一种硬质合金十字刀头的制作方法
1.本实用新型涉及硬质合金制造和切削工具技术领域,特别是涉及一种硬质合金十字刀头。
背景技术:
2.目前市场上的钻混凝土、砖块、花岗石的主要工具是电锤钻和电锤钻头配套工作。其工作原理是通过电锤钻旋转使顶部硬质合金刀头完成钻孔或切削的操作。电锤钻头根据硬质合金种类不同可分为一字头钻头和十字头钻头。经过20几年的发展,电锤钻头一字头已经发展成熟,但是电锤钻头十字头还不成熟,存在许多弊端。
3.硬质合金十字刀头主要分主刀片和副刀片。主刀片的主要作用是担负整支钻头的切削作用,副刀片是在主刀片工作时进行辅助切削。
4.总结近几年的装修、植筋和加固市场的专业用户反馈,发现硬质合金十字刀头存在最致命的弊端就是老款硬质合金十字刀头头部夹角容易破碎。追究其主要原因在于老款硬质合金十字刀头副刀头的切削直径跟主刀头直径一样大,主副刀头两侧的切削角是垂直的。因此,在产品工作时,主刀头在钻孔时,部分受力会传递给还未工作的副刀头,而两侧的直角在钻头时又增加了钻孔的阻力,这种结构在长时间工作时,不耐磨,容易破碎。
5.综上所述,如何有效地解决硬质合金十字刀头头部夹角容易破碎等问题,是目前本领域技术人员急需解决的问题。
技术实现要素:
6.本实用新型的目的是提供一种硬质合金十字刀头,该硬质合金十字刀头的整体刀头更耐磨,不易破碎,大大提高了切削效率。
7.为解决上述技术问题,本实用新型提供如下技术方案:
8.一种硬质合金十字刀头,包括主刀头和副刀头,所述主刀头和所述副刀头相互垂直形成十字型,所述主刀头顶端两侧设有主切削刃,所述副刀头两侧设有副切削刃,两侧主切削刃相交形成顶端平面,所述副刀头的辅助范围小于所述主刀头的切削范围。
9.优选地,所述副刀头的辅助范围比所述主刀头的切削范围小0.2
‑
0.5mm。
10.优选地,所述主刀头中,两主切削刃之间的夹角为135
‑
145度;所述副刀头中,两副切削刃之间的夹角为140
‑
160度。
11.优选地,所述副刀头中,两副切削刃在靠近主切削刃的一侧均设有排屑槽,所述排屑槽与所述主切削刃的连接处具有过渡角,所述过渡角的范围为 0.2
‑
0.5。
12.优选地,所述排屑槽与所述副切削刃的夹角为60
‑
70度,所述排屑槽的上端尺寸范围为1
‑
5mm,下端尺寸范围为0.2
‑
2mm。
13.优选地,所述主切削刃由相互倾斜的第一主切削面和第二主切削面相交形成,其中第一主切削面的面积大于第二主切削面的面积,且两主切削刃的第一主切削面和第二主切削面关于顶端平面中心对称,所述第一主切削面和第二主切削面的两侧边均带有切削刃
口,所述第二主切削面的内侧边带有端部切削刃口。
14.优选地,所述第一主切削面和第二主切削面的角度分别为25度和50度。
15.优选地,所述副切削刃包括倾斜相交的第一副切削面和第二副切削面,其中第一副切削面的面积大于第二副切削面的面积,且两副切削刃的第一副切削面和第二副切削面关于顶端平面中心对称,所述第一副切削面和第二副切削面的两侧边均带有切削刃口,所述第一副切削面为圆弧切削面。
16.优选地,所述第一主切削面和第一副切削面的外周端面均为端平面,平面的角度为4.5
‑
12度。
17.优选地,所述第二主切削面和第二副切削面的外周端面均圆弧面,且在 1/3圆弧处设有倒角,倒角角度为4.5
‑
12度。
18.本实用新型所提供的硬质合金十字刀头,包括主刀头和副刀头,主刀头和副刀头相互垂直形成十字型,主刀头的主要作用是担负整支钻头的切削作用,副刀头是在主刀头工作时进行辅助切削。主刀头在顶端两侧设有主切削刃,两侧主切削刃相交形成顶端平面,也就是主刀头的顶端为平面,相比传统的主刀片,顶端面积更大,强度较高,主刀头更不易破碎。副刀头在主刀头的两侧设有副切削刃,两副切削刃关于顶端平面对称分布,两主切削刃关于顶端平面对称分布。
19.副刀头的辅助范围小于主刀头的切削范围,也就是副切削刃的长度小于主切削刃的长度,副刀头能更有效的承担辅助作用。当主刀头在切削时,副刀头跟进,主刀头和副刀头向圆弧切削刃进行递进式工作,防止主切削刃和副切削刃重复与废屑摩擦影响效率,减少主刀头在工作时产生阻力,使整体刀头更耐磨,不易破碎,大大提高了硬质合金十字刀头的切削效率。
附图说明
20.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
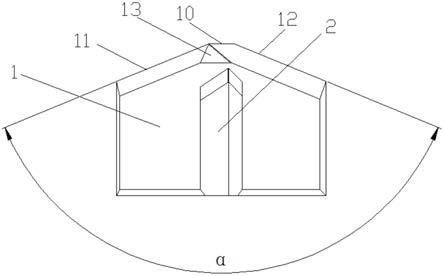
21.图1为本实用新型中一种具体实施方式所提供的硬质合金十字刀头的主视图;
22.图2为硬质合金十字刀头的俯视图;
23.图3为硬质合金十字刀头的侧视图。
24.附图中标记如下:
25.主刀头1、副刀头2、端平面3、圆弧面4、顶端平面10、第一主切削面 11、第二主切削面12、端部切削刃口13、切削范围14、第一副切削面21、第二副切削面22、排屑槽23、辅助范围24、过渡角231。
具体实施方式
26.本实用新型的核心是提供一种硬质合金十字刀头,该硬质合金十字刀头的整体刀头更耐磨,不易破碎,大大提高了切削效率。
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行
清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.请参考图1至图3,图1为本实用新型中一种具体实施方式所提供的硬质合金十字刀头的主视图;图2为硬质合金十字刀头的俯视图;图3为硬质合金十字刀头的侧视图。
29.在一种具体实施方式中,本实用新型所提供的硬质合金十字刀头,包括主刀头1和副刀头2,主刀头1和副刀头2相互垂直形成十字型,主刀头1顶端两侧设有主切削刃,副刀头2两侧设有副切削刃,两侧主切削刃相交形成顶端平面10,副刀头2的辅助范围24小于主刀头1的切削范围14。
30.上述结构中,硬质合金十字刀头包括主刀头1和副刀头2,主刀头1和副刀头2相互垂直形成十字型,主刀头1的主要作用是担负整支钻头的切削作用,副刀头2是在主刀头1工作时进行辅助切削。
31.主刀头1在顶端两侧设有主切削刃,两侧主切削刃相交形成顶端平面10,也就是主刀头1的顶端为平面,相比传统的主刀片,顶端面积更大,强度较高,主刀头1更不易破碎。
32.副刀头2在主刀头1的两侧设有副切削刃,两副切削刃关于顶端平面10 对称分布,两主切削刃关于顶端平面10对称分布。
33.副刀头2的辅助范围24小于主刀头1的切削范围14,也就是副切削刃的长度小于主切削刃的长度,副刀头2能更有效的承担辅助作用。当主刀头1 在切削时,副刀头2跟进,主刀头1和副刀头2向圆弧切削刃进行递进式工作,防止主切削刃和副切削刃重复与废屑摩擦影响效率,减少主刀头1在工作时产生阻力,使整体刀头更耐磨,不易破碎,大大提高了硬质合金十字刀头的切削效率。
34.进一步优化上述技术方案,本领域的技术人员可以根据具体场合的不同对上述具体实施方式进行若干改变,副刀头2整体尺寸小于主刀头1整体尺寸,具体副刀头2的辅助范围24比主刀头1的切削范围14小0.2
‑
0.5mm之间任意值,包括端点值,比如为0.3mm,不仅可以减少主刀头1在工作时产生阻力,副刀头2能更有效的承担辅助作用;还保持副刀头2整体尺寸和主刀头1整体尺寸相差不大,不影响硬质合金十字刀头的正常使用。
35.在上述各个具体实施方式的基础上,主刀头1中,两主切削刃之间的夹角α为135
‑
145度之间任意值,包括端点值,比如为140度,副刀头2中,两副切削刃之间的夹角β为140
‑
160度之间任意值,包括端点值,比如为150 度。主切削刃和副切削刃的倾斜角度设置较合理,两主切削刃和两副切削刃的切削面积增加,更加耐磨,进一步提高切削效率,延长硬质合金十字刀头的使用寿命。
36.另一种较为可靠的实施例中,在上述任意一个实施例的基础之上,副刀头2中,两副切削刃在靠近主切削刃的一侧均设有排屑槽23,在主刀头1工作时,副刀头2跟进,副切削刃在辅助切削的过程中通过排屑槽23将废屑排出,提高了整体切割效率。排屑槽23距离主切削刃较近,能更快的将粉尘排出,减少钻头在工作中的摩擦力。
37.优选地,排屑槽23与主切削刃的连接处具有过渡角231,过渡角231为圆角,过渡角231的范围为0.2
‑
0.5之间任意值,包括端点值,比如为0.3,排屑槽23与主切削刃的连接处没有棱角,较为光滑,集中应力较小,较为结实;不易残留粉尘,能更快的进行排灰,减少阻力。
38.进一步优化上述技术方案,排屑槽23与副切削刃的夹角为60
‑
70度之间任意值,包括端点值,比如为65度,排屑槽23的上端尺寸范围为1
‑
5mm之间任意值,包括端点值,比如为3mm,下端尺寸范围为0.2
‑
2mm之间任意值,包括端点值,比如为1mm,排屑槽23的上端尺寸和下端尺寸相差较大,排屑槽23与副切削刃的夹角较大,易于排屑,并且较为排屑彻底。
39.另一种较为可靠的实施例中,在上述任意一个实施例的基础之上,主切削刃由相互倾斜的第一主切削面11和第二主切削面12相交形成,其中第一主切削面11的面积大于第二主切削面12的面积,且两主切削刃的第一主切削面11和第二主切削面12关于顶端平面10中心对称,第一主切削面11和第二主切削面12的两侧边以及第二主切削面12的内侧边均带有切削刃口。
40.上述结构中,主切削刃包括第一主切削面11和第二主切削面12,第一主切削面11和第二主切削面12相互倾斜并相交,第一主切削面11和第二主切削面12关于顶端平面10中心对称,在第一主切削面11和第二主切削面12 的侧边和相交棱处为切削刃口。
41.其中第一主切削面11的面积大于第二主切削面12的面积,主切削刃由大小面积不同的切削面相交而成,其中面积较大的切削面为主切削面,也就是第一主切削面11为主切削面,在切削过程中受力,其耐磨程度较大。
42.并且,第二主切削面12的内侧边带有端部切削刃口13,比传统的主刀片多了一个刃口,可以使切削速度更快,提高切削效率。
43.对于上述各个实施例中的硬质合金十字刀头,第一主切削面11和第二主切削面12的角度分别为25度和50度,角度比传统的25度和45度更大,更加锋利。
44.在其它部件不改变的情况下,同上述主切削刃,副切削刃包括倾斜相交的第一副切削面21和第二副切削面22,且两副切削刃的第一副切削面21和第二副切削面22关于顶端平面10中心对称,第一副切削面21和第二副切削面22的侧边和相交棱处均为切削刃口。
45.第一副切削面21的面积大于第二副切削面22的面积,第一副切削面21 为主辅助面,在切削过程中受力,耐磨程度较大。
46.进一步优化上述技术方案,第一副切削面21为圆弧切削面,弧度较小,在切削时能最大限度地将受到的压力分散,比传统的平面角度,能够承受更大的冲击力。
47.在上述任意一个实施例的基础之上,第一主切削面11和第一副切削面21 的外周端面均为端平面3,平面的角度为4.5
‑
12度之间任意值,包括端点值,最佳角度为6
‑
9度,比如为8度,可以减少切削阻力,切削效率较高。
48.在上述任意一个实施例的基础之上,第二主切削面12和第二副切削面22 的外周端面均为圆弧面4,顺着切削轨迹走,从而钻出来的孔更加圆润。
49.优选地,在1/3圆弧处设有倒角,倒角角度为4.5
‑
12度之间任意值,包括端点值,比如为8度,钻孔切削时,方便孔径排屑。
50.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
51.以上对本实用新型所提供的硬质合金十字刀头进行了详细介绍。本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰
也落入本实用新型权利要求的保护范围内。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1