一种关于大节段挑臂组合件的制造结构的制作方法
1.本实用新型属于桥梁部件制造技术领域,具体涉及一种关于大节段挑臂组合件的制造结构。
背景技术:
2.金海桥是国内首座公铁同层多塔斜拉桥,采用了一种新型的大尺寸挑臂式钢箱梁,其中大节段挑臂组合件是作为两侧支承的重要部件,因此对其生产制造具有较高的力学性能要求。由于需要保证足够的力学强度,制造大节段挑臂组合件时必须实现较高的焊接强度,且因其尺寸跨度大、加强筋数量多,因此在制造过程中极易发生焊接变形,降低挑臂组合件的成品质量并对其组成桥梁的承载性能造成负面影响,因此,需要一种新的技术方案加以解决。
技术实现要素:
3.针对上述现有技术中的不足,本实用新型提供了一种关于大节段挑臂组合件的制造结构,用以有效降低挑臂组合件的焊接变形,保障制造成品的力学性能。
4.本实用新型通过以下技术方案实施:一种关于大节段挑臂组合件的制造结构,包括多个支墩、顶板单元、多个横梁、多个斜撑、多个中间纵梁、边纵梁。其中,多个所述支墩以阵列方式布置于地面之上,所述顶板单元平放于多个支墩之上;顶板单元的顶板主体上设有多个等距阵列布置的定位筋条;多个所述横梁以垂直于所述定位筋条的方向等距布置于顶板单元之上,每个横梁下端面均设有凹槽阵列,使下方多个定位筋条卡入所述凹槽阵列之内进行对接;同时每个横梁上端面的中部设有斜向布置的斜撑;每二个相邻横梁之间均设有一个于其垂直的所述中间纵梁,多个中间纵梁均贴合于顶板单元;所述边纵梁以平行于横梁的方向设于顶部单元的边缘并与其贴合安装。
5.进一步的,所述顶板单元的所述顶板主体与多个所述定位筋条通过点焊方式固定对接。
6.进一步的,所述顶板单元与定位筋条以外的部件定位时采用定位焊方式对接。
7.进一步的,所述顶板单元与定位筋条以外的部件固定时采用满焊或段焊方式对接。
8.进一步的,所述定位筋条由条状板材折弯制成。
9.进一步的,所述边纵梁上设有与其梁体延伸方向平行布置的加筋条,所述加筋条与边纵梁之间通过点焊方式对接。
10.本实用新型的有益效果是:本实用新型利用支墩支撑顶板单元形成倒拼焊接结构,再通过顶板主体上点焊形成的定位板及横梁上凹槽阵列的嵌合对接,从而有效限制顶板、横梁在组装焊接过程中的变形幅度,同时在边纵梁上点焊设置加筋条,从而作为抑制边纵梁焊接变形的定位件,并且其点焊固定方式有利于后期拆除而制成成品,以此达到控制各部件焊接变形、提高成品定位尺寸的效果;并以定位筋条、横梁分别在纵、横方向上作为
抑制顶板主体焊接残余应力变形的定形件,有效确保各部件外形尺寸符合规范要求并提高挑臂组合件的产品质量。
附图说明
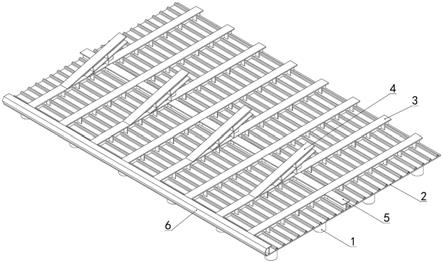
11.图1是本实用新型的结构示意图;
12.图2是本实用新型中顶板单元的结构正视图;
13.图3是本实用新型中横梁与斜撑对接的结构示意图;
14.图4是本实用新型中边纵梁与加筋条对接的结构侧视图。
15.图中:1-支墩,2-顶板单元,2a-顶板主体,2b-定位筋条,3-横梁,3a-凹槽阵列,4-斜撑,5-中间纵梁,6-边纵梁,6a-加筋条。
具体实施方式
16.下面结合说明书附图对本实用新型作进一步描述。
17.如图1-3所示,一种关于大节段挑臂组合件的制造结构,包括多个支墩1、顶板单元2、多个横梁3、多个斜撑4、多个中间纵梁5、边纵梁6。其中多个所述支墩1以阵列方式布置于地面之上,所述顶板单元2平放于多个支墩1之上;顶板单元2的顶板主体2a上通过点焊方式设有多个等距阵列布置的定位筋条2b,所述定位筋条2b由条状板材折弯制成;多个所述横梁3以垂直于所述定位筋条2b的方向等距布置于顶板单元2之上,每个横梁3下端面均设有凹槽阵列3a,使下方多个定位筋条2b卡入所述凹槽阵列3a之内进行对接;同时每个横梁3上端面的中部设有斜向布置的斜撑4;每二个相邻横梁3之间均设有一个于其垂直的所述中间纵梁5,多个中间纵梁5均贴合于顶板单元2;所述边纵梁6以平行于横梁3的方向设于顶部单元的边缘并与其贴合安装。
18.本实用新型实施其功能的步骤如下:
19.s1:在工作地面上画好地样并布置好多个支墩1,选好顶板主体2a,并通过点焊方式在其板面上焊好多个等距布置的定位筋条2b,将制成的顶板单元2背面倒置放置于多个支墩1之上。
20.s2:如图2所示,在多个横梁3顶部斜向焊接斜撑4(斜撑4作为后期制造桥梁的斜向加强筋),而后通过吊具将多个横梁3、多个焊有斜撑4的横梁3间隔排列放置于顶板单元2之上,校核定位筋条2b位置使其嵌入横梁3底部的凹槽阵列3a,如有偏差则磨去点焊部位调整定位筋条2b位置,待所有定位筋条2b皆卡入上方横梁3阵列之后,对顶板主体2a、定位筋条2b及横梁3实施段焊处理,此时由底部多个定位筋条2b与凹槽阵列3a的对接来控制焊接变形,焊接完成后由定位筋条2b作为顶板主体2a的纵向定位件、横梁3作为顶板主体2a的横向定位件,从而防止顶部主体应焊接残余应力而发生扭曲变形,以此保障各部件形态端正。
21.s3:在每两个相邻横梁3之间以点焊方式对接好中间纵梁5,校核多个中间纵梁5的位置使其处于同一直线,确保无误后补焊处理。
22.s4:如图4所示,在边纵梁6外斜面上通过点焊方式对接加筋条6a,确保加筋条6a与边纵梁6的梁体布置方向平行,而后通过吊具转入顶板单元2表面的侧端,通过锤具微调、点焊定位使其初步固定于顶板注入之上,而后将其与顶板主体2a、横梁3的接触部位进行段焊处理,此阶段由加筋条6a作为控制大跨度梁体焊接变形的临时定位部件,以此确保边纵梁6
及其对接部件的焊接拼装准确度,待大部分的焊接残余应力消除后,磨去加筋条6a的相关点焊体并将其卸下,形成如图1所述状态,得到高精度质量的大节段挑臂组合件成品。
23.以上所述仅为本实用新型的具体实施例,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种关于大节段挑臂组合件的制造结构,包括多个支墩、顶板单元、多个横梁、多个斜撑、多个中间纵梁、边纵梁,其特征在于:多个所述支墩以阵列方式布置于地面之上,所述顶板单元平放于多个支墩之上,顶板单元的顶板主体上设有多个等距阵列布置的定位筋条,多个所述横梁以垂直于所述定位筋条的方向等距布置于顶板单元之上,每个横梁下端面均设有凹槽阵列,使下方多个定位筋条卡入所述凹槽阵列之内进行对接,同时每个横梁上端面的中部设有斜向布置的斜撑,每二个相邻横梁之间均设有一个于其垂直的所述中间纵梁,多个中间纵梁均贴合于顶板单元,所述边纵梁以平行于横梁的方向设于顶部单元的边缘并与其贴合安装。2.如权利要求1所述的一种关于大节段挑臂组合件的制造结构,其特征在于:所述顶板单元的所述顶板主体与多个所述定位筋条通过点焊方式固定对接。3.如权利要求1所述的一种关于大节段挑臂组合件的制造结构,其特征在于:所述顶板单元与定位筋条以外的部件定位时采用定位焊方式对接。4.如权利要求1所述的一种关于大节段挑臂组合件的制造结构,其特征在于:所述顶板单元与定位筋条以外的部件固定时采用满焊或段焊方式对接。5.如权利要求1所述的一种关于大节段挑臂组合件的制造结构,其特征在于:所述定位筋条由条状板材折弯制成。6.如权利要求1所述的一种关于大节段挑臂组合件的制造结构,其特征在于:所述边纵梁上设有与其梁体延伸方向平行布置的加筋条,所述加筋条与边纵梁之间通过点焊方式对接。
技术总结
一种关于大节段挑臂组合件的制造结构,其中顶板单元平放于多个支墩上,顶板单元的顶板主体上设有多个定位筋条;多个横梁布置于顶板单元上,使下方多个定位筋条卡入横梁下端面的凹槽阵列之内,同时横梁上端面设有斜撑,每二个相邻横梁之间均设有中间纵梁,边纵梁以平行于横梁的方向设于顶部单元的边缘。通过顶板主体上点焊形成的定位板及横梁上凹槽阵列的嵌合对接,从而有效限制顶板、横梁在组装焊接过程中的变形幅度,同时在边纵梁上点焊设置加筋条,从而作为抑制边纵梁焊接变形的定位件;并以定位筋条、横梁分别在纵、横方向上作为抑制顶板主体焊接残余应力变形的定形件,有效确保各部件外形尺寸符合规范要求并提高挑臂组合件的产品质量。件的产品质量。件的产品质量。
技术研发人员:徐慰玉 闫冬侠 袁野 韦文俊 张胤 胡小珍 梁辉 许龙发 秦新新 杨森 党晓阳
受保护的技术使用者:中铁九桥工程有限公司
技术研发日:2021.05.25
技术公布日:2022/2/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1