升抗冲击性能、以及避免套体相对玻璃杯的移位,此外,整体造型更加立体、美观。
附图说明
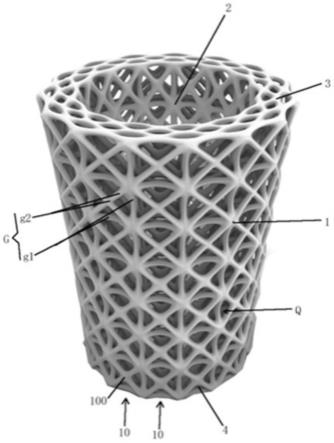
28.图1为实施例1中杯套的结构示意图;
29.图2为图1的主视示意图;
30.图3为实施例2的俯视示意图;
31.图4为实施例3的俯视示意图;
32.其中:1、外套体;10、连接部;100、交织条;g、晶格单元;g1、框条;g2、交叉条;2、内套体;3、杯口连接体;4、杯底连接体;q、隔腔。
具体实施方式
33.为使本技术的上述目的、特征和优点能够更加明显易懂,下面结合附图对本技术的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本技术。但是本技术能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本技术内涵的情况下做类似改进,因此本技术不受下面公开的具体实施例的限制。
34.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
35.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
36.在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
37.在本技术中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
38.实施例1
39.如图1和图2所示,本实施例所涉及的杯套,其包括3d交织打印成型的套体,且套体包括外套体1、内套体2、杯口连接体3、杯底连接体4,其中外套体1和内套体2之间隔开,杯口连接体3将外套体1和内套体2的顶部连接,杯底连接体4将外套体1和内套体2的底部连接,且外套体1、内套体2、杯口连接体3、杯底连接体4之间形成隔腔q。
40.本例中,外套体1和内套体2相似设置,杯口连接体3和杯底连接体4上下平行设置。
41.方便套体相对玻璃杯的套装。
42.具体的,外套体1所形成镂空孔、内套体2所形成镂空孔、杯口连接体3所形成镂空孔、及杯底连接体4所形成镂空孔均与隔腔q连通。
43.本例中,外套体1包括以自身长度方向进行划分所形成的多条连接部10,多条连接部绕10着外套体的周向自连接部长度侧边首尾相接。
44.每条连接部10包括交织而成的多根交织条100,且多根交织条100之间形成镂空孔。
45.多根交织条100形成沿着连接部10自身长度方向形成多个晶格,每个晶格多根交织条所形成的镂空孔形成一个晶格单元g,且多个晶格单元g的造型相同或不同。这样一来,通过晶格单元的造型设计,从而增强美观。
46.本例中,每个晶格单元g的造型相同,且相邻两个晶格单元之间供用一根交织条。
47.具体的,每个晶格单元g包括四根首尾相交并围成矩形的框条g1、位于框条g1内呈对角线相交的交叉条g2,其中交叉条g2和框条g1之间的网孔为镂空孔。这样一来,便于3d交织打印成型。
48.本例中,外套体1和内套体2相似设置,所以内套体2上对应形成有一一对应的晶格单元g。
49.杯口连接体3上的镂空孔分别绕着自身周向环形分布,其中每相邻两个环形分布的镂空孔之间错位分布。在受到外力冲击时,每个镂空孔能够有效地分解部分应力,提高缓冲效果。
50.杯底连接体4上的镂空孔与杯口连接体3上的镂空孔分布规律相同。
51.此外,套体采用的sls粉末材料进行3d一次打印成型,无需缝合,效率高。
52.具体的,sls技术,全称为粉末材料选择性激光烧结(selected laser sintering)是采用红外激光做为热源来烧结粉末材料,以逐层添加方式成形三维零件的一种快速成型方法。
53.综上,杯套的成型工艺,其包括以下步骤:
54.s1、3d打印成型
55.采用sls粉末材料进行3d交织的打印,并形成外套体、内套体、杯口连接体、杯底连接体所形成的套体;
56.s2、套体表面包覆涂层处理
57.a)树脂浸泡溶液的制备,该树脂浸泡溶液包括以下重量份的组分:聚氨酯树脂55份,固化剂5份,稀释剂40份,且高度搅拌均混合;
58.b)套体表面涂层的形成,其将s1中的套体浸泡于a)中的树脂浸泡溶液中8~10min,取出后并甩干,然后放入41
±
1℃真空烘箱中固化吹干,得到杯套。
59.实施例2
60.结合图3所示,本实施例所涉及的杯套,其结构与实施例1基本相同,不同之处在于。
61.本例中,内套体2的顶部和底部分别与外套体1的顶部和底部齐平,且位于内套体2上的镂空孔分别绕着自身周向环形分布,其中上下每相邻两个环形分布的镂空孔之间错位分布或者多个环形分布的镂空孔之间错位分布。也就是说,内套体和外套体的造型可以不同。
62.也就是说,本例中的内套体2与实施例1的内套体2整体造型不同。
63.杯口连接体3上的镂空孔分别绕着自身周向环形间隔分布,其中多个环形分布的镂空孔在杯口连接体3的径向上对齐设置。
64.杯底连接体4上的镂空孔分布规律与实施例1的杯底连接体4上的镂空孔分布规律
相同(当然,也可以和本实施例的杯口连接体3上的镂空孔分别规律相同)。
65.本实施例的杯套成型工艺,具体如下:
66.s1、3d打印成型
67.采用sls粉末材料进行3d交织的打印,并形成外套体、内套体、杯口连接体、杯底连接体所形成的套体;
68.s2、套体表面包覆涂层处理
69.a)树脂浸泡溶液的制备,该树脂浸泡溶液包括以下重量份的组分:聚氨酯树脂58份,固化剂7份,稀释剂35份,且高度搅拌均混合;
70.b)套体表面涂层的形成,其将s1中的套体浸泡于a)中的树脂浸泡溶液中8~10min,取出后并甩干,然后放入45
±
1℃℃真空烘箱中固化吹干,同时重复上述浸泡、甩干及固化吹干,在套体形成套体表面两层涂层,得到杯套。
71.实施例3
72.结合图4所示,本实施例所涉及的杯套,其结构与实施例1基本相同,不同之处在于。
73.本例中,内套体2的底部与外套体1的底部齐平,内套体2的顶部位于外套体1顶部的下方,杯口连接体3自下而上口径逐步变大设置,且杯口连接体3和内套体2上的镂空孔分别绕着自身周向环形分布,其中上下每相邻两个环形分布的所述镂空孔之间错位分布或者多个环形分布的所述镂空孔之间错位分布。这种杯口连接体敞开式设计,比较方便套体的套装。
74.本实施例的杯套成型工艺,具体如下:
75.s1、3d打印成型
76.采用sls粉末材料进行3d交织的打印,并形成外套体、内套体、杯口连接体、杯底连接体所形成的套体;
77.s2、套体表面包覆涂层处理
78.a)树脂浸泡溶液的制备,该树脂浸泡溶液包括以下重量份的组分:聚氨酯树脂60份,固化剂4份,稀释剂36份,且高度搅拌均混合;
79.b)套体表面涂层的形成,其将s1中的套体浸泡于a)中的树脂浸泡溶液中9~11min,取出后并甩干,然后放入48
±
1℃真空烘箱中固化吹干,同时重复上述浸泡、甩干及固化吹干,在套体形成套体表面三层涂层,得到杯套。
80.综上,由上述实施例1至4所得到的杯套,由上述实施例中步骤s1直接3d打印的套体形成杯套,进行如下性能测试和对比,如下表所示。
[0081][0082]
综上,本发明具有如下优点:
[0083]
1、通过隔腔以及各个镂空孔的设计,能够增强套体自身的弹性性能,同时有足够弹性空间进行吸收外部冲击力,从而进一步提升抗冲击性能、以及避免套体相对玻璃杯的移位,降低杯套意外脱落概率,同时也降低过渡挤压形变造成的损坏率;
[0084]
2、外套体采用整体镂空设计,再加上晶格造型的布局,大幅度增强整体造型、美观性,同时所形成镂空孔相互连通能够有效的散热,同时也大幅度提升握持的手感;
[0085]
3、制作简单,套体采用的sls粉末材料进行3d一次打印成型,无需缝合,效率高,同时,在改善透气率的前提下,自重轻,便于携带,立体造型感强,此外,拉伸性能或抗压缩性能明显提高。
[0086]
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
[0087]
在本文中所披露的范围的端点和任何值都不限于该精确的范围或值,这些范围或值应当理解为包含接近这些范围或值的值。对于数值范围来说,各个范围的端点值之间、各个范围的端点值和单独的点值之间,以及单独的点值之间可以彼此组合而得到一个或多个新的数值范围,这些数值范围应被视为在本文中具体公开。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1