一种用于铁路货车车体检修的焊接机器人系统及焊接方法与流程
1.本发明涉及机器人焊接技术领域,具体涉及一种用于铁路货车车体检修的焊接机器人系统及焊接方法。
背景技术:
2.铁路货车敞车车体主要用于铁路货运,是由转向架支撑在轨道上运行,是铁路货车的重要组成部分。铁路货车的检修维护是铁路运输安全和货运运营能力的重要保证,货车车体的检修维护是铁路货车检修的重要环节。货车车体检修按照检修工艺流程,需要经过一系列的分解、焊接、矫正、下料、补焊对接、焊接等工序,最后进行最终的落成检查,以确保货车车体检修达到检修工艺要求。
3.目前货车车体腐蚀、缺损情况、画定切割区域均采用人工方式进行,由经过培训合格的车辆钳工采用铁锤击打的方式逐个进行检查和标定。人工使用氧气、乙炔进行切割标定的区域。人工测定切割区域尺寸,裁减需要补充的钢板。人工点焊对接补充的钢板。
4.焊接环境恶劣,温度高且存在光污染、空气污染,焊接工序焊接量大、作业人员多、需要专业焊工、工作时间长、效率低。
技术实现要素:
5.本发明所要解决的技术问题是:目前在铁路货车车体检修中,进行焊接作业时,需要人工进行焊接,焊接环境恶劣,温度高且存在光污染、空气污染,工作人员长期处于这种工作环境,容易发生危险,与此同时,人工焊接需要专业的焊工,且工作时间长,效率低,本发明提供了解决上述问题的一种用于铁路货车车体检修的焊接机器人系统及焊接方法。
6.本发明通过下述技术方案实现:
7.一种用于铁路货车车体检修的焊接机器人系统,包括机器人本体,其特征在于,还包括视觉识别单元、agv小车移动控制单元、焊接控制单元、数据处理单元、位置获取单元和主控单元;
8.所述视觉识别单元包括摄像头和激光传感器,所述摄像头用于扫描区域标识,所述激光传感器配合所述摄像头,扫描焊缝。
9.所述位置获取单元用于获取机器人本体的自身位置信息和目标位置信息,并将自身位置信息和目标位置信息发送给所述agv小车移动控制单元;
10.所述agv小车移动控制单元基于接收的自身位置信息和目标位置信息调整agv小车的方向,并控制agv小车移动到目标位置,当agv小车到达目标位置时,所述agv小车移动控制单元控制视觉识别单元扫描区域标识,所述视觉识别单元将区域标识信息发送给主控单元;
11.所述主控单元接收到视觉识别单元发送的区域标识信息后,控制所述视觉识别单元扫描焊缝,所述视觉识别单元将扫描的焊缝信息发送给所述数据处理单元;
12.所述数据处理单元对接收的焊缝信息进行处理,得到焊接轨迹信息,并将焊接轨
迹信息发送给所述焊接控制单元;
13.所述焊接控制单元基于接收的焊接轨迹信息控制焊枪对待焊接区域进行焊接。
14.本发明提出一种用于铁路货车车体检修的焊接机器人系统,代替手工手焊,提高焊接效率,并且避免人工在恶劣环境下工作所带来的危险。机器人本体进入货车车厢后,所述视觉识别单元能够直接获取所述机器人本体的目标位置信息和自身位置信息,所述视觉识别单元将机器人本体的目标位置信息和自身位置信息发送给所述agv小车移动控制单元,所述agv小车移动控制单元根据所述机器人本体的目标位置信息和自身位置信息调整agv小车的方向,并控制agv小车移动到目标位置,agv小车移动到目标位置后,所述agv小车移动控制单元控制视觉识别单元扫描预先标定的区域标识,所述视觉识别单元将扫描到的区域标识信息发送给主控单元,所述主控单元接收所述区域标识信息后,确认机器人本体到达目标位置,所述主控单元控制视觉识别单元扫描焊缝,并将焊缝信息发送给数据处理单元,所述数据处理单元对接收的焊缝信息进行处理,得到焊接轨迹信息,并将焊接轨迹信息发送给焊接控制单元,所述焊接控制单元基于接收的焊接轨迹信息控制焊枪进行焊接,当前焊接作业完成后,agv小车移动到下一个待焊接区域。
15.优选的,所述位置获取单元包括激光雷达。
16.优选的,为了方便相关人员随时获取焊接信息,还包括工艺管理数据库单元,所述焊接控制单元完成焊接后,将焊接信息发送给所述工艺管理数据库单元进行存储。
17.优选的,为避免agv小车在移动过程中与车厢发生碰撞,还包括报警单元,所述位置获取单元探测到agv小车移动方向有障碍物时,启动所述报警单元进行报警。
18.优选的,人为确定要检修的区域,并在对应位置放置区域标识。具体的,所述位置获取单元通过测量货车车体的内部尺寸,并形成三维图像,获得机器人本体在车厢内的自身位置信息和目标位置信息。
19.基于上述一种用于铁路货车车体检修的焊接机器人系统的焊接方法,具体包括以下步骤:
20.步骤1:人工将补料钢板与切割位置进行匹配安装,合适后进行点焊;
21.步骤2:agv小车自动移动到目标位置,视觉识别单元扫描焊缝,焊枪自动进行焊接,焊接完成后,agv小车自动移动到下一个待焊接区域。
22.本发明具有如下的优点和有益效果:
23.1、本发明一种用于铁路货车车体检修的焊接机器人系统及焊接方法,本系统配备位置获取单元,用于测量车体车厢尺寸,生成三维图像,准确给出机器人本体在车厢内的自身位置信息和目标位置信息,同时探测agv小车移动方向是否有障碍物,有障碍物时启动报警单元进行报警,避免agv小车在移动过程中与车厢发生碰撞;
24.2、本发明一种用于铁路货车车体检修的焊接机器人系统及焊接方法,除焊接位置需要人为标定以及需要点焊补料钢板,其他工作由机器人本体自动完成,提高了焊接效率,避免工人长时间在恶劣环境下作业易导致的危险。
附图说明
25.此处所说明的附图用来提供对本发明实施例的进一步理解,构成本申请的一部分,并不构成对本发明实施例的限定。在附图中:
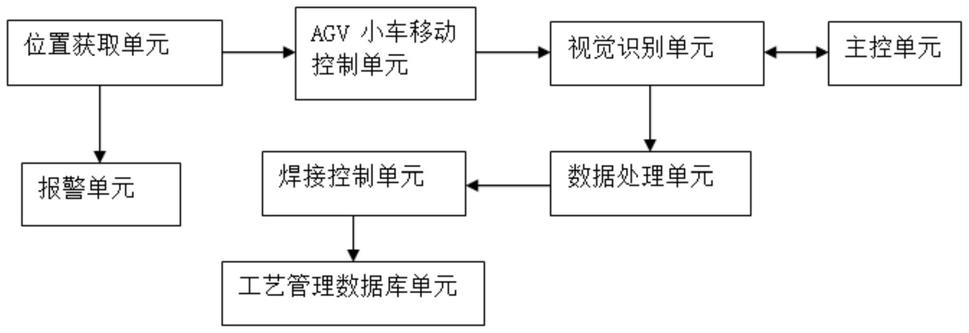
26.图1为本发明的系统结构图。
具体实施方式
27.为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。
28.实施例1
29.目前在铁路货车车体检修中,进行焊接作业时,需要人工进行焊接,焊接环境恶劣,温度高且存在光污染、空气污染,工作人员长期处于这种工作环境,容易发生危险,与此同时,人工焊接需要专业的焊工,且工作时间长,效率低,本实施例提出了解决上述问题的一种用于铁路货车车体检修的焊接机器人系统,系统结构具体如图1所示:包括机器人本体,视觉识别单元、agv小车移动控制单元、焊接控制单元、数据处理单元、位置获取单元和主控单元;
30.视觉识别单元包括摄像头和激光传感器,摄像头用于扫描区域标识,激光传感器配合摄像头,扫描焊缝。位置获取单元用于获取机器人本体的自身位置信息和目标位置信息,并将自身位置信息和目标位置信息发送给agv小车移动控制单元;agv小车移动控制单元基于接收的自身位置信息和目标位置信息调整agv小车的方向,并控制agv小车移动到目标位置,当agv小车到达目标位置时,agv小车移动控制单元控制视觉识别单元扫描区域标识,视觉识别单元将区域标识信息发送给主控单元;主控单元接收到视觉识别单元发送的区域标识信息后,控制视觉识别单元扫描焊缝,视觉识别单元将扫描的焊缝信息发送给数据处理单元;数据处理单元对接收的焊缝信息进行处理,得到焊接轨迹信息,并将焊接轨迹信息发送给所述焊接控制单元;焊接控制单元基于接收的焊接轨迹信息控制焊枪对待焊接区域进行焊接。
31.本实施例的工作原理:
32.机器人本体进入货车车厢后,视觉识别单元能够直接获取所述机器人本体的目标位置信息和自身位置信息,视觉识别单元将机器人本体的目标位置信息和自身位置信息发送给agv小车移动控制单元,agv小车移动控制单元根据所述机器人的目标位置信息和自身位置信息调整agv小车的方向,并控制agv小车移动到目标位置,agv小车移动到目标位置后,agv小车移动控制单元控制视觉识别单元扫描预先标定的区域标识,视觉识别单元将扫描到的区域标识信息发送给主控单元,主控单元接收所述区域标识信息后,确认机器人本体到达目标位置,主控单元控制视觉识别单元扫描焊缝,并将焊缝信息发送给数据处理单元,数据处理单元对接收的焊缝信息进行处理,得到焊接轨迹信息,并将焊接轨迹信息发送给焊接控制单元,焊接控制单元基于接收的焊接轨迹信息控制焊枪进行焊接,当前焊接作业完成后,agv小车移动到下一个待焊接区域。
33.人为确定要检修的区域,并在对应位置放置区域标识。位置获取单元包括激光雷达,通过测量货车车体的内部尺寸,并形成三维图像,获得机器人本体在车厢内的自身位置信息和目标位置信息。为了方便相关人员随时获取焊接信息,还包括工艺管理数据库单元,焊接控制单元完成焊接后,将焊接信息发送给所述工艺管理数据库单元进行存储。为避免agv小车在移动过程中与车厢发生碰撞,还包括报警单元,位置获取单元探测到agv小车移
动方向有障碍物时,启动所述报警单元进行报警。
34.基于上述一种用于铁路货车车体检修的焊接机器人系统的焊接方法,具体包括以下步骤:
35.步骤1:人工将补料钢板与切割位置进行匹配安装,合适后进行点焊;
36.步骤2:agv小车自动移动到目标位置,视觉识别单元扫描焊缝,焊枪自动进行焊接,焊接完成后,agv小车自动移动到下一个待焊接区域。
37.实施例2
38.本实施例与实施例1的区别在于,预先在焊接控制单元输入焊接轨迹信息,机器人本体进入货车车厢后,视觉识别单元能够直接获取所述机器人本体的目标位置信息和自身位置信息,视觉识别单元将机器人本体的目标位置信息和自身位置信息发送给agv小车移动控制单元,agv小车移动控制单元根据所述机器人的目标位置信息和自身位置信息调整agv小车的方向,并控制agv小车移动到目标位置,agv小车移动到目标位置后,agv小车移动控制单元控制视觉识别单元扫描预先标定的区域标识,视觉识别单元将扫描到的区域标识信息发送给主控单元,主控单元接收所述区域标识信息后,确认机器人本体到达目标位置,主控单元发送一个启动信号给焊接控制单元,焊接控制单元直接按照预先设定的焊接轨迹信息控制焊枪进行焊接。相比实施例1,无需通过视觉识别单元扫描焊缝,将焊缝信息发送给数据处理单元,数据处理单元对焊缝信息进行处理的方式获得焊接轨迹,焊接效率进一步提高。
39.以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1