一种塑壳断路器动触头机构与转轴的装配夹具的制作方法
1.本实用新型涉及一种塑壳断路器动触头机构与转轴的装配夹具。
背景技术:
2.动触头机构是塑壳断路器中的重要部件,现有结构的塑壳断路器动触头机构与转轴的装配工序比较复杂。为了确保塑壳断路器的终压力,在转轴内需装有弹力较大的弹簧。
3.如图2所示为转轴,其设有三个安装座a、b、c,在安装座中设有用于安装动触头机构的安装空位,安装空位的两侧分别设有限位孔601。如图8所示为动触头机构,其包括动触头701、弹簧702、轴销703、压簧板704、动触头支架705、动触头轴706和动触头卡轮707,压簧板704的两侧设有用于轴销穿过的定位孔。在进行塑壳断路器动触头机构与转轴的装配时,将三个动触头机构分别对应安装在三个安装座中,动触头从安装空位的底部向下穿出,弹簧702、压簧板704、动触头支架705、动触头轴706和动触头卡轮707均位于安装空位中,弹簧702压缩在压簧板704与安装空位的内底面之间,轴销703依次穿过限位孔601及定位孔,通过轴销将动触头机构限制在安装座中。
4.其中最困难的装配工序是:在安装轴销703时,需要压缩弹簧702至压簧板上的定位孔601与限位孔的位置对齐,这样才能将轴销穿入。此工序不仅费时费力,且在没有合适的装配夹具的情况下,装配难度大,工作效率低。
技术实现要素:
5.本实用新型所要解决的技术问题,就是提供一种塑壳断路器动触头机构与转轴的装配夹具,可一次性将转轴内所有部件组装完成,降低劳动强度,提高装配效率与装配质量。
6.解决上述技术问题,本实用新型采用的技术方案如下:
7.一种塑壳断路器动触头机构与转轴的装配夹具,其特征在于,包括:
8.底座,位于底部,用作支撑;
9.工作台,固定设在底座的上面;
10.滑动块,可前后滑动设在工作台的中部,其上设有与塑壳断路器的转轴的形状相吻合的限位仓,限位仓的下端设有用于塑壳断路器的动触头机构的动触头穿出的穿孔;
11.导轨式压紧件,可前后滑动设在工作台的一侧,上端设有水平限位板;在装配过程中水平限位板位于塑壳断路器的转轴的上面,用于防止塑壳断路器的转轴翻转;
12.转动式压紧装置,设在工作台的另一侧,其上设有可通过转动手柄进行上下调节的压块,压块用于在装配过程中抵靠在塑壳断路器的动触头机构的上面并往下压动触头机构,从而能对动触头机构的弹簧进行压缩。
13.进一步的,工作台的中部设有前后贯穿的水平t型槽,水平t型槽的底部设有滑动槽,滑动块的底面设有凸条,工作台滑动设在水平t型槽中,凸条滑动位于滑动槽中。
14.进一步的,导轨式压紧件的下端设有导轨插件,工作台的侧面对应设有前后贯穿
的导轨槽,导轨插件滑动装在导轨槽中。
15.进一步的,转动式压紧装置还包括螺杆,压块包括限位块和压板,压板水平设置,用于在装配过程中抵靠在塑壳断路器的动触头机构的上面,限位块固定设在压板的下面,工作台的侧面对应设有垂直t型槽,垂直t型槽的底部设有螺纹孔,限位块可上下滑动的设在垂直t型槽中,螺杆穿于压块上的通孔中,螺杆的上下两端分别穿出至压块的上方和下方,螺杆的上部设有抵靠在压块上面的凸环,螺杆的上端设置转动手柄,螺杆的下端与垂直t型槽的底部的螺纹孔螺纹连接。
16.进一步的,工作台的底部通过螺钉与底座固定连接。
17.进一步的,转动手柄包括两条十字交叉设置的中空圆柱。
18.本实用新型的操作步骤:
19.1、首先把转轴放入滑动块中,接着把滑动块放置于工作台的水平t型槽中,然后把转轴、弹簧和压簧板依次放入转轴相对应的槽内,再将导轨式压紧件移至所装配的相序上,把压块放入垂直t型槽中,完成第一步工序。
20.2、将手柄穿过压块的通孔连接到工作台的螺孔中,顺时针方向转动手柄,使手柄上的挡片压住压块,继而使压块的压板将压簧板上的孔与转轴两侧的限位孔水平对齐,再把轴销穿过转轴的限位孔,完成压簧板的装配。之后继续装配动触头系统与转轴相配合的其它部件。
21.3、安装完成后,逆时针旋转手柄,使压块沿着垂直t型槽退出,完成一相动触头系统及转轴的装配工作。
22.4、移动滑动块,重复以上步骤,直到所有相动触头系统及转轴都装配完成。
23.与现有技术相比,本实用新型具有以下有益效果:
24.本实用新型根据塑壳断路器的动触头机构与转轴,设计专用的装配夹具,提高了装配效率;采用可增大力矩的转动手柄作为转动式压紧装置,降低了工人劳动强度;设有导轨式压紧件,保证了转轴在装配过程中不会出现因受力不均而发生翻转的现象。
附图说明
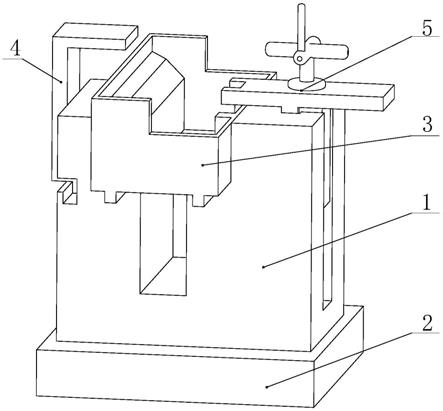
25.图1是本实用新型的立体示意图;
26.图2是现有的塑壳断路器的转轴的立体示意图;
27.图3是本实用新型的工作台的立体示意图;
28.图4是本实用新型的滑动块的立体示意图;
29.图5是本实用新型的导轨式压紧件的立体示意图;
30.图6是本实用新型的转动式压紧装置的立体示意图;
31.图7是本实用新型对塑壳断路器的动触头机构与转轴进行装配的示意图;
32.图8是现有的塑壳断路器的动触头机构的立体示意图。
33.图中附图标记含义:
[0034]1‑
工作台;101
‑
水平t型槽;1011
‑
滑动槽;102
‑
导轨槽;103
‑
垂直t型槽;1031
‑
螺纹孔;2
‑
底座;3
‑
滑动块;301
‑
第一平面;302
‑
第二平面;303
‑
限位仓;304
‑
轴销支撑块;305
‑
凸条;4
‑
导轨式压紧件;401
‑
水平限位板;402
‑
导轨插件;5
‑
转动式压紧装置;501
‑
转动手柄;5011
‑
转动手柄;5012
‑
凸环;5013
‑
螺杆;502
‑
压块;5021
‑
压板;5022
‑
限位块;6
‑
转轴;601
‑
限位孔;701
‑
动触头;702
‑
弹簧;703
‑
轴销;704
‑
压簧板;705
‑
动触头支架;706
‑
动触头轴;707
‑
动触头卡轮。
具体实施方式
[0035]
下面结合实施例对本实用新型进一步描述。
[0036]
如图1所示为本实施例的一种塑壳断路器动触头机构与转轴的装配夹具,包括底座2、工作台1、导轨式压紧件4、滑动块3及转动式压紧装置5。
[0037]
底座2位于底部,用作支撑。工作台1的底部通过三个螺钉与底座2固定连接,从而将工作台1固定在底座2的上面。
[0038]
如图3所示,工作台1的中部设有一条前后贯穿的水平t型槽101,一侧面对应设有前后贯穿的导轨槽102,另一侧面对应设有垂直t型槽103,垂直t型槽103的底部设有螺纹孔1031,水平t型槽101的底部设有滑动槽1011。
[0039]
滑动块3可在水平t型槽101上前后滑动,导轨式压紧件4与导轨槽102配合,可相对工作台1前后位移,转动式压紧装置5通过垂直t型槽103上,可相对工作台1进行上下位移。
[0040]
如图6所示,转动式压紧装置5包括转动手柄501、压块502和螺杆5013,压块502包括限位块5022和压板5021。压板5021水平设置,用于在装配过程中抵靠在塑壳断路器的动触头机构的上面并往下压动触头机构,限位块5022固定设在压板5021的下面,限位块5022的两侧分别设有竖向的导向条,限位块5022从上端配合插入垂直t型槽103中,限位块5022可上下滑动,螺杆5013穿于压块502上的通孔中,螺杆5013上下贯穿压块502,螺杆5013的上下两端分别穿出至压块502的上方和下方,螺杆5013与压块502可相对上下运动,螺杆5013的上部设有用于抵靠在压块上面的凸环5012,转动手柄5011设在螺杆5013的上端,螺杆5013的下端与垂直t型槽103的底部的螺纹孔1031螺纹连接。使用时,通过旋转转动手柄5011,可使得螺杆5013上下运动。
[0041]
转动手柄5011包括两条十字交叉设置的中空圆柱,当转动手柄5011的力矩不够时,可在中空圆柱中插入小螺丝刀等工具以增大力矩。
[0042]
如图4所示,滑动块3为一中空的阶梯型立方体,其挖空的内部作为限位仓303,限位仓303的形状与塑壳断路器的转轴6的整体外形相吻合,限位仓303的下端设有用于塑壳断路器的动触头机构的动触头穿出的穿孔。滑动块3的底面设有两条凸条305,与工作台1的水平t型槽101中的两道滑动槽1011相配合。更具体的,在限位仓303中对应设有用于限制转轴6的第一平面301、第二平面302和轴销支撑块304,当转轴6放入滑动块3后,转轴上的限位孔将略高于滑动块的第二平面,使轴销更容易穿过转轴的限位孔。
[0043]
如图5所示,导轨式压紧件4设计为c字型,导轨式压紧件4的下端设有导轨插件402,本实施例的导轨插件402与导轨式压紧件一体,为先水平折弯再垂直折弯形成的端部。导轨插件402插入导轨102中,导轨式压紧件4可左右移动。导轨式压紧件4的上端设有水平限位板401,在装配过程中水平限位板401位于塑壳断路器的转轴6的上面,用于防止塑壳断路器的转轴6翻转。水平限位板401比转轴6的上平面略高1mm,当转轴6受力不平衡发生翻转时,水平限位板会压住转轴。
[0044]
如图7所示为通过本实施例的装配夹具对转轴和动触头机构进行装配的示意图,在装配过程中,首先将转轴6放入滑动块3中,接着把滑动块3放置于工作台的水平t型槽101
中,再将导轨式压紧件4移至所装配的转轴相序上,使得水平限位板401位于对应的安装座上面。把动触头机构701、弹簧702和压簧板704依次放入转轴6相对应的槽内,把压块502插入垂直t型槽103中,完成第一步工序。将螺杆穿过压块502的通孔连接到垂直t型槽底部的螺纹孔1031中,顺时针方向转动手柄5011,使转动手柄5011上的凸环5012向下压住压块502,继而通过压块的压板5021向下压动压簧板704,至压簧板704上的定位孔与转轴两侧的限位孔601水平对齐,再把轴销703穿过转轴的限位孔601,完成压簧板的装配。之后继续组装动触头机构701与转轴6相配合的其它部件。组装完成后,逆时针旋转转动手柄5011,使压块502沿着垂直t型槽103退出,完成其中一相动触头系统及转轴的装配工作。移动滑动块3,重复以上步骤,直到所有动触头机构及转轴都装配完成。
[0045]
本实用新型的上述实施例并不是对本实用新型保护范围的限定,本实用新型的实施方式不限于此,凡此种种根据本实用新型的上述内容,按照本领域的普通技术知识和惯用手段,在不脱离本实用新型上述基本技术思想前提下,对本实用新型上述结构做出的其它多种形式的修改、替换或变更,均应落在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1