一种轴类零件制造用数控夹持机械手的制作方法
1.本发明涉及数控车床技术领域,具体为一种轴类零件制造用数控夹持机械手。
背景技术:
2.在轴类零件的数控加工过程中,对于不同的轴类零件其加工工艺不同,部分螺纹轴需要在表面加工完成后进行表面的零件的攻丝加工,在轴类加工完成后因其高速转动的加工工艺导致零件的温度较高不方便加工工人进行抓取,从而采用机械手进行轴类零件的上下料控制,一般的机械手在夹持部分带有螺纹的轴类零件时因其夹紧力较大,会在夹取过程中导致螺纹变形,且对于部分螺纹轴其表面装夹部位较少,在脱离车床的散装卡盘的过程中并不能有较好的装夹位置供机械手装夹,本发明阐述的一种轴类零件制造用数控夹持机械手,能够解决上述问题。
技术实现要素:
3.本发明要解决的技术问题是提供一种轴类零件制造用数控夹持机械手,解决带有螺纹的轴类零件在机械手进行抓取的过程中因装夹面积较少或没有,导致机械手在装夹零件时导致表面的螺纹变形的问题。
4.本发明是通过以下技术方案来实现的。
5.本发明的一种轴类零件制造用数控夹持机械手,包括机械手主体,所述机械手主体一侧端面固定连接有动力连杆,所述动力连杆与机械手动力源连接,所述机械手主体另一侧端面设有开口向外的工作腔,所述工作腔内转动设有工作转盘,所述工作转盘向外延伸并固定连接有环形排列分布的固定钢丝,所述机械手主体一侧端面其位于所述工作转盘外侧环形排列分布有开口向外的伸缩腔,所有的所述伸缩腔内设有能移动的移动连杆,所述移动连杆向外延伸并设有装夹组件,所述装夹组件能对轴类零件进装夹。
6.优选地,所述机械手主体内设有移动腔,所有的所述伸缩腔内壁与所述移动腔连通,所述移动腔内设有能移动的连接板,所有的所述移动连杆与所述连接板外圆面固定连接,所述移动腔两侧壁之间固定连接有移动螺纹轴,所述移动螺纹轴与所述连接板螺纹连接,所述移动腔一侧壁内固定设有移动电机,所述移动螺纹轴一端动力连接于所述移动电机。
7.优选地,所述装夹组件包括位于所述移动连杆外端面且开口向外的翻转腔,所述翻转腔上下两侧与外界连通,所述翻转腔内两壁之间转动设有翻转轴,所述翻转轴外圆面固定连接有可翻转的翻转板,所述翻转腔一侧壁内固定设有装夹电机,所有的所述翻转轴动力连接于所述装夹电机。
8.优选地,所有的所述伸缩腔环形排列中心为对称中心,所有的所述翻转板靠近对称中心一侧且远离所述机械手主体一侧端面设有开口向内的装夹腔,所述装夹腔内设有能移动的装夹连杆。
9.优选地,所述装夹连杆与所述装夹腔远离开口一侧壁之间固定连接有装夹弹簧,
所述装夹连杆向外延伸并固定连接有装夹板,所有的所述翻转板靠近对称中心一侧端面固定连接有接触板。
10.优选地,所述工作转盘靠近所述移动腔一侧端面固定连接有转动板,所述工作腔靠近所述移动腔一侧壁内固定设有动力电机,所述转动板转动中心动力连接于所述动力电机。
11.优选地,所述固定钢丝外圆面且位于靠近所述工作转盘一侧固定连接有,所述外圆面靠近所述工作转盘一侧固定连接有倾斜且能移动的支撑连杆。。
12.优选地,所述工作转盘远离所述移动腔一侧端面环形排列分布有开口向外的切换腔,所有的所述支撑连杆延伸至所述切换腔内,所述支撑连杆与所述切换腔远离开口一侧壁之间固定连接有切换弹簧,所述切换腔远离开口一侧壁固定设有电磁铁。
13.优选地,所述支撑连杆具有磁性,所述装夹弹簧弹力大于所述装夹连杆以及所述装夹板受到的重力。
14.本发明的有益效果:本发明通过装夹板将工件表面夹紧后进行后续的上料下料工作,且使装夹的效果更好,且通过装夹弹簧的的弹性作用使工件表面的装夹更加稳定的同时,减少因装夹力度过大导致的工件表面变形,同时在进行表面具有螺纹的轴类零件的下料抓取时,首先通过铁丝与螺纹轴凹槽内部进行缠绕装夹后,随后通过装夹组件将零件与三爪卡盘的装夹装夹位置进行装夹,在提高螺纹轴零件下料取料的稳定性的同时,进一步的保护螺纹轴表面的螺纹完整程度。
附图说明
15.为了更清楚地说明发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
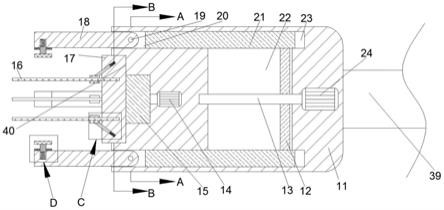
16.图1是本发明实施例的结构示意图;
17.图2是本发明实施例图1中a
‑
a的结构示意图;
18.图3是本发明实施例图1中b
‑
b的结构示意图;
19.图4是本发明实施例图1中c处放大示意图;
20.图5是本发明实施例图1中d处放大示意图;
21.图6是本发明实施例图1中工作转盘的立体结构示意图。
具体实施方式
22.下面结合图1
‑
6对本发明进行详细说明,其中,为叙述方便,现对下文所说的方位规定如下:下文所说的上下左右前后方向与图1本身投影关系的上下左右前后方向一致。
23.结合附图1
‑
6所述的一种轴类零件制造用数控夹持机械手,包括机械手主体11,所述机械手主体11一侧端面固定连接有动力连杆39,所述动力连杆39与机械手动力源连接,所述机械手主体11另一侧端面设有开口向外的工作腔40,所述工作腔40内转动设有工作转盘17,所述工作转盘17向外延伸并固定连接有环形排列分布的固定钢丝16,所述机械手主体11一侧端面其位于所述工作转盘17外侧环形排列分布有开口向外的伸缩腔23,所有的所
述伸缩腔23内设有能移动的移动连杆21,所述移动连杆21向外延伸并设有装夹组件,所述装夹组件能对轴类零件进装夹。
24.有益地,所述机械手主体11内设有移动腔22,所有的所述伸缩腔23内壁与所述移动腔22连通,所述移动腔22内设有能移动的连接板12,所有的所述移动连杆21与所述连接板12外圆面固定连接,所述移动腔22两侧壁之间固定连接有移动螺纹轴13,所述移动螺纹轴13与所述连接板12螺纹连接,所述移动腔22一侧壁内固定设有移动电机24,所述移动螺纹轴13一端动力连接于所述移动电机24。
25.有益地,所述装夹组件包括位于所述移动连杆21外端面且开口向外的翻转腔20,所述翻转腔20上下两侧与外界连通,所述翻转腔20内两壁之间转动设有翻转轴19,所述翻转轴19外圆面固定连接有可翻转的翻转板18,所述翻转腔20一侧壁内固定设有装夹电机27,所有的所述翻转轴19动力连接于所述装夹电机27。
26.有益地,所有的所述伸缩腔23环形排列中心为对称中心,所有的所述翻转板18靠近对称中心一侧且远离所述机械手主体11一侧端面设有开口向内的装夹腔37,所述装夹腔37内设有能移动的装夹连杆34。
27.有益地,所述装夹连杆34与所述装夹腔37远离开口一侧壁之间固定连接有装夹弹簧38,所述装夹连杆34向外延伸并固定连接有装夹板33,所有的所述翻转板18靠近对称中心一侧端面固定连接有接触板36。
28.有益地,所述工作转盘17靠近所述移动腔22一侧端面固定连接有转动板15,所述工作腔40靠近所述移动腔22一侧壁内固定设有动力电机14,所述转动板15转动中心动力连接于所述动力电机14。
29.有益地,所述固定钢丝16外圆面且位于靠近所述工作转盘17一侧固定连接有28,所述28外圆面靠近所述工作转盘17一侧固定连接有倾斜且能移动的支撑连杆29。。
30.有益地,所述工作转盘17远离所述移动腔22一侧端面环形排列分布有开口向外的切换腔30,所有的所述支撑连杆29延伸至所述切换腔30内,所述支撑连杆29与所述切换腔30远离开口一侧壁之间固定连接有切换弹簧31,所述切换腔30远离开口一侧壁固定设有电磁铁32。
31.有益地,所述支撑连杆29具有磁性,所述装夹弹簧38弹力大于所述装夹连杆34以及所述装夹板33受到的重力。
32.初始状态下,所有的装夹板33位于远离翻转板18一侧,所有的固定钢丝16处于水平拉直状态,所有的移动连杆21位于伸缩腔23内,连接板12位于远离工作转盘17一侧。
33.工作时,将动力连杆39与数控车床的机械臂动力组件连接,此时在车床进行轴类零件的生产加工的过程中,需要进行上下料的工作时,此时通过数控端控制动力连杆39的移动并将机械手主体11带动至进行合适的装夹工作位置,此时移动电机24启动并带动移动螺纹轴13转动,此时移动螺纹轴13转动并通过螺纹连接带动连接板12向靠近工作转盘17一侧移动,此时连接板12移动并通过固定连接带动所有的移动连杆21向外移动,此时移动连杆21向外移动至适合装夹的位置后,移动电机24停止,此时所有的装夹电机27启动并带动翻转轴19转动,此时翻转轴19通过固定连接带动翻转板18翻转,此时所有的翻转板18向内翻转,并逐渐带动装夹板33与需要装夹的工件表面相抵,随后通过装夹电机27的后续转动带动翻转板18逐渐与工件靠近,此时装夹板33因表面与工件表面相抵,醉着翻转板18的后
续移动此时装夹板33通过固定连接带动装夹连杆34克服装夹弹簧38弹力作用逐渐将越夹越紧,此时当装夹板33向靠近翻转板18一侧移动的过程中,逐渐与接触板36表面相抵,此时装夹电机27停止,此时通过装夹板33将工件表面夹紧后进行后续的上料下料工作,且使装夹的效果更好,且通过装夹弹簧38的的弹性作用使工件表面的装夹更加稳定的同时,减少因装夹力度过大导致的工件表面变形,当需要对表面布满螺纹的螺纹轴零件进行下料装夹工作时,此时动力连杆39带动机械手主体11移动至车床内部工作腔内,并移动至需要进行装夹的螺纹轴一侧,此时动力连杆39移动带动机械手主体11向靠近螺纹轴一侧移动并使所有的固定钢丝16移动至进行装夹的螺纹轴表明外侧,此时所有的电磁铁32启动通电并具有磁性,此时所有的支撑连杆29因电磁铁32磁力作用开始克服切换弹簧31弹力作用向外移动,此时支撑连杆29向外移动并通过固定连接推动28向靠近螺纹轴移动移动,此时所有的28带动固定钢丝16弯曲并与螺纹轴表面的螺纹凹槽内部相抵,此时动力电机14启动并带动转动板15转动,此时转动板15通过固定连接带动工作转盘17转动,此时固定钢丝16随着工作转盘17转动并逐渐转动缠绕至螺纹轴表面凹槽内部,并将螺纹轴表面夹紧,此时车床内部随着三爪卡盘放松装夹,此时动力连杆39带动机械手主体11向外移动进而将螺纹轴带动移动至三爪卡盘外侧,随后通过移动电机24的启动带动移动连杆21移动,随后通过装夹组件将螺纹轴与三爪卡盘的装夹位置装夹夹紧,进而达到稳定的将加工后的螺纹轴零件装夹并的向外带动,实现下料的效果,随后当动力连杆39带动机械手主体11移动至下料部位后,此时动力电机14反转启动并带动工作转盘17反转,此时工作转盘17反转并使缠绕至螺纹轴表面的固定钢丝16翻转将夹紧放松,并逐渐拉直回初始工作位置,进而完成全部的下料工作。
34.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此领域技术的人士能够了解本发明内容并加以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1