一种火管锅炉烟管自动穿管工装的制作方法
1.本实用新型涉及火管锅炉烟管自动穿管工装,尤其是适用于所有wns型锅炉穿管工装,属于锅炉制备技术领域。
背景技术:
2.能源生产和能源消费革命,构建清洁低碳、安全高效的能源体系,推动绿色发展,是锅炉等耗能产品研发的方向。煤炭的燃烧会大量产生pm2.5,所以国家目前正在加快推进以天然气为代表的低碳能源替代煤炭,燃油(气)锅炉是以轻油或者天然气为燃料,具有得天独厚的优势,必然成为锅炉行业中的一种趋势,其中卧式燃油(气)由于适用范围广,今后必然是市场的主角。
3.火管锅炉尤其是wns系列全自动燃油(气)火管锅炉是目前市面上的主流产品,采用锅壳式全湿背式烟火管结构。这种结构采用两或三个回程,油(气)通过燃烧器的雾化,与空气混合,在炉胆中充分燃烧后经回燃室回转进入烟管,最后经烟箱,由烟囱排出。
4.wns系列全自动燃油(气)火管锅炉的技术特点:锅炉管板与管板、管板(前后管板)与回燃室通过烟管连接,烟管长度普遍在4米到7米之间,单根烟管重量最大能达到50kg,制造过程中工人需抬着烟管从前管板烟管孔穿入,回燃室或者后管板处需一名工人去接。搬运钢管全靠人力,费工费时,因此一种高效的烟管自动穿管工装不仅能有效降低工人劳动强度,增加穿管效率,而且可以提高锅炉自动化制造的程度。
技术实现要素:
5.本实用新型的目的在于,提供一种既能有效降低车间工人劳动强度,又能提高穿管效率的wns型火管锅炉烟管自动穿管工装。
6.本实用新型的目的是这样实现的:一种火管锅炉烟管自动穿管工装,包括一套烟管定位装置和一套烟管进给装置;所述烟管定位装置包括一个框型架、烟管上下校准装置(4)和烟管左右校准装置(5),设有横向轨道紧贴在框型架的两条竖轨,框型架的横梁的中央固定一电机和竖起的丝杆,竖起的丝杆下端与横向轨道中部固定的一个螺纹啮合;框型架两条竖轨底端设有底板和两条平行轨支承,框型架下横梁的中央固定螺纹与丝杆啮合结构,电机和水平的丝杆一端固定在底板上;上下校准和左右校准动作结构是由电机带动螺旋丝杆进行上下或左右移动校准;烟管进给装置包括横向轨道、一次进给装置1、二次进给装置2、三次进给装置3;一次进给装置1包括横向轨道、电机、链轮和链条和在轨道上若干链条传动的被动凹型轮,通过链条,由电机通过链条带动被动链轮和凹型轮把烟管在横向轨道上传动到横向轨道上另一端的二次进给装置2;二次进给装置2包括上、下两部分,上部分设有第二电机及主动滚轴,下部分为在横向轨道上端部的底座及从动滚轴,气缸连接上下部分,带动上部分的第二电机及主动滚轴装置做上下运动,往上为松开,往下为夹紧;三次进给装置3由水平气缸3
‑
3、垂直气缸3
‑
5、下滑轨3
‑
1、上滑轨3
‑
4及推棒3
‑
2组件组成,推棒3
‑
2头部装有烟管配套顶塞,垂直气缸3
‑
5负责带动整个装置做周向运动,水平气缸3
‑
3负责
带动推棒3
‑
2沿烟管方向做水平运动。
7.当一次进给装置把烟管送至二次进给装置上时,气缸往下运动,夹紧烟管,电机启动,带动烟管以前管板为起点往前运动,直至后侧工人能接住烟管为止,此时三次进给装置启动,垂直气缸带动推杆至烟管尾端,然后平行气缸推动推杆压紧烟管,再把烟管往前推进,直至穿出内前管板或后管板,从而完成烟管的穿管动作。
8.与现有技术相比,本实用新型的有益效果是:本实用新型与以往的烟管穿管方式相比,大大降低了工人劳动强度,提高了生产效率,使整个烟管穿管过程高效、安全、稳定。
附图说明
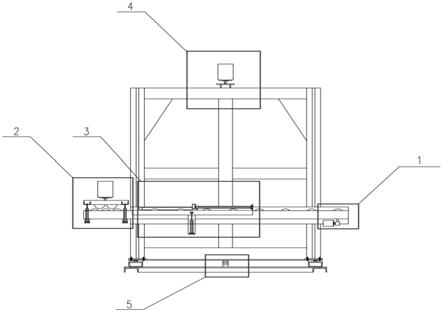
9.图1为本实用新型烟管自动穿管工装示意图。
10.图2为烟管三次进给装置及运行示意图。
11.图3为图2构图中圆圈中旋转部件的侧视图。
12.其中图示:
13.烟管一次进给装置1;烟管二次进给装置2;烟管三次进给装置3;烟管上下校准装置4;烟管左右校准装置5;下滑轨3
‑
1;推棒3
‑
2;水平气缸3
‑
3;上滑轨3
‑
4;垂直气缸3
‑
5。
具体实施方式
14.参见图1和图2,本实用新型wns型火管锅炉烟管自动穿管工装,包括一套烟管定位装置和一套烟管进给装置组成。所述烟管定位装置包括烟管上下校准装置4和烟管左右校准装置5,其传动原理主要是由电机带动螺旋丝杆进行上下左右移动。烟管进给装置包括烟管一次进给装置1、烟管二次进给装置2、烟管三次进给装置3,一次进给装置1由电机通过链条带动凹型轮把烟管传动到二次进给装置2;二次进给装置2由电机和气缸负责驱动,它主要包含两部分,上部分为电机及主动滚轴,下部分为底座及从动滚轴,气缸连接上下部分,带动电机装置做上下运动,往上为松开,往下为夹紧;三次进给装置3由水平气缸3
‑
3、垂直气缸3
‑
5、下滑轨3
‑
1、上滑轨3
‑
4及推棒3
‑
2组件组成,推棒3
‑
2头部装有烟管配套顶塞,垂直气缸3
‑
5负责带动整个装置做周向运动,水平气缸3
‑
3负责带动推棒3
‑
2沿烟管方向做前水平运动。二次进给装置2带动烟管以前管板为起点往前运动;到位后三次进给装置的垂直气缸3
‑
5(90度旋转气缸)带动推棒3
‑
2至烟管尾端,然后水平气缸3
‑
3推动推棒3
‑
2压紧烟管,再把烟管往前推进,直至穿出前管板或后管板。
15.工作原理:本实用新型wns型火管锅炉烟管自动穿管工装是由气缸及电机来提供动力来源,其中校准装置可以调整烟管的位置,保证烟管与管板烟管孔对中,对中完成后,由一次进给装置1把烟管送至二次进给装置2,气缸往下运动,夹紧烟管,电机启动,带动烟管以前管板为起点往前运动,直至后侧工人能接住烟管为止,此时三次进给装置3启动,垂直气缸3
‑
5带动推棒3
‑
2至烟管尾端,然后水平气缸3
‑
3推动推棒3
‑
2 压紧烟管,再把烟管往前推进,直至穿出前管板或后管板,从而完成烟管的穿管动作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1